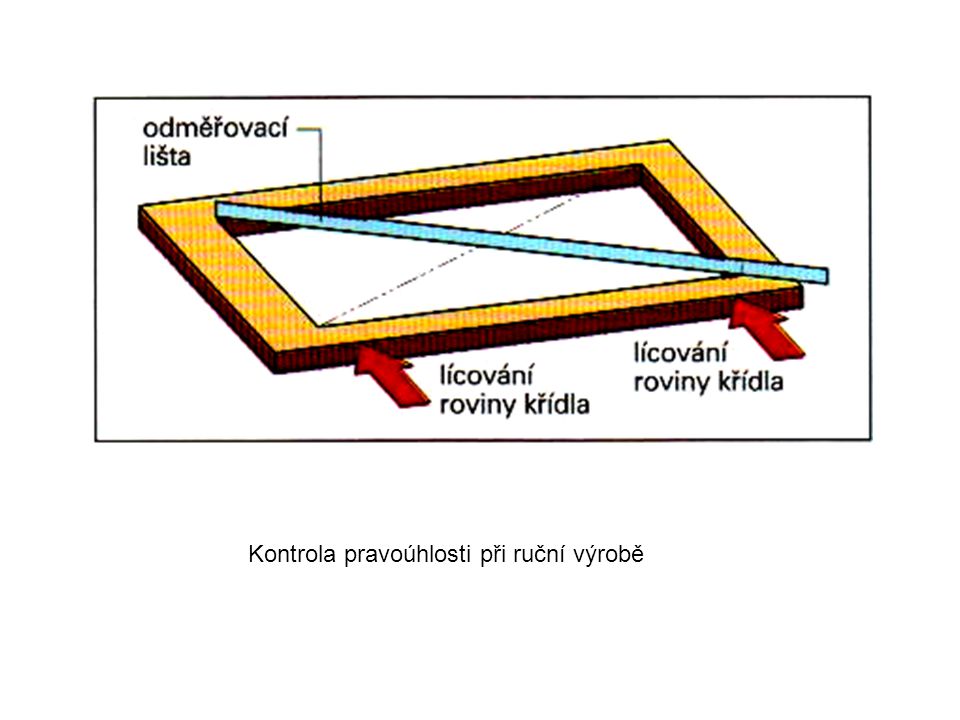
Složení a zalisování souborů dveřovek Výrobní fáze složena ze tří výrobních úseků – složení souboru, lisování souboru dveřovek a klimatizace. Skládání se provádí na pracovním stole. Plášť a středová část se složí do šablony, která zajišťuje pravoúhlost souboru před a při lisování. Buď vkládáme soubor dveřovky do lisu i se šablonou – komplikovaná manipulace kolem lisu a při ručním plnění nebo vyprazdňování, nebo se bodově vytvrdí lepidlo (nebo se použijí sponky, hřebíky) pomocí VF ohřevu tak, aby byla zajištěna stabilita souboru a dále se pracuje bez šablony. Nutno zajistit pravoúhlost, aby nadmíra ( 2mm) stačila na kvalitní opracování bočních ploch.
Kontrola pravoúhlosti při ruční výrobě
Lisování v hydraulických lisech, lisovací tlak 0,4 – 0,5 MPa Lisování v hydraulických lisech, lisovací tlak 0,4 – 0,5 MPa. Tlak se určuje výpočtem. Lisovací doba závisí na lepidle a teplotě, při jejím určování je nutno počítat i s časem pro prohřátí pláště. Technologie lisování může výrazně ovlivnit kvalitu dveřního křídla. Nutno dodržovat vazbu teplota, tlak a čas stanovené pro lepidlo. Klimatizace se provádí při dílenské teplotě (20oC). Zalisované dveřovky se kladou na rovnou podložku do hráně zpravidla ne vyšší než 1800 mm. Po dobu klimatizace je hráň přikryta nejlépe vyřazenou dveřovkou.
Strojní opracování dveřních křídel Obvodové opracování na dvoustranném frézovacím a formátovacím stroji – zajištěna rovnoběžnost a pravoúhlost. Nejprve boční plochy svislé poté horní a spodní. Přebroušení povrchu DVD nebo MDF pomocí dvoupásové brusky s mechanickým posuvem nebo širokopásové brusky. Zrnitost brusného materiálu 120 – 150. Zakování zámku a povrchová úprava shodná jako u rámových dveří. Kompletace a výstupní kontrola Patří sem zakování závěsů, zasklení a výstupní kontrola.