Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
fyzikální základy procesu řezání tvorba třísky, tvorba povrchů
Řezný proces – obráběcí systém – výstup – parametry obrobené plochy Mechanizmus tvoření třísky Ortogonální řezání Obecné řezání Krystalické látky – tříska tvářená Nekrystalické látky – tříska netvářená

2
Realizace řezného procesu a) ortogonální řezání, b) obecné řezání
 ortogonální řezání, b) obecné řezání")
3
1 Plastické deformace v oblasti tvoření třísky při ortogonálním řezání
1.1 Primární plastické deformace Velikost a tvar deformační oblasti ovlivňují: fyzikální vlastnosti deformovaného materiálu řezná rychlost vc nástrojový ortogonální úhel řezu o nástrojový ortogonálním úhel čela o Při zvýšení vc se deformační oblast zužuje a to tak, že úhly M a N rostou Rovina střihu Psh určitá zóna mezi třískou a obrobkem

4
1.2 Sekundární plastické deformace
Schematické znázornění tvorby třísky Oblasti primární a sekundární deformace

5
1.3 Kvantifikace úhlu roviny střihu
Model tvorby třísky - úhel roviny střihu Kořen třísky- výbrus Velikost úhlu - teorie minimální vynaložené práce

6
Dynamické poměry při ortogonálním řezání
a kvantifikace úhlu roviny střihu

7
Dynamické poměry při ortogonálním řezání a kvantifikace úhlu roviny střihu F - celková řezná síla Fc - řezná síla Ff - posuvová síla Fsh - tangenciální síla v rovině střihu FshN - normálová síla v rovině střihu F - tangenciální síla působící na čele nástroje FN - normálová síla čela nástroje t - třecí úhel mezi odcházející třískou a čelem nástroje = o + - ( 90 - t ) = t + o+ - 90o
 = t + o+ - 90o")
8
Tangenciální síla v rovině střihu Fsh
k - střední hodnota kritického smykového napětí ve stižné rovině bD- jmenovitá šířka třísky Pro zjednodušení se zavede konstanta K = k . hD . bD

9
Úhel roviny střihu se stanoví jako minimum poslední funkce
První derivace se položí nule a stanoví se hodnota K 0 sin2 .cos2(t + o + - 90o ) 0 cos( 2 + t + o - 90o) = 0 2 + t + o - 90o = 90o
 0 cos( 2 + t + o - 90o) = 0. 2 + t + o - 90o = 90o.")
10
Třísky a jejich technologické charakteristiky
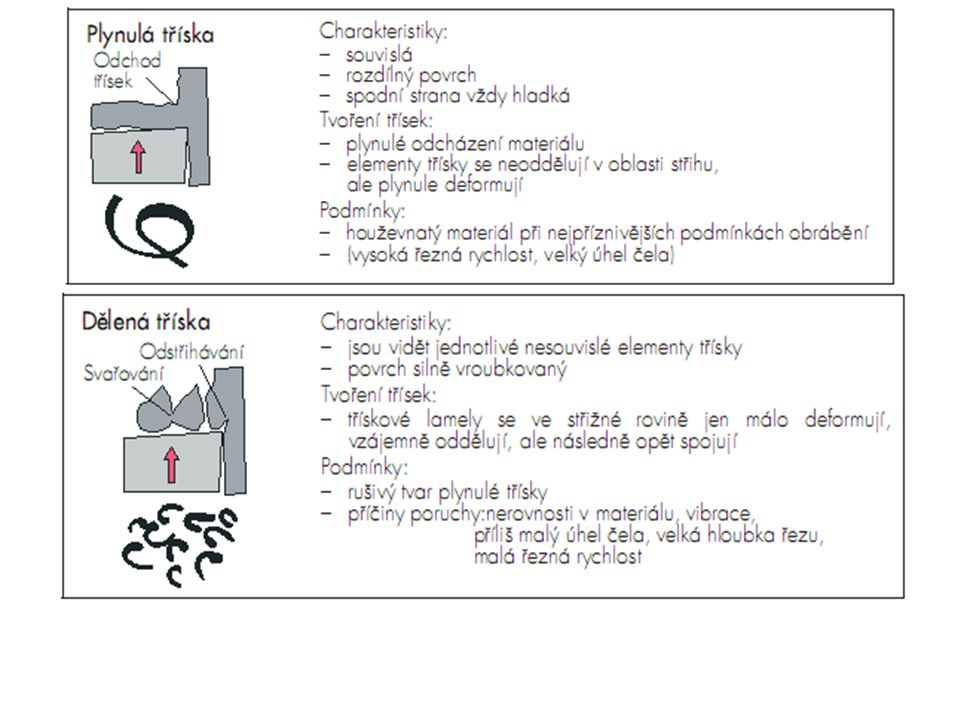
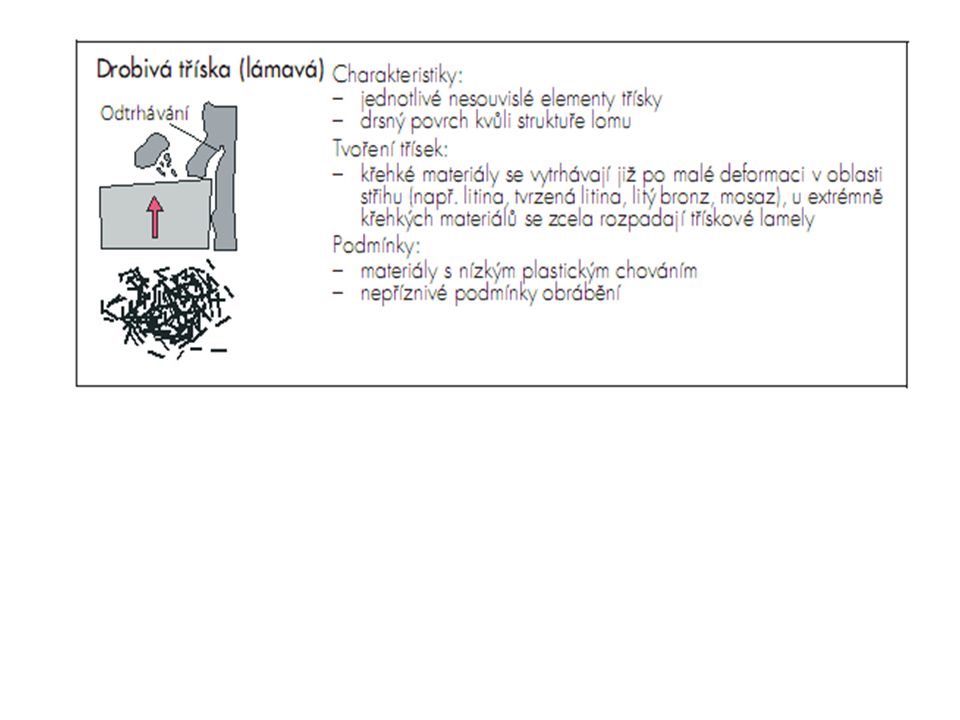
2.1 Druhy tvářených třísek Základní druhy tvářených třísek při obrábění kovů a - plynulá článkovitá soudržná b - plynulá soudržná lamelová c - tvářená elementární d - nepravidelně článkovitá plynulá e - tvářená plynulá soudržná f - dělená segmentová g - plynulá segmentová

13
Tvary třísek v závislosti na šířce záběru ostří ap a posuvu na otáčku f

14
Vliv řezných podmínek na tvar třísek

15
2.2 Součinitel pěchování třísky
Rovnost objemů materiálu na vstupu a výstupu ze zóny řezání AD . vc = ADc . vt

16
Součinitel pěchování třísky
AD = hD . bD ; ADc = hDc . bDc ; bDc bD

17
2.3 Objemový součinitel třísek
Vt - objem volně ložených třísek Vm - objem odebraného materiálu korespondující s Vt

18
3 Nárůstek a jeho vliv na řezný proces

19
Pohyb třísky po čele nástroje – tlaky, teploty
Určité řezné podmínky - „zadírání“ Vznik zóny kluzu mezi třískou a povrchovou plochou čela Kontakt mezi třískou a nástrojem - tři úseky – A,B,C Nárůstek - „studený návar“ materiálu obrobku na břitu nástroje Nárůstek je nestabilní - vzniká a zaniká s určitou frekvencí Vyšší opotřebení čela nástroje, Zhoršení jakosti povrchu Zabránění vzniku nárůstku zvýšení řezné rychlosti zvětšení úhlu čela aplikace vhodných povlaků řezné části nástroje použití účinného chlazení

20
Konec přednášky Fyzikální základy procesu řezání tvorba třísky, tvorba povrchů Děkuji za pozornost

Podobné prezentace