Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
vybrané metody výroby ozubených kol rapid prototyping
DTB Technologie obrábění Téma 11 vybrané metody výroby ozubených kol rapid prototyping A Vybrané metody výroby čelních ozubených kol B Rapid prototyping

2
a vybrané metody výroby čelních ozubených kol
Obrábění ozubení – složitý proces – kinematika procesu Čelní ozubení – nejfrekventovanější

3
1 Frézování dělicím způsobem
Frézuje se jedna zubová mezera, následuje pootočení obrobku o rozteč a frézuje se další zubová mezera. Profil frézy odpovídá profilu zubové mezery Modulová fréza – kotoučová, čepová – dodávány v sadách pro daný modul Konzolové frézky – dělicí přístroje.

4
Frézování čelního ozubení dělicím způsobem [H-I2-60] a) přímé zuby b) šikmé zuby
![Frézování čelního ozubení dělicím způsobem [H-I2-60] a) přímé zuby b) šikmé zuby](http://slideplayer.cz/slide/2327520/8/images/4/Fr%C3%A9zov%C3%A1n%C3%AD+%C4%8Deln%C3%ADho+ozuben%C3%AD+d%C4%9Blic%C3%ADm+zp%C5%AFsobem+%5BH-I2-60%5D+a%29+p%C5%99%C3%ADm%C3%A9+zuby+b%29+%C5%A1ikm%C3%A9+zuby.jpg "Frézování čelního ozubení dělicím způsobem [H-I2-60] a) přímé zuby b) šikmé zuby")
5
Modulové frézy [H-I2-60] a)kotoučová b) čepová (stopková)
![Modulové frézy [H-I2-60] a)kotoučová b) čepová (stopková)](http://slideplayer.cz/slide/2327520/8/images/5/Modulov%C3%A9+fr%C3%A9zy+%5BH-I2-60%5D+a%29kotou%C4%8Dov%C3%A1+b%29+%C4%8Depov%C3%A1+%28stopkov%C3%A1%29.jpg "Modulové frézy [H-I2-60] a)kotoučová b) čepová (stopková)")
6
Osmičlenná sada kotoučových modulových fréz [H-I2-60]
![Osmičlenná sada kotoučových modulových fréz [H-I2-60]](http://slideplayer.cz/slide/2327520/8/images/6/Osmi%C4%8Dlenn%C3%A1+sada+kotou%C4%8Dov%C3%BDch+modulov%C3%BDch+fr%C3%A9z+%5BH-I2-60%5D.jpg "Osmičlenná sada kotoučových modulových fréz [H-I2-60]")
7
Frézování čelního ozubení se šikmými zuby – dělicí způsob kotoučová modulová fréza- konzolová univerzální frézka [H-I2-61]
![Frézování čelního ozubení se šikmými zuby – dělicí způsob kotoučová modulová fréza- konzolová univerzální frézka [H-I2-61]](http://slideplayer.cz/slide/2327520/8/images/7/Fr%C3%A9zov%C3%A1n%C3%AD+%C4%8Deln%C3%ADho+ozuben%C3%AD+se+%C5%A1ikm%C3%BDmi+zuby+%E2%80%93+d%C4%9Blic%C3%AD+zp%C5%AFsob+kotou%C4%8Dov%C3%A1+modulov%C3%A1+fr%C3%A9za-+konzolov%C3%A1+univerz%C3%A1ln%C3%AD+fr%C3%A9zka+%5BH-I2-61%5D.jpg "Frézování čelního ozubení se šikmými zuby – dělicí způsob kotoučová modulová fréza- konzolová univerzální frézka [H-I2-61]")
8
2 Frézování odvalovacím způsobem
Záběr válcového šneku (nástroj) s ozubeným kolem (obrobek) Nástroj – odvalovací modulová fréza Kinematika řezného pohybu nk – otáčky obráběného kola [ min-1 ] nf – otáčky odvalovací frézy [ min-1 ] zk – počet zubů obráběného kola [ - ] zf – počet chodů odvalovací frézy [ - ]
 s ozubeným kolem (obrobek) Nástroj – odvalovací modulová fréza. Kinematika řezného pohybu. nk – otáčky obráběného kola [ min-1 ] nf – otáčky odvalovací frézy [ min-1 ] zk – počet zubů obráběného kola [ - ] zf – počet chodů odvalovací frézy [ - ]")
9
2.1 Frézování kol s přímými zuby
Kinematika odvalovacího frézování čelního ozubení s přímými zuby, frézování nesousledné, pravochodá fréza [H- I2/62]

10
Úhel nastavení odvalovací frézy - úhel nastavení odvalovací frézy - úhel sklonu zubů obráběného kola Smysl nastavení odvalovací frézy závisí na užití sousledného resp. nesousledného frézování.

11
Odvalovací frézování čelního ozubení s přímými zuby [H-I2/65] 1 - lože odvalovací frézky, 2 – otočný stůl, 3 – opěrné ložisko, 4 – opěrný stojan, 5 – vřeteník, 6 – upínací trn
![Odvalovací frézování čelního ozubení s přímými zuby [H-I2/65] 1 - lože odvalovací frézky, 2 – otočný stůl, 3 – opěrné ložisko, 4 – opěrný stojan, 5 – vřeteník, 6 – upínací trn](http://slideplayer.cz/slide/2327520/8/images/11/Odvalovac%C3%AD+fr%C3%A9zov%C3%A1n%C3%AD+%C4%8Deln%C3%ADho+ozuben%C3%AD+s+p%C5%99%C3%ADm%C3%BDmi+zuby+%5BH-I2%2F65%5D+1+-+lo%C5%BEe+odvalovac%C3%AD+fr%C3%A9zky%2C+2+%E2%80%93+oto%C4%8Dn%C3%BD+st%C5%AFl%2C+3+%E2%80%93+op%C4%9Brn%C3%A9+lo%C5%BEisko%2C+4+%E2%80%93+op%C4%9Brn%C3%BD+stojan%2C+5+%E2%80%93+v%C5%99eten%C3%ADk%2C+6+%E2%80%93+up%C3%ADnac%C3%AD+trn.jpg "Odvalovací frézování čelního ozubení s přímými zuby [H-I2/65] 1 - lože odvalovací frézky, 2 – otočný stůl, 3 – opěrné ložisko, 4 – opěrný stojan, 5 – vřeteník, 6 – upínací trn")
12
2.2 Frézování kol se šikmými zuby
Úhel nastavení odvalovací frézy je obecně vyjádřen vztahem - úhel nastavení odvalovací frézy - úhel sklonu zubů obráběného kola - úhel stoupání odvalovací frézy Znaménko plus resp. minus se použije v závislosti na kombinaci pravochodé (levochodé) obráběné kolo a pravochodá (levochodá) odvalovací fréza. Smysl úhlu nastavení odvalovací frézy závisí na užití sousledného resp. nesousledného frézování.
 obráběné kolo a pravochodá (levochodá) odvalovací fréza. Smysl úhlu nastavení odvalovací frézy závisí na užití sousledného resp. nesousledného frézování.")
14
3 Obrážení hřebenovým nožem
Záběr ozubeného hřebene (nástroj) s ozubeným kolem obrobek) Nástroj koná řezný pohyb přímočarý vratný. Odvalování je dosaženo složením otáčivého a posuvného pohybu obrobku. Nástroj je nastaven na hloubku zubu a při obráběcím procesu se vřezává do obrobku. Po obrobení několika zubových mezer se otáčení i posuv obrobku zastaví a obrobek se vrátí zpět do výchozí polohy. Počet obrobených zubových mezer koresponduje s délkou hřebenového nože. Jedním nástrojem daného modulu lze obrábět kola s libovolným počtem zub. Relativně levný nástroj. Relativně složitý a nákladný stroj. Při obrážení čelních kol se šikmými zuby se pracuje s vykloněným smýkadlem stroje.
 s ozubeným kolem obrobek) Nástroj koná řezný pohyb přímočarý vratný. Odvalování je dosaženo složením otáčivého a posuvného pohybu obrobku. Nástroj je nastaven na hloubku zubu a při obráběcím procesu se vřezává do obrobku. Po obrobení několika zubových mezer se otáčení i posuv obrobku zastaví a obrobek se vrátí zpět do výchozí polohy. Počet obrobených zubových mezer koresponduje s délkou hřebenového nože. Jedním nástrojem daného modulu lze obrábět kola s libovolným počtem zub. Relativně levný nástroj. Relativně složitý a nákladný stroj. Při obrážení čelních kol se šikmými zuby se pracuje s vykloněným smýkadlem stroje.")
15
Kinematika obrážení čelního ozubení hřebenovým nožem – systém Maag [H-I2/67]
![Kinematika obrážení čelního ozubení hřebenovým nožem – systém Maag [H-I2/67]](http://slideplayer.cz/slide/2327520/8/images/15/Kinematika+obr%C3%A1%C5%BEen%C3%AD+%C4%8Deln%C3%ADho+ozuben%C3%AD+h%C5%99ebenov%C3%BDm+no%C5%BEem+%E2%80%93+syst%C3%A9m+Maag+%5BH-I2%2F67%5D.jpg "Kinematika obrážení čelního ozubení hřebenovým nožem – systém Maag [H-I2/67]")
16
Obrážení čelního šikmého ozubení na stroji Maag [H-I2/68]
![Obrážení čelního šikmého ozubení na stroji Maag [H-I2/68]](http://slideplayer.cz/slide/2327520/8/images/16/Obr%C3%A1%C5%BEen%C3%AD+%C4%8Deln%C3%ADho+%C5%A1ikm%C3%A9ho+ozuben%C3%AD+na+stroji+Maag+%5BH-I2%2F68%5D.jpg "Obrážení čelního šikmého ozubení na stroji Maag [H-I2/68]")
17
4 Obrážení kotoučovým nožem
Nástroj (obrážecí kotoučový nůž) a obrobek (obrážené kolo) se bez vůle po sobě odvalují jako by spolu zabírala dvě čelní ozubená kola. Nástroj je koncipován jako korigované ozubené kolo, na jehož čelní ploše jsou vytvořeny břity. Obrážecí kotoučové nože se vyrábějí jako stopkové nebo nástrčné. Nástroj upnutý ve smýkadle koná přímočarý vratný pohyb a přitom se otáčí. Kombinací translačního a rotačního pohybu se vytváří evolventní profil zubů obráběného kola. Při zpětném zdvihu se nástroj oddaluje od obráběné plochy. Uplatnění při výrobě dvojkol (krátký náběh i přeběh) a při obrážení vnitřního ozubení. Pro obrážení šikmého ozubení musí být odvalovací obrážečka vybavena speciálním vedením smýkadla. Metoda je označovaná jako systém „Fellows“.
 a obrobek (obrážené kolo) se bez vůle po sobě odvalují jako by spolu zabírala dvě čelní ozubená kola. Nástroj je koncipován jako korigované ozubené kolo, na jehož čelní ploše jsou vytvořeny břity. Obrážecí kotoučové nože se vyrábějí jako stopkové nebo nástrčné. Nástroj upnutý ve smýkadle koná přímočarý vratný pohyb a přitom se otáčí. Kombinací translačního a rotačního pohybu se vytváří evolventní profil zubů obráběného kola. Při zpětném zdvihu se nástroj oddaluje od obráběné plochy. Uplatnění při výrobě dvojkol (krátký náběh i přeběh) a při obrážení vnitřního ozubení. Pro obrážení šikmého ozubení musí být odvalovací obrážečka vybavena speciálním vedením smýkadla. Metoda je označovaná jako systém „Fellows .")
18
Vytvoření evolventy pří odvalovacím obrážení čelního ozubení

19
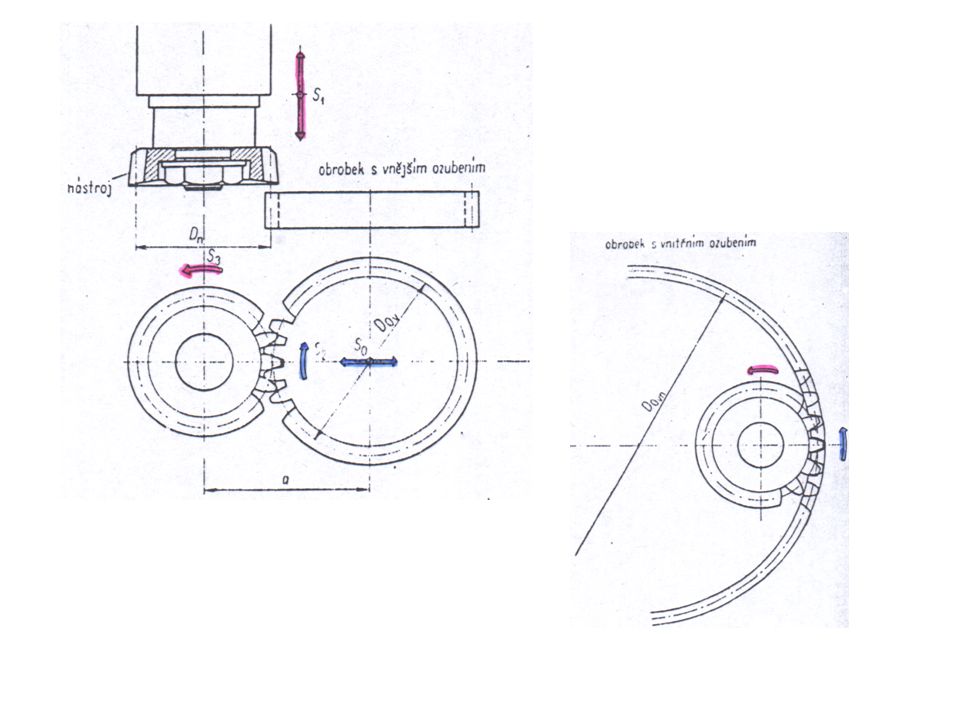
Odvalovací obrážení – schéma [KP-212] 1 – obrážecí kotoučový nůž, 2 – obrážené kolo
![Odvalovací obrážení – schéma [KP-212] 1 – obrážecí kotoučový nůž, 2 – obrážené kolo](http://slideplayer.cz/slide/2327520/8/images/19/Odvalovac%C3%AD+obr%C3%A1%C5%BEen%C3%AD+%E2%80%93+sch%C3%A9ma+%5BKP-212%5D+1+%E2%80%93+obr%C3%A1%C5%BEec%C3%AD+kotou%C4%8Dov%C3%BD+n%C5%AF%C5%BE%2C+2+%E2%80%93+obr%C3%A1%C5%BEen%C3%A9+kolo.jpg "Odvalovací obrážení – schéma [KP-212] 1 – obrážecí kotoučový nůž, 2 – obrážené kolo")
20
Kinematika odvalovacího obrážení čelního ozubení

22
Kinematika obrážení čelního ozubení kotoučovým nožem – systém Fellows [H-I2/69]
![Kinematika obrážení čelního ozubení kotoučovým nožem – systém Fellows [H-I2/69]](http://slideplayer.cz/slide/2327520/8/images/22/Kinematika+obr%C3%A1%C5%BEen%C3%AD+%C4%8Deln%C3%ADho+ozuben%C3%AD+kotou%C4%8Dov%C3%BDm+no%C5%BEem+%E2%80%93+syst%C3%A9m+Fellows+%5BH-I2%2F69%5D.jpg "Kinematika obrážení čelního ozubení kotoučovým nožem – systém Fellows [H-I2/69]")
23
Kinematické schéma odvalovací obrážečky [H-I2/70]
![Kinematické schéma odvalovací obrážečky [H-I2/70]](http://slideplayer.cz/slide/2327520/8/images/23/Kinematick%C3%A9+sch%C3%A9ma+odvalovac%C3%AD+obr%C3%A1%C5%BEe%C4%8Dky+%5BH-I2%2F70%5D.jpg "Kinematické schéma odvalovací obrážečky [H-I2/70]")
24
Odvalovací obrážečka OHA 50A [H-I2/70]
![Odvalovací obrážečka OHA 50A [H-I2/70]](http://slideplayer.cz/slide/2327520/8/images/24/Odvalovac%C3%AD+obr%C3%A1%C5%BEe%C4%8Dka+OHA+50A+%5BH-I2%2F70%5D.jpg "Odvalovací obrážečka OHA 50A [H-I2/70]")
25
5 protahování Nástroj – protahovací trn, zpravidla monolitní, pro větší moduly skládaný. Nástroj je konstruován jako plochý nebo kruhový Pro každý modul a počet zubů je třeba speciální nástroj – vysoké náklady. Po protažení jedné zubové mezery se obrobek pootočí o jednu zubovou rozteč a cyklus se opakuje. Použití pro vnější i vnitřní ozubení Uplatnění ve velkosériové a hromadné výrobě.

26
Protahování vnitřního ozubení [KP-233]
1 – obráběné kolo, 2 – otočná hlava, 3 – tažné ústrojí, 4 – protahovací nástroj
![Protahování vnitřního ozubení [KP-233]](http://slideplayer.cz/slide/2327520/8/images/26/Protahov%C3%A1n%C3%AD+vnit%C5%99n%C3%ADho+ozuben%C3%AD+%5BKP-233%5D.jpg "1 – obráběné kolo, 2 – otočná hlava, 3 – tažné ústrojí, 4 – protahovací nástroj.")
27
6 Ševingování Uplatní se pro dokončovací obrábění čelních ozubených kol (zpravidla nekalených) – zlepšení profilu zubů a kvality povrchu. Nástroj – ševingovací kolo, břity jsou vytvořeny drážkami na bocích zubů. Záběr ševingovacího kola (hnací kolo) s obrobkem (hnací, brzděné kolo) lze modelovat jako záběr šroubového válcového soukolí, pro které platí kinematické závislosti šroubového pohybu. V závislosti na kinematických poměrech ševingovacího procesu se rozliší ševingování podélné, diagonální, příčné a zapichovací. Brousicí ševingování – zvláštní případ ševingování kalených kol – honování ozubených kol. Nástroj (ševingovací kolo) má zuby pokryté tenkou vrstvou diamantového brusiva vázaného pryskyřičným nebo kovovým pojivem.
 s obrobkem (hnací, brzděné kolo) lze modelovat jako záběr šroubového válcového soukolí, pro které platí kinematické závislosti šroubového pohybu. V závislosti na kinematických poměrech ševingovacího procesu se rozliší ševingování podélné, diagonální, příčné a zapichovací. Brousicí ševingování – zvláštní případ ševingování kalených kol – honování ozubených kol. Nástroj (ševingovací kolo) má zuby pokryté tenkou vrstvou diamantového brusiva vázaného pryskyřičným nebo kovovým pojivem.")
28
Ševingovací kola [H-I2/71] Princip podélného ševingování [H-I2/72]
![Ševingovací kola [H-I2/71] Princip podélného ševingování [H-I2/72]](http://slideplayer.cz/slide/2327520/8/images/28/%C5%A0evingovac%C3%AD+kola+%5BH-I2%2F71%5D+Princip+pod%C3%A9ln%C3%A9ho+%C5%A1evingov%C3%A1n%C3%AD+%5BH-I2%2F72%5D.jpg "Ševingovací kola [H-I2/71] Princip podélného ševingování [H-I2/72]")
29
Ševingovací stroj [H-I2/72]
![Ševingovací stroj [H-I2/72]](http://slideplayer.cz/slide/2327520/8/images/29/%C5%A0evingovac%C3%AD+stroj+%5BH-I2%2F72%5D.jpg "Ševingovací stroj [H-I2/72]")
30
Nástroj s diamantovým brusivem pro honování čelních ozubených kol [H-I2/73]
![Nástroj s diamantovým brusivem pro honování čelních ozubených kol [H-I2/73]](http://slideplayer.cz/slide/2327520/8/images/30/N%C3%A1stroj+s+diamantov%C3%BDm+brusivem+pro+honov%C3%A1n%C3%AD+%C4%8Deln%C3%ADch+ozuben%C3%BDch+kol+%5BH-I2%2F73%5D.jpg "Nástroj s diamantovým brusivem pro honování čelních ozubených kol [H-I2/73]")
31
7 Broušení 7.1 Broušení dělicím způsobem tvarovými kotouči
Odstranění nepřesností po předchozím obrábění a deformací po tepelném zpracování. 7.1 Broušení dělicím způsobem tvarovými kotouči Brousí se jeden resp. dva boky zubu, pak se obrobek pootočí o rozteč a následuje broušení dalšího profilu. Brousicí kotouče mají tvar jednoho boku zubu nebo zubní mezery. Profily kotoučů se vytváří diamantovým orovnávačem podle zvětšené šablony nebo pomocí speciálního tvarovacího zařízení. Metoda vysoce produktivní, přesnost broušených kol však vykazuje nižší parametry přesnosti.

32
Broušení čelních ozubených kol dělicí způsobem tvarovými kotouči [H-I2/74] a) dva kotouče s profilem ve tvaru boku zubu b) jeden kotouč s profilem ve tvaru zubové mezery
![Broušení čelních ozubených kol dělicí způsobem tvarovými kotouči [H-I2/74] a) dva kotouče s profilem ve tvaru boku zubu b) jeden kotouč s profilem ve tvaru zubové mezery](http://slideplayer.cz/slide/2327520/8/images/32/Brou%C5%A1en%C3%AD+%C4%8Deln%C3%ADch+ozuben%C3%BDch+kol+d%C4%9Blic%C3%AD+zp%C5%AFsobem+tvarov%C3%BDmi+kotou%C4%8Di+%5BH-I2%2F74%5D+a%29+dva+kotou%C4%8De+s+profilem+ve+tvaru+boku+zubu+b%29+jeden+kotou%C4%8D+s+profilem+ve+tvaru+zubov%C3%A9+mezery.jpg "Broušení čelních ozubených kol dělicí způsobem tvarovými kotouči [H-I2/74] a) dva kotouče s profilem ve tvaru boku zubu b) jeden kotouč s profilem ve tvaru zubové mezery")
33
Broušení čelních ozubených kol se šikmými zuby dělicím způsobem pomocí kotouče ve tvaru zubové mezery [H-I2/74] a) vnější ozubení, b) vnitřní ozubení
![Broušení čelních ozubených kol se šikmými zuby dělicím způsobem pomocí kotouče ve tvaru zubové mezery [H-I2/74] a) vnější ozubení, b) vnitřní ozubení](http://slideplayer.cz/slide/2327520/8/images/33/Brou%C5%A1en%C3%AD+%C4%8Deln%C3%ADch+ozuben%C3%BDch+kol+se+%C5%A1ikm%C3%BDmi+zuby+d%C4%9Blic%C3%ADm+zp%C5%AFsobem+pomoc%C3%AD+kotou%C4%8De+ve+tvaru+zubov%C3%A9+mezery+%5BH-I2%2F74%5D+a%29+vn%C4%9Bj%C5%A1%C3%AD+ozuben%C3%AD%2C+b%29+vnit%C5%99n%C3%AD+ozuben%C3%AD.jpg "Broušení čelních ozubených kol se šikmými zuby dělicím způsobem pomocí kotouče ve tvaru zubové mezery [H-I2/74] a) vnější ozubení, b) vnitřní ozubení")
34
7.2 Broušení dělicím způsobem s odvalem boku zubu
Systém Maag – broušený zub se odvaluje po dvou brousicích kotoučích, jejichž poloha modeluje boky zubu ozubeného hřebene. Systém Niles – broušený zub se odvaluje po jednom brousicím kotouči, jehož profil odpovídá profilu zubu ozubeného hřebene

35
Broušení čelního ozubení dělícím způsobem s odvalem boku zubu
[H-I2/75] Maag - kotouče skloněné pod úhlem záběru Maag - kotouče kolmo postavené Niles 1 – obrobek, 2 – brousicí kotouče, 3 – příčný suport, 4 – podélný suport, 5 – odvalovací kotouč, 6 – ocelový pás, 7 – stojan odvalovacího zařízení

36
Broušení Maag pomocí skloněných kotoučů [H-I2/75] a) hranou kotouče, b) plochou kotouče
![Broušení Maag pomocí skloněných kotoučů [H-I2/75] a) hranou kotouče, b) plochou kotouče](http://slideplayer.cz/slide/2327520/8/images/36/Brou%C5%A1en%C3%AD+Maag+pomoc%C3%AD+sklon%C4%9Bn%C3%BDch+kotou%C4%8D%C5%AF+%5BH-I2%2F75%5D+a%29+hranou+kotou%C4%8De%2C+b%29+plochou+kotou%C4%8De.jpg "Broušení Maag pomocí skloněných kotoučů [H-I2/75] a) hranou kotouče, b) plochou kotouče")
37
7.3 Broušení odvalovacím způsobem
Brousicí kotouč ve tvaru modulového šneku – systém Reishauer. Analogie s odvalovacím frézování, jednochodý nebo dvouchodý brousicí šnek. Užití zejména pro menší moduly, pro m < 3 mm lze brousit do plného materiálu Striktní podmínkou je zcela synchronní běh nástroje a obrobku. Vysoké požadavky na přesnost tvarování kotouče a jeho statické a dynamické vyvážení.

38
Odvalovací broušení čelních ozubených kol – systém Reishauer [H-I2/76]
![Odvalovací broušení čelních ozubených kol – systém Reishauer [H-I2/76]](http://slideplayer.cz/slide/2327520/8/images/38/Odvalovac%C3%AD+brou%C5%A1en%C3%AD+%C4%8Deln%C3%ADch+ozuben%C3%BDch+kol+%E2%80%93+syst%C3%A9m+Reishauer+%5BH-I2%2F76%5D.jpg "Odvalovací broušení čelních ozubených kol – systém Reishauer [H-I2/76]")
39
Bruska pro odvalovací broušení čelních ozubených kol [H-I2/77]
![Bruska pro odvalovací broušení čelních ozubených kol [H-I2/77]](http://slideplayer.cz/slide/2327520/8/images/39/Bruska+pro+odvalovac%C3%AD+brou%C5%A1en%C3%AD+%C4%8Deln%C3%ADch+ozuben%C3%BDch+kol+%5BH-I2%2F77%5D.jpg "Bruska pro odvalovací broušení čelních ozubených kol [H-I2/77]")
40
8 Lapování Lapované kolo (obrobek) je v záběru zpravidla slitinovým kolem (nástroj) stejného modulu. Nástroj je hnaný, lapované kolo ja brzděno a koná kmitavý pohyb ve směru osy. Do záběru je přiváděna lapovací pasta nebo směs oleje s lapovacím brusivem. Přidavek na lapování je 0,02 až 0,05 mm. Lapováním se zlepšuje kvalita povrchu boku zubů, avšak tvar evolventy se téměř nemění.

41
B RAPID PROTOTYPING Charakteristika RP - Rychlá tvorba prototypů
Rp slouží k co nejrychlejší tvorbě prototypů a modelů Výroba forem a nástrojů Koncepční konstruování Simulace nebo různé typy zkoušek (obtékání, namáhání) Automobilní, letecký a elektrotechnický průmysl Zkrácení vývojových časů, snížení nákladů a zvýšení kvality Rychlejší a levnější výroba kovových funkčních modelů a prototypů
 Automobilní, letecký a elektrotechnický průmysl. Zkrácení vývojových časů, snížení nákladů a zvýšení kvality. Rychlejší a levnější výroba kovových funkčních modelů a prototypů.")
42
Digitální model Konstrukce výrobku v některém z CAD programů
Převedení dat do formátu STL (standardní formát dat pro RP) Rozložení 3D geometrie na jednotlivé příčné řezy definované výšky (Siicem, SLI formát) – obvyklá výška vrstev je 0,1 až 0,2 mm
 Rozložení 3D geometrie na jednotlivé příčné řezy definované výšky (Siicem, SLI formát) – obvyklá výška vrstev je 0,1 až 0,2 mm.")
43
Vznik modelu Technologie RP pracuje na principu přidávání materiálu po vrstvách Prostorový model je vytvářen přímo podle dat, která přicházejí z počítače 3D model načtený z CAD/CAM systému je příslušným postprocesorem rozdělen na geometrická data jednotlivých vrstev Takto je možno vyrobit i velmi složité součásti s dutými vnitřními prostorami, šikmými a vodorovnými stěnami a žebry

44
vybrané metody výroby ozubených kol rapid prototyping
DTB Technologie obrábění Téma 11 vybrané metody výroby ozubených kol rapid prototyping A Vybrané metody výroby čelních ozubených kol B Rapid prototyping Konec přednášky Děkuji za pozornost

Podobné prezentace














>")





