Zadání bakalářské práce Stabilita vstřikování dávek do velikosti 1D šneku
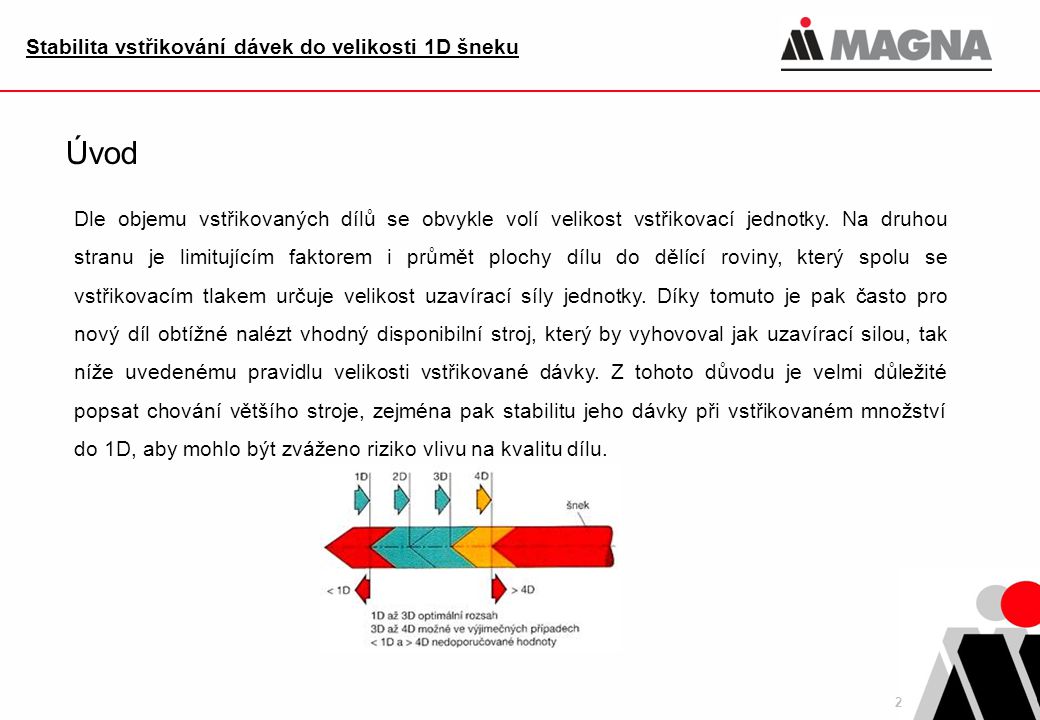
2 Stabilita vstřikování dávek do velikosti 1D šneku Úvod Dle objemu vstřikovaných dílů se obvykle volí velikost vstřikovací jednotky. Na druhou stranu je limitujícím faktorem i průmět plochy dílu do dělící roviny, který spolu se vstřikovacím tlakem určuje velikost uzavírací síly jednotky. Díky tomuto je pak často pro nový díl obtížné nalézt vhodný disponibilní stroj, který by vyhovoval jak uzavírací silou, tak níže uvedenému pravidlu velikosti vstřikované dávky. Z tohoto důvodu je velmi důležité popsat chování většího stroje, zejména pak stabilitu jeho dávky při vstřikovaném množství do 1D, aby mohlo být zváženo riziko vlivu na kvalitu dílu.
3 Předpokládaný postup řešení 1.základní rozbor technologie vstřikování plastů 2.porovnání plastových materiálů z hlediska reologie a viskoelastických vlastností 3.výběr vhodného nástroje na experimentální měření 4.volba vhodných materiálů, z nichž minimálně jeden musí být PC/ABS Bayblend T65XF 5.vstřikování vzorků (částečný/plný vstřik) při různých vstřikovaných dávkách, do 1D šneku a pro porovnání dávka z „ideálního rozsahu“ (ideálně provádět na 2 různých strojích) 6.Vyhodnocení experimentálních měření, zhodnotit rozdíl mezi vstřikováním v rozsahu 1-3D a do 1D a vyhodnocení vlivu na kvalitu dílu (nezohledňovat degradaci materiálu, proto vstřikovat jen v krátkém časovém úseku od našnekování). Stabilita vstřikování dávek do velikosti 1D šneku