Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Vzdělávací materiál: Prezentace Určen pro: 3.ročník oboru Strojírenství Vzdělávací oblast: Strojírenská technologie – Strojní obrábění Název učebního materiálu: Mechanizace a automatizace výroby Jméno autora: Ing. Miroslava Jeřichová Datum vytvoření: 2. 3. 2013 Reg.č. projektu: CZ.1.07/1.5.00/34.0627

2
Klíčová slova: mechanizace, automatizace, pružná, tvrdá, jednoúčelový stroj, stavebnicový stroj, NC a CNC stroj, pružný výrobní systém, výrobní linka, pružná buňka. Anotace: Prezentace je určena žákům 3. ročníku oboru Strojírenství pro výuku v předmětu Strojírenská technologie. Inovuje výuku použitím multimediálních pomůcek – prezentace. Metodické pokyny: Tento materiál uplatní učitel při výkladu dané problematiky, použité obrázky, videa a fotografie zvýší názornost výkladu. Prezentaci mohou žáci použít i v rámci samostatné domácí přípravy na výuku.

3
Úvod Mechanizace a automatizace - pojmy Tvrdá automatizace Pružná automatizace

4
Od počátku lidstva byl člověk vystavován tvrdé a namáhavé práci, kterou se snažil zjednodušit nástroji a stroji. První zprávy o mechanizaci pocházejí z doby faraonů, kdy pomocí ohřáté páry otevírali velká chrámová vrata. V období renesance - v polovině 14. stol. se využívá vodní síly k pohonu strojů. Mezi významné osobnosti, zajímající se touto problematikou, patří i Leonardo da Vinci. Objevuje se realizace myšlenky o řízení prostřednictvím po sobě jdoucích povelů – jde o konstrukce zvukových hracích strojů, které byly ovládány pomocí otáčejících se válců s ostny. 1808 - Joseph M. Jacquard použil plechovou děrnou kartu k automatickému řízení textilního stroje. Počátek 20. stol. – ve strojírenské výrobě se objevují automatizované stroje vykonávající různorodé operace založené na nejrůznějších principech.

5
Mechanizace znamená nahrazení fyzické práce člověka stroji. V případě výrobního procesu se jedná o využití všech nutných technických prostředků, jejichž vzájemná vazba je zabezpečena lidským činitelem- operátorem Automatizace je proces, ve kterém je fyzická i duševní práce člověka postupně nahrazována činností technických prostředků. Je vývojově vyšší než mechanizace. Automatizace výrobního procesu je založena na samočinném řízení daného úkonu a jeho kontrole. Cílem je snížení nutnosti přítomnosti člověka při vykonávání určité činnosti

6
Automatizaci a mechanizaci výroby je nutné chápat komplexně, nejde jenom o samotný technologický proces, ale i o doprovodné operace – manipulace s materiálem, technologickým odpadem, výměnu nástrojů, upínání obrobků, kontrolu a měření… Rozlišujeme tvrdou a pružnou automatizaci

8
Automatizace ve svařovně

10
CNC systém

11
Stroje a zařízení jsou přizpůsobeny pro výrobu určitého obrobku Výrobní zařízení je maximálně produktivní – např. díly se obrábějí současně několika nástroji z různých stran Seřízení strojů a zařízení na jiný výrobní program je náročné, někdy i nemožné Používá se ve velkosériové a v hromadné výrobě. Představiteli této automatizace jsou jednoúčelové a stavebnicové obráběcí stroje

12
Jsou stroje určené pro obrábění výrobků určitého tvaru, rozměru a s určitými operacemi na výrobku Znaky JUS: Více pracovních vřeten Všechny funkce automatizovány Speciální upínací zařízení Různá pomocná zařízení včetně manipulátorů Několik pracovních míst Výhody: Větší výkonnost, menší počet pracovišť, vyšší přesnost výroby, zkrácení dopravních cest Nevýhody: Velká pořizovací cena, obtížná přestavba při změně operace Hlavním smyslem použití JUS je provést na obrobku na jedno upnutí, co nejvíce operací

15
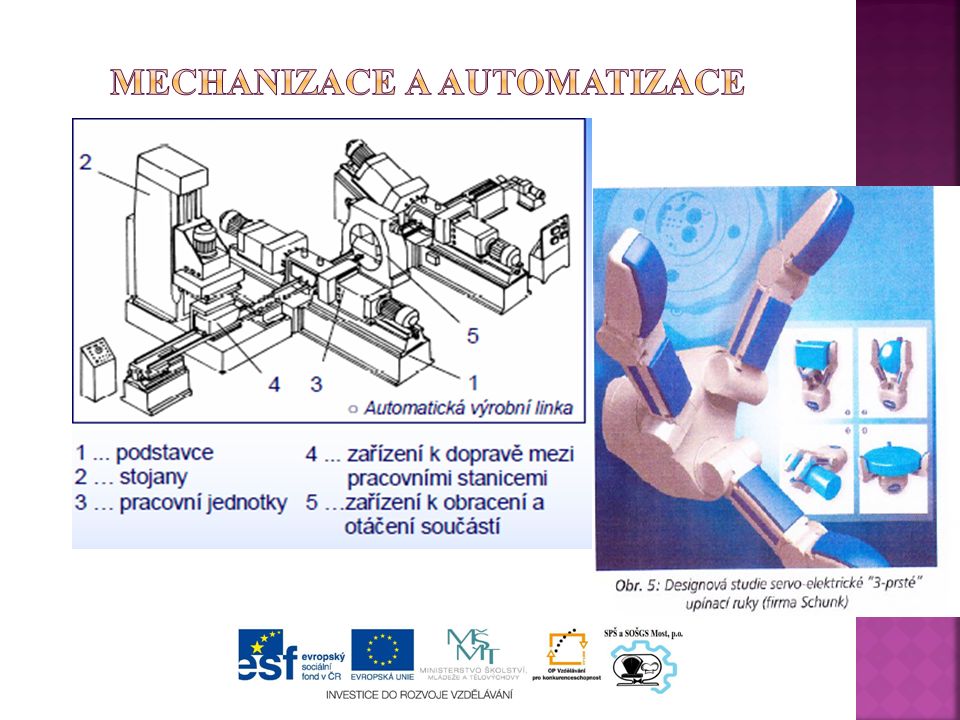
Se skládá z typizovaných konstrukčních skupin Výhody: větší pružnost, možnost přestavby pro jinou operaci Stavebnicová soustava je tvořena: 1. Spodní stavba – rám, různé podstavce, stojany 2. Polohovací jednotka – zajišťuje polohování a pohyb obrobku nebo přísuv pracovní jednotky k obrobku pomocí např. otočných stolů, bubnů, krokových dopravníků 3. Pracovní jednotka – funkční jednotka, má samostatný pohon vřetena i posuvů, pracují automaticky a člení se na pinolovou jednotku( výsuvná pracovní vřetena) a posuvovou jednotku 4. Přídavné jednotky - přívod el. energie, hydraulický a chladící agregát, mazání, dopravník třísek
 a posuvovou jednotku 4. Přídavné jednotky - přívod el. energie, hydraulický a chladící agregát, mazání, dopravník třísek.")
16
Stavebnicový stroj s robotem

17
Z hlediska pohybu obrobku rozdělujeme SJS na: SJS bez podávajícího pohybu obrobku- obrobek se upne do přípravku na pevném stole, kde je obráběn z několika stran současně – dle počtu stran jsou SJS a) jednostranné b) dvoustranné c) třístranné d) vícestranné SJS s podávacím pohybem obrobku – obrobek se podává z jedné stanice do druhé po kruhové dráze ( otočné stoly, bubny ) nebo po přímočaré ( krokové dopravníky )
 jednostranné b) dvoustranné c) třístranné d) vícestranné SJS s podávacím pohybem obrobku – obrobek se podává z jedné stanice do druhé po kruhové dráze ( otočné stoly, bubny ) nebo po přímočaré ( krokové dopravníky )")
18
Stroj TRO 8S-18U ISO30 CNHY má osmipolohový buben s horizontální osou rotace (obr. 2). Buben je oboustranně uložený ve svařovaném rámu, jehož stěny jsou kvůli vysoké tuhosti zdvojené. V rámu je rozmístěno 18 pracovních jednotek, umožňujících obráběni v každé ze sedmi poloh až ze tři stran. Jedna poloha bubnu slouží k automatickému nakládaní a vykládání obrobků (mosazné šroubeni) pomoci robotu.
. Buben je oboustranně uložený ve svařovaném rámu, jehož stěny jsou kvůli vysoké tuhosti zdvojené. V rámu je rozmístěno 18 pracovních jednotek, umožňujících obráběni v každé ze sedmi poloh až ze tři stran. Jedna poloha bubnu slouží k automatickému nakládaní a vykládání obrobků (mosazné šroubeni) pomoci robotu..")
19
SJS s horizontální osou bubnu Přehled součástí

20
Moderní bubnové SJS stroje představují nejefektivnější řešení pro komplexní obrábění menších součástek z oblasti elektrotechniky, automobilového průmyslu, sanitární techniky, šroubení.

21
SJS s otočným polohovacím stolem-3D pracovní jednotky mají příčně pojízdný portál s podélnými saněmi a vertikálním smýkadlem, které nese naklápěcí hlavu s elektrovřetenem ( otáčky vřetene 14000 min-1 ).
.")
22
Satelitní stoly nesou upínací palety, které lze ručně nebo pomocí robotu vyměňovat, stroj může mít až 14 pracovních poloh, osazených různými NC pracovními jednotkami, Stroj je určen pro obrábění malých obrobků rotačního tvaru.

23
Pinolové jednotky

24
Typizované uzly – pracovní jednotky

25
Revolverové hlavy

26
Jednotlivé moduly tvořící stavebnicový stroj

27
Obráběcí stroje a zařízení k dopravě a polohování obrobků tvoří automatizovanou výrobní linku. Série strojů NX představuje univerzální řešení strojů pro sestavování výrobních linek.

28
Vytvořena z vertikálních frézek NX

29
Číslicové řízení nastartovalo rychlý vývoj pružné automatizace Stroje a zařízení lze rychle přeprogramovat na výrobu různých výrobků Uplatnění v kusové, malosériové výrobě výrobní zařízení – NC a CNC stroje, pružné výrobní systémy, výrobní buňky, integrovaná počítačem řízená výroba

30
Pružné výrobní systémy

31
Výrobní buňka - Robot vybavený vizuálním systémem je schopný provádět výměnu přípravků a zajistit bezobslužný provoz buňky po dobu 720 hodin (3 směny po dobu jednoho měsíce).
.")
32
CNC soustružnická centra se šikmým ložem

34
Obráběcí stroje – uplatnění NC a CNC strojů, které mají všechny funkce ovládány řídícím systémem s pomocí programu NC – číslicově řízený stroj ( Numerical Control ) CNC – stroj s číslicovým řízením s počítačem ( Computerized Numerical Control ) První NC stroj – 1952 Massachusetts Institute of Technology Výhody: - výroba tvarově velmi složitých součástí, které na konvenčních strojích nelze vyrobit, zkrácení výrobních a vedlejších časů, vyšší přesnost výroby nižší zmetkovitost, menší nároky na obsluhu a kontrolu stroje… Nevýhody: - Vysoké pořizovací náklady na stroj včetně měřícího zařízení, kvalifikační nároky na techniky pro vytváření programu
 CNC – stroj s číslicovým řízením s počítačem ( Computerized Numerical Control ) První NC stroj – 1952 Massachusetts Institute of Technology Výhody: - výroba tvarově velmi složitých součástí, které na konvenčních strojích nelze vyrobit, zkrácení výrobních a vedlejších časů, vyšší přesnost výroby nižší zmetkovitost, menší nároky na obsluhu a kontrolu stroje… Nevýhody: - Vysoké pořizovací náklady na stroj včetně měřícího zařízení, kvalifikační nároky na techniky pro vytváření programu")
35
Rozdíly NC a CNC PLC –programovatelný logický automat V dnešní terminologii je NC strojem převážně myšlen CNC stroj. NC strojCNC stroj CPU Jednoúčelový automat Mikropočítač s mikroprocesorem ŘS Dán zapojenímsoftware Výkonové obvody Relé, zapojení Polovodiče, PLC automat Program Děrná páskaSoftware-program

36
Znaky: 1. Hledisko konstrukční – použití nástrojů s břit. destičkami, použití rychloupínacích hlavic, které zajišťují rychlou výměnu nástroje, konstrukčně je zajištěná vysoká tuhost a přesnost nástrojů 2. Hledisko manipulace s nástroji – seřizování a ostření nástrojů se provádí mimo stroj, nástroje jsou umístěny v zásobnících, kdy zásobník je: a) součástí stroje a může být nosný ( přenáší řezné síly např. revolverová hlava ) nebo skladový ( nepřenáší řezné síly např. velkokapacitní zásobníky ) b) zásobník je součástí nástrojového systému
 součástí stroje a může být nosný ( přenáší řezné síly např. revolverová hlava ) nebo skladový ( nepřenáší řezné síly např. velkokapacitní zásobníky ) b) zásobník je součástí nástrojového systému.")
38
Vertikální zásobník nástrojů

39
Zdroje obrázků: KOLAR. www.seznam.cz [online]. [cit. 14.4.2013]. Dostupný na WWW: http://www.czspos.cz/akce/20100225.emo2009/08_stavebnicove_a_rekonfigurovatelne_stroje. pdf, http://www.czspos.cz/akce/20100225.emo2009/08_stavebnicove_a_rekonfigurovatelne_stroje. pdf AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 15.4.2013]. Dostupný na WWW: http://www.misan.cz/download/mazak/2011-04-mm/automatizace/04_300.jpg, http://www.misan.cz/download/mazak/2011-04-mm/automatizace/06_300.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 15.4.2013]. Dostupný na WWW: http://www.misan.cz/download/mazak/2011-04-mm/automatizace/07_300.jpg, http://www.misan.cz/download/mazak/2011-04-mm/automatizace/06_300.jpg STRÁNSKÝ, PETRŽÍK. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://www.stranskyapetrzik.cz/objekty/ftc-350.jpg, STRÁNSKÝ, PETRŽÍK. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: htt://www.stranskyapetrzik.cz/objekty/ftc- ht.pdf AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://jk-nastroje.cz/shop/116-191-home/bt40xm-6x25-adb.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://jk-nastroje.cz/shop/101- 164-home/tg40xm-6x25-adb.jpg, MAASH. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://www.exsys- tool.com/assets/pdf/deco-flex-catalog.pdf AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://www.zetpro.cz/download/images/brity/brity_01.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://www.zetpro.cz/download/images/brity/brity_08.jpg
![ Zdroje obrázků: KOLAR. [online].](http://images.slideplayer.cz/42/11489269/slides/slide_39.jpg "[cit ]. Dostupný na WWW: pdf, pdf AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: STRÁNSKÝ, PETRŽÍK. [online]. [cit ]. Dostupný na WWW: STRÁNSKÝ, PETRŽÍK. [online]. [cit ]. Dostupný na WWW: htt:// ht.pdf AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: home/tg40xm-6x25-adb.jpg, MAASH. [online]. [cit ]. Dostupný na WWW: tool.com/assets/pdf/deco-flex-catalog.pdf AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW:")
40
AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://www.zetpro.cz/download/images/soustruhy/soustruhy_02.jpg, http://www.zetpro.cz/download/images/soustruhy/soustruhy_02.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://www.kbhcz.cz/produkte/zasobnik-nastroju-vertikalni/zasobnik-nastroju-vertikalni.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 16.4.2013]. Dostupný na WWW: http://technik.ihned.cz/attachment.php/10408960/Mu102vjaoRw39UfPykCJrN6ADpKOnVdb/TE pr%20ob6.jpg, Některé obrázky byly použity ze Sborníku k semináři Aktuální trendy ve výzkumu a vývoji obráběcích strojů pořádaného SpOS a VCSVTT ČVUT v Praze, Fakulta strojní, Praha únor 2007 a ze Sborníku k bloku přednášek Obráběcí stroje na EMO Hannover 2005 pořádaného SpOS a VCSVTT ČVUT v Praze, Fakulta strojní, Praha únor 2006, ING. FRANTIŠEK TATÍČEK, ING. TOMÁŠ PILVOUSEK, ING. MARTIN KUBELKA. Akademie tváření: Automatizace a mechanizace v plošném tváření [online]. [cit. 21.4.2013]. Dostupný na WWW: http://www.mmspektrum.com/clanek/akademie-tvareni-automatizace-a- mechanizace-v-plosnem-tvareni.html, Kód článku: 101217 Vyšlo v MM : 2010 / 12, 14.12.2010 v rubrice Výroba / Tváření, Strana 68, Příspěvek vznikl v rámci řešení projektu SGS ČVUT 2010, reg. č. OHK2-038/10 ING. PETR KELLER, PH.D.. Programování a řízení CNC strojů [online]. [cit. 21.4.2013]. Dostupný na WWW: http://www.kvs.tul.cz/syscadcam
![AUTOR NEUVEDEN. [online]. [cit ].](http://images.slideplayer.cz/42/11489269/slides/slide_40.jpg "Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: pr%20ob6.jpg, Některé obrázky byly použity ze Sborníku k semináři Aktuální trendy ve výzkumu a vývoji obráběcích strojů pořádaného SpOS a VCSVTT ČVUT v Praze, Fakulta strojní, Praha únor 2007 a ze Sborníku k bloku přednášek Obráběcí stroje na EMO Hannover 2005 pořádaného SpOS a VCSVTT ČVUT v Praze, Fakulta strojní, Praha únor 2006, ING. FRANTIŠEK TATÍČEK, ING. TOMÁŠ PILVOUSEK, ING. MARTIN KUBELKA. Akademie tváření: Automatizace a mechanizace v plošném tváření [online]. [cit ]. Dostupný na WWW: mechanizace-v-plosnem-tvareni.html, Kód článku: Vyšlo v MM : 2010 / 12, v rubrice Výroba / Tváření, Strana 68, Příspěvek vznikl v rámci řešení projektu SGS ČVUT 2010, reg. č. OHK2-038/10 ING. PETR KELLER, PH.D.. Programování a řízení CNC strojů [online]. [cit ]. Dostupný na WWW:")
Podobné prezentace














>")








 Mechanizace Systémy.>")
