Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
10 Plánování opravárenského procesu ve specializované opravně – postupový graf operací
Servisní logistika prof. Ing. Václav Legát, DrSc. Ing. Martin Stávek Katedra jakosti a spolehlivosti strojů Technická fakulta Česká zemědělská univerzita Praha 6 - Suchdol

2
Zadání

3
Zadání

4
Zadání

5
Zadání

6
Zadání

7
Zadání

8
Řešení úkolu Plánování opravárenského procesu ve specializované opravně - postupový graf operací pro specializovanou opravnu motorů.

9
1. Roční objem požadované činnosti Vc
Požadovaný objem servisní činnosti podniku nebo útvaru (servisu, opravny, dílny) je možno chápat jako požadavek na objem jejich služeb v určitém časovém období (ve strojírenství bývá tento termín označován jako výrobní úkol). Vyjadřuje se v: jednotkách množství: (například počet generálních oprav za rok, počet diagnostických prověrek za měsíc, počet směnových údržeb za den), jednotkách pracnosti: celkovým počtem normohodin, jednotkách peněžních.
 je možno chápat jako požadavek na objem jejich služeb v určitém časovém období (ve strojírenství bývá tento termín označován jako výrobní úkol). Vyjadřuje se v: jednotkách množství: (například počet generálních oprav za rok, počet diagnostických prověrek za měsíc, počet směnových údržeb za den), jednotkách pracnosti: celkovým počtem normohodin, jednotkách peněžních")
10
1. Roční objem požadované činnosti Vc
Výpočet: kde: nGO - požadovaný objem počtu GO za rok Tpi - dílčí pracnost GO Tpc - celková pracnost GO Pozor na jednotky minuty vs. hodiny Doporučený postup: předem se podívat na jednotky, aby nedocházelo zbytečně ke zpětným přepočtům min. → hod. → min.

11
2. Servisní takt Tv Servisní takt Tv je časový úsek (období), po jehož uplynutí se servisní proces ve všech operacích opakuje. Jinak řečeno, jde o časové období mezi zahájením nebo zakončením dvou po sobě následujících (operací): údržeb, diagnostických prověrek, oprav atd.
: údržeb, diagnostických prověrek, oprav atd")
12
2. Servisní takt Tv Teorie - Časový fond Fd: Výpočet:
je dán počtem hodin, který může být za určité období (rok, měsíc, týden, den) v servisním podniku nebo útvaru odpracován při přijatém pracovním režimu. Rozlišujeme časový fond: dělníků, strojů a výrobního zařízení (SVZ).
 v servisním podniku nebo útvaru odpracován při přijatém pracovním režimu. Rozlišujeme časový fond: dělníků, strojů a výrobního zařízení (SVZ)")
13
2. Servisní takt Tv Výpočet: ANO !!! - známe? kde: s - směnnost
Fd - roční časový fond jednoho dělníka nGO - požadovaný objem počtu GO za rok ANO !!! - známe? Kliknutím na šipku „ANO!!!“ se otevře Excel s výpočty Fd

14
3. Celkový počet výrobních dělníků v jedné směně nd
kde: Tpc - celková pracnost GO Tv - servisní takt Poznámka.: celkový počet dělníků zatím nezaokrouhlovat na celá čísla.

15
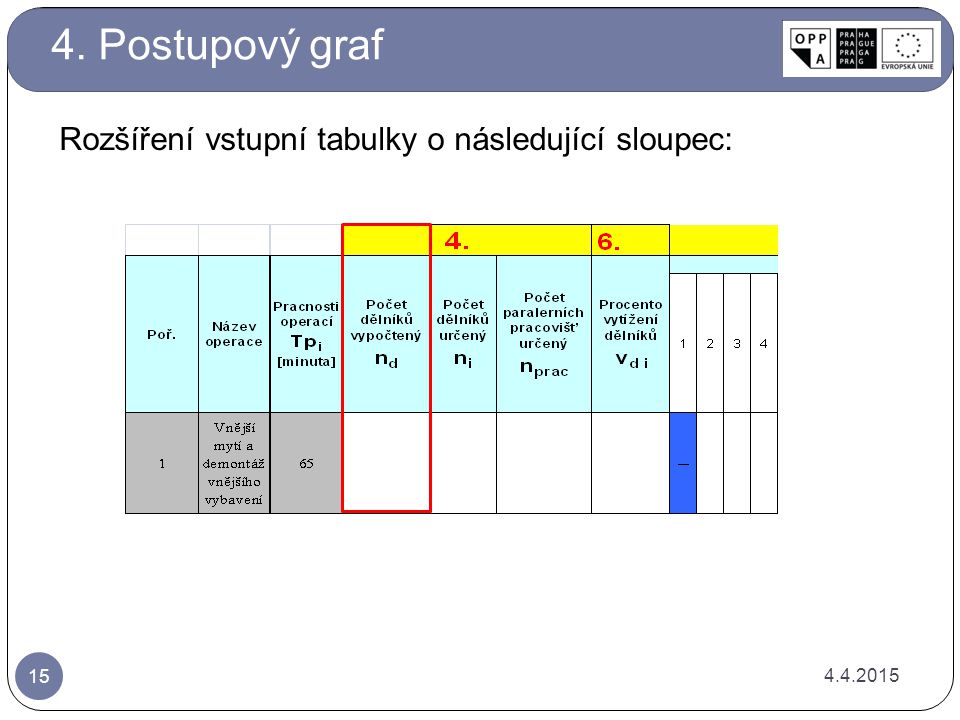
4. Postupový graf Rozšíření vstupní tabulky o následující sloupec:
16
4. Postupový graf Počet dělníků pro každou operaci – vypočtený.
kde: Tpi - dílčí pracnost operací GO Tv - servisní takt

17
4. Postupový graf Počet dělníků pro každou operaci – určený.
Počet dělníků pro každou operaci nutno zaokrouhlit s ohledem na složitost konkrétní operace, pracnost versus takt – viz graf délky časových úseček) → ndu = 1 dělník. Procento vytížení dělníků
 → ndu = 1 dělník. Procento vytížení dělníků")
18
4. Postupový graf Počet souběžných (paralerních) pracovišť- určený.
Z určeného počtu dělníků → zvolíme počet pracovišť nprac (neplatí rovnost počet dělníků určený = zvolený počet pracovišť, např. u operace obsazené dvěma dělníky na jednom pracovišti. Strojní operace (broušení a záběh) nelze zkracovat, požadovanou kapacitu zajišťujeme počtem pracovišť, který je roven počtu taktů trvání strojní operace. Počty pracovišť volíme s ohledem např. na požadavek složitosti a pracnosti konkrétní operace, např. montáž motoru ze skupin (veliká pracnost) přiřadíme více pracovišť.
 nelze zkracovat, požadovanou kapacitu zajišťujeme počtem pracovišť, který je roven počtu taktů trvání strojní operace. Počty pracovišť volíme s ohledem např. na požadavek složitosti a pracnosti konkrétní operace, např. montáž motoru ze skupin (veliká pracnost) přiřadíme více pracovišť")
19
Není třeba pro tuto úlohu
4. Postupový graf – grafická část K výchozím podkladům pro sestavení patří: výrobní takt, schéma technologického postupu, pracnost, údaje o pracovních třídách. Vypočteno Další slide Zadáno Není třeba pro tuto úlohu

20
4. Příklad technologického postupu GO motoru
Příjem motoru do opravy Částečná demontáž, vnější a vnitřní mytí Demontáž na skupiny a součásti Mytí součásti, hydraulická zkouška bloku a hlav válců Kontrola a třídění součástí Kompletace součástí Promytí olejových kanálů bloku a klikového hřídele, montáž Uložení klikového hřídele Montáž ojnic a pístů Montáž vačkového hřídele a rozvodových kol Montáž olejového čerpadla, setrvačníku, hlavy válců Montáž čističů, vstřikovacího a vodního čerpadla Záběh, zkoušení a kontrolní prověrka motoru Dokompletování a povrchová úprava Předání motoru Oprava elektrovýzbroje Šrot Renovace základních součástí Předmontáž pístů a ojnic Předmontáž hlavy válců Předmontáž rozvodu Předmontáž palivového čističe a víka rozvodovky Montáž a zkoušení olejových čističů Oprava, montáž, a zkoušení olejové čerpadla Renovace součástí Broušení klikového hřídele Předmontáž spojky Předmontáž vodního čerpadla, čističe vzduchu Vstřikovací čerpadlo ze specializované opravny

21
4. Postupový graf – grafická část: Příklad sestavení
Při sestavování grafu je třeba se snažit, aby: každý pracovník byl zatížen pracností číselně rovnající se taktu výroby (100 % vytížení dělníka, velmi hrubá přípustná tolerance pro tuto úlohu je +15 % a – 10 %), každá práce začala bezprostředně potom, kdy skončila práce nutně technologicky předcházející, práce (operace) se vykonávaly maximálně souběžně (paralelně) – např. pro montáž motoru ze skupin max. 2 souběžně pracující dělníci na jednom pracovišti, pracovní třída prací vykonávaných jedním dělníkem byla, konstantní a odpovídala jeho kvalifikace.
, každá práce začala bezprostředně potom, kdy skončila práce nutně technologicky předcházející, práce (operace) se vykonávaly maximálně souběžně (paralelně) – např. pro montáž motoru ze skupin max. 2 souběžně pracující dělníci na jednom pracovišti, pracovní třída prací vykonávaných jedním dělníkem byla, konstantní a odpovídala jeho kvalifikace")
22
4. Postupový graf – grafická část: Příklad sestavení
V praxi mohou operace probíhat: pracnost operace = takt výroby, pracnost operace < takt výroby, pracnost operace > takt výroby, pracnost operace je násobkem taktu výroby. Poznámka - více viz workshop

23
4. Postupový graf – grafická část: Příklad sestavení
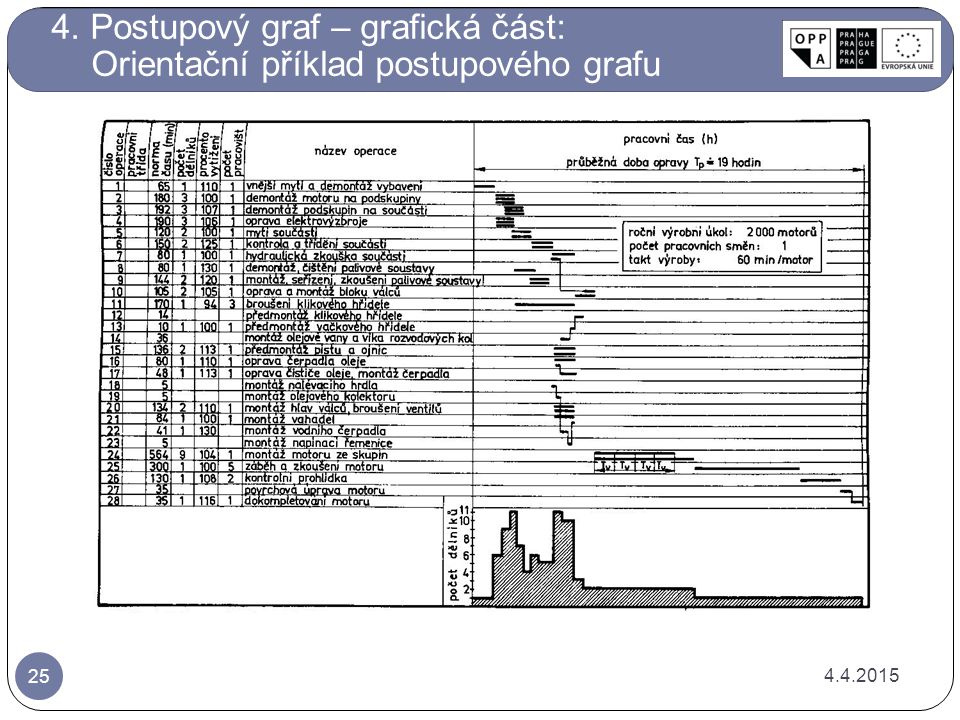
Výrobní takty Tv 1 dělník Pole pro časové úsečky Průběžná doba opravy 2 dělníci 3 dělníci 0 dělníků 2 dělníci Časová úsečka znázorňuje pracovní činnost jednotlivých dělníků (tzn. 1 dělník = 1 úsečka o délce 1 taktu pro ruční operace, pro strojní operace o délce počtu taktů trvání strojní operace). Pro zjednodušení se pracovní (technologický) čas považuje za nepřerušovaný. Průběžná doba opravy je celkový počet taktů (od zahájení první operace do skončení poslední operace) vynásoben délkou trvání jednoho taktu. Nikoli součet všech časových úseček vynásobený délkou trvání taktu. Pozn. Operace není omezena délkou taktu výroby, konkrétní operace může probíhat ve více výrobních taktech – vždy dbát ohled na procento vytížení dělníků (100% ideální stav).
. Pro zjednodušení se pracovní (technologický) čas považuje za nepřerušovaný. Průběžná doba opravy je celkový počet taktů (od zahájení první operace do skončení poslední operace) vynásoben délkou trvání jednoho taktu. Nikoli součet všech časových úseček vynásobený délkou trvání taktu. Pozn. Operace není omezena délkou taktu výroby, konkrétní operace může probíhat ve více výrobních taktech – vždy dbát ohled na procento vytížení dělníků (100% ideální stav)")
24
4. Postupový graf – grafická část: Příklad sestavení
Lidská práce Strojní práce Ruční operace: čím více pracovníků zařadíme do jednoho taktu – tím zkrátíme průběžnou dobu a snížíme rozpracovanost – pozor – počet pracovníků v taktu je omezen pracovním prostorem Strojní operace: pracnost strojní operace záleží na výkonnosti stroje a nelze ji zkracovat, může trvat více taktů je třeba zařadit více strojů paralelně, nebo kapacitu dohnat zvýšenou směnností !!!

25
4. Postupový graf – grafická část: Orientační příklad postupového grafu
26
5. Rozpracovanost Výpočet:
[počet sériově uspořádaných pracovišť] kde: Tpr - průběžná doba generální opravy (GO) Tv - takt GO Poznámka: Takto definovaná rozpracovanost vychází vždy jako celé číslo. Výpočet v daném příkladě: nt – počet taktů jdoucích za sebou v celém procesu
 Tv - takt GO. Poznámka: Takto definovaná rozpracovanost vychází vždy jako celé číslo. Výpočet v daném příkladě: nt – počet taktů jdoucích za sebou v celém procesu")
27
6. Hodnocení jakosti sestavení postupového grafu
Možnosti hodnocení postupového grafu podle: Souběžně vykonávaných operací porovnání dosažené průběžné doby opravy s dobou nejkratší možnou (analýza technologického postupu). Procentuálního vytížení pracovníků …v tomto cvičení.
. Procentuálního vytížení pracovníků. …v tomto cvičení")
28
6. Hodnocení jakosti sestavení postupového grafu
a) Celkové procento vytížení dělníků Výpočet: kde: nd - celkový počet dělníků vypočteno v bodě 3 ndu - určený počet dělníků pro každou operaci
 Celkové procento vytížení dělníků. Výpočet: kde: nd - celkový počet dělníků vypočteno v bodě 3. ndu - určený počet dělníků pro každou operaci")
29
6. Hodnocení jakosti sestavení postupového grafu
b) Procento vytížení dělníků pro každou operaci, Pro snazší vypracování, vhodné provést před sestavením grafu – tento výpočet není povinný (nýbrž doporučený pro snazší určování počtu dělníků). nebo: …použít takto upravený vzorec kde: ndoper - počet dělníků – vypočtený ndu - určený počet dělníků pro každou operaci Tpi - dílčí pracnost operací GO Tv - servisní takt Počet dělníků určený
 Procento vytížení dělníků pro každou operaci, Pro snazší vypracování, vhodné provést před sestavením grafu – tento výpočet není povinný (nýbrž doporučený pro snazší určování počtu dělníků). nebo: …použít takto upravený vzorec. kde: ndoper - počet dělníků – vypočtený. ndu - určený počet dělníků pro každou operaci. Tpi - dílčí pracnost operací GO. Tv - servisní takt Počet dělníků určený.")
30
6. Hodnocení jakosti postupového grafu
c) Procentický podíl průběžné doby GO motoru a celkové pracnosti Výpočet: kde: Tpr - průběžná doba opravy Tpc - součet pracností jednotlivých operací Průběžná doba opravy Tpr = Tv . n Musí platit: Tpr < Tpc
 Procentický podíl průběžné doby GO motoru a celkové pracnosti. Výpočet: kde: Tpr - průběžná doba opravy. Tpc - součet pracností jednotlivých operací. Průběžná doba opravy Tpr = Tv . n. Musí platit: Tpr < Tpc")
31
Odevzdávání Ve vzorovém souboru proveďte výpočty. Vytiskněte.
Ručně vypracujte postupový graf operací (počet zobrazených dělníků v postupovém grafu se musí shodovat s výpočty). Určete rozpracovanost. Úlohu odevzdejte v listinné podobě. 6. Vyhodnocení????
. Určete rozpracovanost. Úlohu odevzdejte v listinné podobě. 6. Vyhodnocení")
32
Děkuji vám za pozornost

Podobné prezentace











>")







