Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
DTB TECHNOLOGIE OBRÁBĚNÍ
Ústav strojírenské technologie Odbor technologie obrábění Ředitel ústavu: Prof. Ing. Miroslav Píška, CSc. Přednášky: Doc. Ing. Jaroslav Prokop, CSc. Studijní materiály: KOCMAN, K. A PROKOP, J. Technologie obrábění. HUMÁR, A. Technologie I. Technologie obrábění - 1. část , část. Studijní opory. Sylaby PDF.

2
DTB - Technologie obrábění - přednášky
1. Základní terminologie obrábění. Teoretické základy obrábění. 2. Fyzikální základy procesu řezání – tvorba třísky, tvorba povrchů. 3. Nástrojové materiály – oceli, slinuté karbidy, keramika, diamant, atd. 4. Silová analýza, teplo, zbytková napjatost a další průvodní jevy řezného procesu. 5. Základy soustružení – vnější a vnitřní plochy 6. Základy frézování – frézování rovinné, do rohu, drážkovací, kopírovací, speciální. 7. Vrtání, vyvrtávání, vyhrubování, vystružování.

3
8. Dokončovací metody obrábění, vybrané nekonvenční metody obrábění.
9. Obráběcí stroje pro sériovou a hromadnou výrobu, CNC obrábění. 10. Ekonomika obrábění, produktivita a hospodárnost obrábění. 11. Vybrané metody výroby ozubených kol. Rapid prototyping. 12. Speciální metody obrábění – HSM/HSC. 13. Teoretické základy řízení technologického a montážního procesu, TPV.

4
základní terminologie obrábění Teoretické základy obrábění
Obráběcí proces - integrální složka výrobního procesu Obráběcí systém - obráběcí stroj, řezný nástroj, obráběcí prostředí Obrobek - objekt obráběcího procesu

5
1 Technologické charakteristiky obráběcího procesu
Řezný proces – oddělování materiálu obrobku břitem nástroje Kontinuální Diskontinuální Cyklický

6
1.1 Obrobek Obráběná, obrobená, přechodová plocha

7
Identifikace obrobené plochy – úchylka rozměru, úchylka tvaru, úchylka polohy, struktura povrchu, vlastnosti povrchové vrstvy Parametry obrobené plochy = f (technologické faktory) - souvisí s charakteristikami obráběcího systému Technologické vlivy na parametry obrobené plochy - systematicky konstantní - systematicky proměnné - náhodné
 - souvisí s charakteristikami obráběcího systému. Technologické vlivy na parametry obrobené plochy. - systematicky konstantní. - systematicky proměnné. - náhodné.")
8
Pohled na špičku nástroje v základní nástrojové rovině
Nástroj - prvky a plochy Pohled na špičku nástroje v základní nástrojové rovině

9
Interakce nástroje s obrobkem – realizace řezného procesu
Prvky nástroje – těleso, stopka, upínací díra, osa, řezná část Plochy nástroje – čelo Aγ. redukované čelo, lamač třísky, hřbet Aα Ostří nástroje – nástrojové hlavní ostří S, nástrojové vedlejší ostří S´, pracovní hlavní ostří Se, pracovní vedlejší ostří S´e Rozměry ostří – poloměr špičky rε, délka sražené špičky bε, šířka fazetky na hlavním čele bλ, šířka fazetky na vedlejším čele b’λ, šířka fazetky na vedlejším hřbetu b’α Špička – spojnice hlavního a vedlejšího ostří

10
1.3 Kinematika řezného procesu
Relativními pohyby nástroje a obrobku 1- Hlavní pohyb – směr hlavního pohybu - Řezná rychlost vc 2- Posuvový pohyb – směr posuvového pohybu - Posuvová rychlost vf 3- Řezný pohyb – směr řezného pohybu - Rychlost řezného pohybu ve 4- uvažovaný bod ostří Úhel posuvového pohybu φ Úhel řezného pohybu η

11
Rovinné frézování válcovou frézou

12
Hlavní a posuvový pohyb u vybraných metod obrábění

13
2 Souřadnicové soustavy nástroje
Pro jednoznačnou identifikaci řezné části nástroje se definuje nástrojová a pracovní soustava 2.1 Nástrojová souřadnicová soustava Geometrie řezné části nástroje se definuje ve statickém pojetí – uplatní se zejména při konstrukci, výrobě, kontrole a ostření

14
Roviny nástrojové souřadnicové soustavy
1 – směr hlavního pohybu Ps – nástrojová rovina ostří 2 – směr posuvového pohybu Po – nástrojová ortogonální rovina 3 – uvažovaný bod ostří Pn – nástrojová normálná rovina Pr – nástrojová základní rovina Pg – nástrojová rovina největšího spádu čela Pf – nástrojová boční rovina Pb – nástrojová rovina největšího spádu hřbetu Pp – nástrojová zadní rovina

15
2.2 Pracovní souřadnicová soustava
V pracovní (efektivní, kinetické) souřadnicové soustavě se identifikují parametry řezné části nástroje v procesu řezání.
 souřadnicové soustavě se identifikují parametry řezné části nástroje v procesu řezání.")
16
Roviny pracovní souřadnicové soustavy
1-směr hlavního pohybu Ppe -pracovní zadní rovina 2-směr posuvového pohybu Pse -pracovní rovina ostří 3- směr řezného pohybu Poe -pracovní ortogonální rovina 4- uvažovaný bod ostří Pne -pracovní normálná rovina Pre -pracovní základní rovina Pge -pracovní rovina největšího spádu čela Pfe – pracovní boční rovina Pbe -pracovní rovina největšího spádu hřbetu

17
3 Nástrojové a pracovní úhly
Identifikace polohy ostří, čela a hřbetu v nástrojové a pracovní souřadnicové soustavě. Obecné definice jsou konkretizovány pro pravý ubírací soustružnický nůž.

18
Nástrojové úhly v rovinách Pr, Pf, Pp, Ps, Po, Pn

19
Nástrojové úhly v rovinách Pg, Pb

20
Nástrojové úhly orientace ostří r - nástrojový úhel nastavení hlavního ostří r - nástrojový doplňkový úhel nastavení hlavního ostří ´r - nástrojový úhel nastavení vedlejšího ostří s - nástrojový úhel sklonu hlavního ostří r - nástrojový úhel špičky Nástrojové úhly čela n - nástrojový normálný úhel čela f - nástrojový boční úhel čela o - nástrojový ortogonální úhel čela g - nástrojový úhel největšího spádu čela r - nástrojový úhel polohy roviny největšího spádu čela Pg

21
Nástrojové úhly hřbetu n - nástrojový normálný úhel hřbetu f - nástrojový boční úhel hřbetu p - nástrojový zadní úhel hřbetu o - nástrojový ortogonální úhel hřbetu b - nástrojový úhel největšího spádu čela r - nástrojový úhel polohy roviny největšího spádu hřbetu Pb Nástrojové úhly břitu n - nástrojový normálný úhel břitu f - nástrojový boční úhel břitu p - nástrojový zadní úhel břitu o - nástrojový ortogonální úhel břitu

22
3.2 Pracovní úhly 1 - směr hlavního pohybu 2 - směr posuvového pohybu
3 - směr řezného pohybu 4 - průsečnice rovin Pse a Pfe 5 - průsečnice rovin Pne a Pre, 6 - průsečnice rovin Pse a Ppe 7 - uvažovaný bod ostří

23
Pracovní úhly orientace ostří re - pracovní úhel nastavení hlavního ostří re - pracovní doplňkový úhel nastavení hlavního ostří ´re - pracovní úhel nastavení vedlejšího ostří se - pracovní úhel sklonu hlavního ostří re - pracovní úhel špičky Pracovní úhly čela ne - pracovní normálný úhel čela fe - pracovní boční úhel čela oe - pracovní ortogonální úhel čela ge - pracovní úhel největšího spádu čela

24
Pracovní úhly hřbetu ne - pracovní normálný úhel hřbetu fe - pracovní boční úhel hřbetu pe - pracovní zadní úhel hřbetu oe - pracovní ortogonální úhel hřbetu be - pracovní úhel největšího spádu čela Pracovní úhly břitu ne - pracovní normálný úhel břitu fe - pracovní boční úhel břitu pe - pracovní zadní úhel břitu oe - pracovní ortogonální úhel břitu

25
Natočení nástroje kolem svislé osy v základní rovině o úhel
3.3 Příklady relace nástrojových a pracovních úhlů Natočení nástroje kolem svislé osy v základní rovině o úhel

26
Výškové nastavení nástroje při upichování a) nůž nastaven nad střed b) nůž nastaven pod střed
 nůž nastaven nad střed b) nůž nastaven pod střed")
27
Kinematika obráběcího procesu a) soustružení vnější válcové plochy b)upichování
 soustružení vnější válcové plochy b)upichování")
28
4 Břitové diagramy 4.1 Břitový diagram čela
Znázorňují vzájemné závislosti nástrojových úhlů. Konstrukce vychází z příslušných pravidel deskriptivní geometrie. 4.1 Břitový diagram čela Výchozí parametry r – nástrojový úhel nastavení hlavního ostří s – nástrojový úhel sklonu hlavního ostří o – nástrojový ortogonální úhel čela Stanovené parametry f – nástrojový boční úhel čela p - nástrojový zadní úhel čela g - nástrojový úhel největšího spádu čela - korigovaný úhel nastavení čela

29
Odvození břitového diagramu čela

30
Břitový diagram čela – identifikace nástrojového bočního úhlu čela Konstrukce břitového diagramu čela

31
Břitový diagram hřbetu – identifikace nástrojového bočního úhlu hřbetu
Konstrukce břitového diagramu hřbetu

32
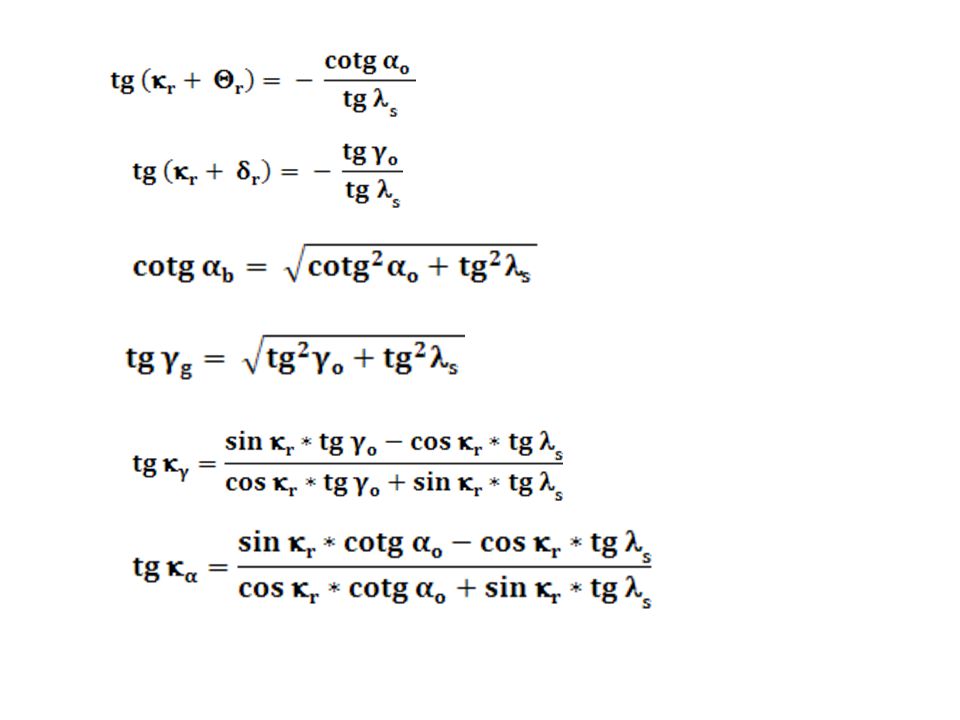
4.3 Závislosti mezi nástrojovými úhly
Výchozí hodnoty r, s, o, o Závislosti

34
5 Ostření nástrojů 5.1 Ostření čela Us Nastavení nástroje při ostření
Speciální brousicí stroje – nástrojařské brusky Ustavovací jednotka nástroje – otáčení kolem dvou os 5.1 Ostření čela Us Nastavení nástroje při ostření ostřeníávislosti na se provede v závislosti na v závislosti na parametrech ostřičky dvěma způsoby. Ustavení nástroje při ostření se v závislosti na parametrech brusky provede dvěma způsoby. Nůž v počáteční poloze pro ostření

35
Nastavení roviny čela ARV do roviny rovnoběžné
se základní rovinou pomocí úhlů a g a) Počáteční poloha b) Otočení kolem osy 0Z o úhel c) Otočení kolem osy 01 o úhel g
 Počáteční poloha. b) Otočení kolem osy 0Z o úhel c) Otočení kolem osy 01 o úhel g.")
36
Nastavení roviny čela ARV do roviny rovnoběžné
se základní rovinou pomocí úhlů f a p a) Počáteční poloha b)Otočení kolem osy 02 o úhel f c) Otočení kolem osy 01 o úhel g
 Počáteční poloha. b)Otočení kolem osy 02 o úhel f. c) Otočení kolem osy 01 o úhel g.")
37
5.2 Ostření hřbetu Ustavení nástroje se v závislosti na parametrech brusky provede dvěma způsoby. Natočením ve dvou rovinách o úhly , b Natočením ve dvou rovinách o úhly f, p

38
Konec přednášky základní terminologie obrábění Teoretické základy obrábění Děkuji za pozornost

Podobné prezentace







 Ing. Josef Martinák.>")





>")





