Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
obráběcí stroje pro sériovou a hromadnou výrobu. cnc obráběcí procesy
DTB Technologie obrábění Téma 9 obráběcí stroje pro sériovou a hromadnou výrobu. cnc obráběcí procesy

2
1 Technologické požadavky na obráběcí stroje
Automatizace obráběcích a obslužných procesů s masivní počítačovou podporou Obrábění materiálů s vysokými parametry mechanických vlastností Vysoký obráběcí výkon Vysoká pracovní přesnost Provozní spolehlivost Nízké parametry hlučnosti Dobré charakteristiky ekologie provozu

3
2 Vývojové trendy v konstrukci a výrobě obráběcích strojů
Integrace obráběcích procesů technologicky různorodých ploch při jednom upnutí obrobku Všestranné uplatnění CNC řízení Variabilita CNC řídicích systémů pro daný typ obráběcího stroj Různá provedení základních prvků obráběcího stroje v závislosti na požadavcích uživatele Vývoj nekonvenčních obráběcích strojů pro obrábění složitých tvarových ploch Diagnostika stavu řezného nástroje během obráběcího procesu a automatická korekce řídicího programu

4
Identifikace obráběné plochy s následnou úpravou řídicího programu
Využití řídicího systému pro optimalizaci řezných podmínek Osový přívod řezné kapaliny k rotačním nástrojům Modulová koncepce řešení obráběcích strojů Rozsáhlé zvláštní příslušenství Aplikace obráběcích strojů v automatizovaných výrobních systémech Vývoj strojů a zařízení pro přípravu polotovarů pro obráběcí proces

5
3 Technologické aspekty obrábění na cnc obráběcích strojích
Číslicově řízené obráběcí stroje - nosný prvek pružné automatizace obráběcích procesů Číslicové řízení daleko překračuje funkce jednoho stroje, ale umožňuje návaznost na ostatní prvky celých obráběcích systémů. Vlastní řezný proces probíhá analogicky jako při práci na standardním obráběcím stroji, avšak technologické postupy při aplikaci číslicově řízených obráběcích strojů vykazují řadu specifických složek.

6
3.1 Základní pojmy Absolutní programování AC (adaptive control) CAD (computer- aided design) CAM (computer-aided manufacturing) CNC (computer numerical control) Formát bloku Interpolace Korekce nástroje NC (numerical control) obráběcí stroj Podprogram
 Formát bloku Interpolace Korekce nástroje. NC (numerical control) obráběcí stroj. Podprogram.")
7
Pravoúhlý řídicí systém
Programování počítačem Přírůstkové programování Řádka Řídicí program Souvislý řídicí systém Stupeň integrace Systém DNC (direct numerical control)
")
8
3.2 Číslicové řízení Číslicově řízené (NC) obráběcí stroje jsou stroje univerzálního charakteru, vybavené vysokým stupněm automatizace pružně přizpůsobitelné změnám výroby. Data potřebná pro řízení nc stroje jsou předem připravena ve formě řídicího programu. Vstupní informace pro řízení Informace o geometrii obrábění Informace o technologii obrábění Informace nutné k organizaci programu Řídicí systémy standardní systémy cnc systémy
 obráběcí stroje jsou stroje univerzálního charakteru, vybavené vysokým stupněm automatizace pružně přizpůsobitelné změnám výroby. Data potřebná pro řízení nc stroje jsou předem připravena ve formě řídicího programu. Vstupní informace pro řízení Informace o geometrii obrábění Informace o technologii obrábění Informace nutné k organizaci programu. Řídicí systémy standardní systémy cnc systémy.")
9
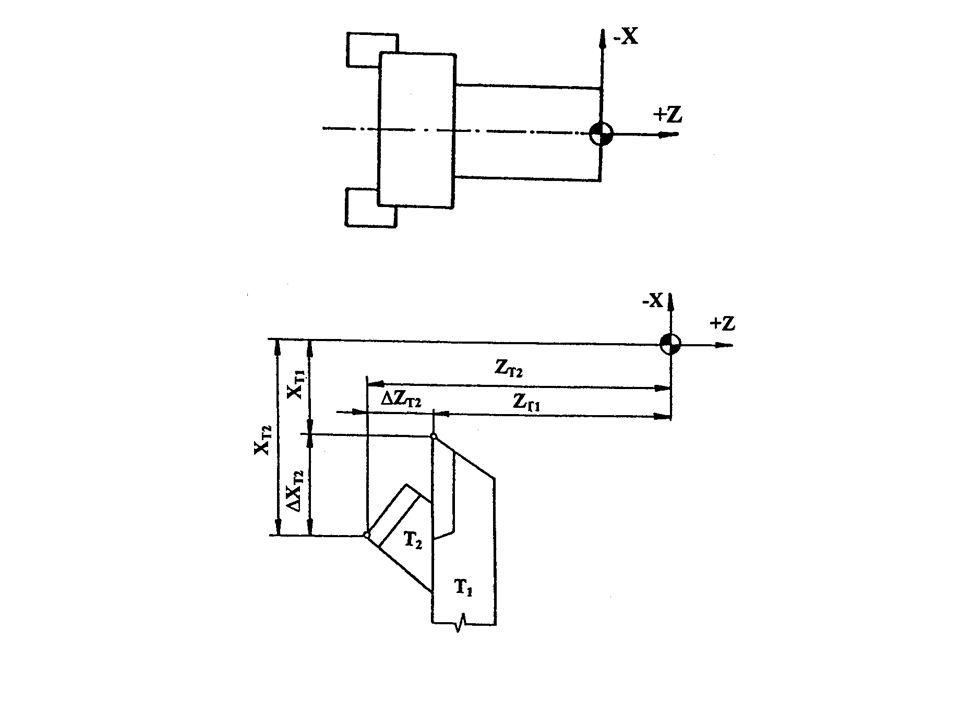
3.3 Označování souřadnic a směrů pohybů pracovních orgánů číslicově řízených obráběcích strojů
Souřadnicová soustava směrů pohybů pracovních orgánů daného NC stroje vychází od osy Z, která je rovnoběžná s osou hlavního vřetene, případně kolmá k pracovní ploše stolu Osa X je orientována vodorovně a rovnoběžně s plochou upnutí obrobku, osa Y doplňuje osy X a Z na pravoúhlou souřadnicovou soustavu Kladný smysl pohybu musí odpovídat směru vzdalování nástroje od obrobku Kladný smysl rotačních pohybů A, B, C se musí shodovat se smyslem posuvu pravotočivých šroubů v kladných osách X, Y, Z Poloha počátku souřadnicové soustavy je libovolná a definuje se v rámci řídicího programu

10
Označování souřadnic a směrů pohybů pracovních orgánů CNC strojů Souřadnice s čárkou – pohyb obrobku vzhledem k nástroji Souřadnice bez čárky – pohyb nástroje vzhledem k obrobku

11
Schéma struktury programu- příklad
4 Programování CNC obráběcích strojů 4.1 Struktura programu Schéma struktury programu- příklad

12
4.2 Informační slova N - číslo bloku G - přípravné M - pomocné
X, Z, R, H, K - rozměrové funkce, přemístění v osách F - posuvová funkce S - funkce ovládající rychlost otáčení vřetena T - funkce nástroje

13
4.3 Definice vybraných funkcí programu
G90 – programování absolutní, průměrové, G91 – pogramování přírůstkové G24 – poloměrové, G92 - nastavení hodnot souřadnic G94 - definování posuvu za minutu G95 - definování posuvu na otáčku G96 - definování konstantní řezné rychlosti M03 - definování směru otáček (CW) a jejich velikostí M06 - volba nástroje (soustružnického nože) a jeho korekci M30 - ukončení programu M99 - definování velikosti rychlosti posuvu
 a jejich velikostí. M06 - volba nástroje (soustružnického nože) a jeho korekci. M30 - ukončení programu. M99 - definování velikosti rychlosti posuvu.")
14
Specifikace vybraných funkcí pro programování CNC soustruhu - příklad
Funkce Rozměr Text funkce G00 x, z rychloposuv (1000 mm.Min-1 ) G01 X, Z, F lineární interpolace G02 X, Z, R, F kruhová interpolace CW (fmax = mm.Min-1 ) – ve směru hodinových ručiček G03 X, Z, R, F kruhová interpolace CCW – proti směru hodinových ručiček G04 T časová prodleva (T1 = 1 sekunda) G21 prázdný blok. Zrušení daného bloku. G24 poloměrová programování G25 L skok do podprogramu (max. počet vnoření : 100)
 G01 X, Z, F lineární interpolace. G02 X, Z, R, F kruhová interpolace CW (fmax = 250 mm.Min-1 ) – ve směru hodinových ručiček. G03 X, Z, R, F kruhová interpolace CCW – proti směru hodinových ručiček. G04 T časová prodleva (T1 = 1 sekunda) G21 prázdný blok. Zrušení daného bloku. G24 poloměrová programování. G25 L skok do podprogramu (max. počet vnoření : 100)")
15
Parametry funkcí pro programování CNC soustruhu - příklad N Číslo bloku 0,999 X Souřadnice x 160; 160 ; hodnota souřadnice přestavení suportu ve směru kolmém k ose vřetena; základní krok 0,005 mm Z Souřadnice z 320; 320 ; hodnota souřadnice přestavení suportu ve směru kolmém k ose vřetena; základní krok 0,005 mm R Poloměr kruhového oblouku 0,01 až 320 F Rychlost posuvu 0,01 až 1000 ; pro funkce G2, G3, G33, G78 a G79 max. 250 mm.min-1 L Adresa skoku label max. 7 znaků nebo číslo 0; 999 J Počet opakování cyklu 1; 100 T Číslo nástroje nebo hodnota časové prodlevy 1; 25 H Hloubka třísky nebo šířka nože 0,01; 6 K Stoupání závitu 0,01; 6 S Otáčky vřetena 40; 3000

16
4.4 Volba souřadnicového systému
Počátek souřadnicového systému se volí s ohledem na technologické charakteristiky stroje a obrobku. Např. pro obrábění rotačních součástí na CNC soustruhu se doporučuje počátek souřadnicového systému do osy rotace na obrobené čelo součásti . 4.5 Korekce nástrojů Realizuje se při změně nástroje a při případném přeseřizování.

18
DTB Technologie obrábění Téma 9
obráběcí stroje pro sériovou a hromadnou výrobu. cnc obráběcí procesy Konec přednášky Děkuji za pozornost

Podobné prezentace


>")
>")









: Strojírenská technologie NC stroje(ST53) Funkce přípravné, posuvové a pomocné Jaroslav.>")





