Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
PLC - Product Line Control

2
Hlavní body prezentace uPopis a možnosti systému PLC uČinnost a topologie systému PLC uWWW rozhraní PLC uKonfigurace systému uKontakt na dodavatele

3
1. Popis systému Systém PLC je určen pro řízení výrobní linky podle dat přijmutých od zadavatele. Systém sleduje správnou sekvenci výrobků na výrobní lince, definuje technologické údaje pro jednotlivá pracoviště a sleduje správné provádění technologických operací během výroby. Systém je tvořen jednotlivými softwarovými moduly, které pracují na unixové platformě na lokální počítačové síti. Veškerá technologická data jsou archivována v souladu s požadavky norem ISO 9000.

4
Možnosti systému PLC uPříjem konfiguračních dat uPředávání technologických dat na jednotlivá pracoviště uKontrola sekvence výroby v reálném čase uKontrola montáže správných dílů v reálném čase uKontrola kompletace výrobku v reálném čase uKontrola technologických dat výroby v reálném čase uEvidence sériových čísel montovaných dílů uTestování elektrických obvodů uVýstupní kontrola výrobku uZáznamy technologických oprav uZpětné vyhledávání uPřehledy o počtech výrobků dle jejich konfigurace v časovém období uArchivace dat v souladu s normami ISO 9000 uSpolupráce s externími systémy

5
1.1 Softwarové moduly uKomunikační jádro uP-MON Interface uStart montáže uKontrola kabeláže uArchivace dat momentového utahování uKontrola správnosti montovaných dílů uUkončení montáže uSekvenční vychystávání uSQL Server uArchivace dat uArchivace dat externích systémů

6
Komunikační jádro Ostatní moduly mají k těmto databázím přístup pouze prostřednictvím komunikačního jádra. Komunikační jádro také zajišťuje předávání technologických dat dalším technologickým systémům na výrobní lince, jako je výstupní test TSK. Komunikační jádro plc_krnld zajišťuje komunikaci s ostatními moduly na výrobní lince a zároveň funguje jako správce technologických a stavových databází.

7
P-MON Interface Modul plc_pmon zajišťuje datovou komunikaci s externími informačními systémy zadávání výroby. Převádí datagramy protokolu P-MON na straně FIS na protokol PLC a přijmutá výrobní data předává komunikačnímu jádru k uložení do databází. Tento modul je možné nahradit jiným komunikačním modulem pro příjem konfiguračních dat výrobků.

8
Start montáže Modul plc_stasem zajišťuje to, aby výrobky na výrobní lince byly vyráběny ve správné sekvenci a předešlo se tak chybám při předávání výrobků na konci výrobní linky. Tento modul umožňuje začlenění předem označených výrobků (OutOfSeq) do výrobní sekvence a jejich průchod výrobní linkou. Při startu montáže je výrobek zapsán podle sekvenční databáze (Sequence) do SQL databáze. Sekvence výroby je kontrolována na každém pracovišti, aby se vyloučilo vynechání některého výrobku.
 do výrobní sekvence a jejich průchod výrobní linkou. Při startu montáže je výrobek zapsán podle sekvenční databáze (Sequence) do SQL databáze. Sekvence výroby je kontrolována na každém pracovišti, aby se vyloučilo vynechání některého výrobku..")
9
Kontrola kabeláže Modul plc_cable zajišťuje kontrolu správnosti montáže kabelového svazku do konkrétního výrobku. Sleduje i správnou sekvenci výrobků na pracovišti.

10
Archivace dat momentového utahování Modul plc_utah sleduje výsledky momentového utahování důležitých spojů elektrickými utahovačkami. Systém archivuje technologická data, která utahovačky poskytují a kontroluje dosažení předepsaného počtu správně utažených šroubů. Může i evidovat sériová čísla namontovaných dílů. Technologická data předává komunikačnímu jádru a SQL databázi. Modul sleduje i správnou sekvenci výrobků na pracovišti.

11
Kontrola správnosti montovaných dílů Modul plc_part zajišťuje kontrolu správnosti dílů, které jsou do konkrétního výrobku montovány v závislosti na variantě výrobku. Může i evidovat sériová čísla namontovaných dílů. Zároveň sleduje správnou sekvenci výrobků na pracovišti.

12
Ukončení montáže a výstupní kontrola Modul plc_enasem dává po průchodu výrobku posledním pracovištěm pokyn komunikačnímu jádru k jeho vyřazení ze stavové databáze výrobní linky. Zároveň probíhá zpětná kontrola průchodu výrobku všemi pracovišti.

13
Sekvenční vychystávání Na tomto pracovišti probíhá příprava montovaných dílů na palety podle sekvence výrobků na výrobní lince. Pro potřeby sekvenčního vychystávání je nutné sekvenční jádro, které zprostředkovává přístup k databázím a řídí vlastní vychystávání. Vlastní pracoviště vychystávání je vybaveno modulem, který umožňuje obsluze vybírat vychystávané pozice, tisk paletových průvodek a registraci jejich připravenosti. Zároveň přehledně zobrazuje stav vychystanosti dílů pro jednotlivé pozice na výrobní lince.

14
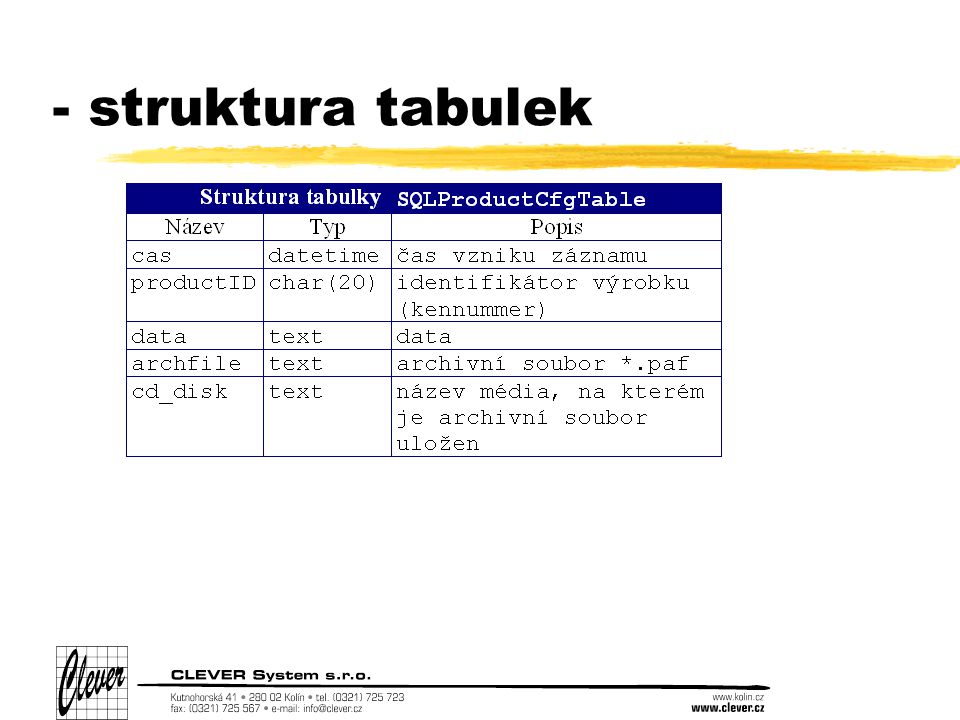
SQL Server Všechna technologická data jsou ukládána do SQL databáze pro centrální bezpečné uložení, snadné vyhledávání a archivaci. Jako SQL server je použit server MySQL. Data jsou uložena ve dvou tabulkách v rámci jedné databáze. V konfigurační tabulce je uložena specifikace jednotlivých výrobků s časem vstupu výrobku na výrobní linku. V tabulce operací jsou uloženy záznamy o jednotlivých operacích provedených na výrobku včetně výstupního záznamu, který vzniká při vyřazení výrobku z linky a zpětné kontrole všech pracovních pozic.

15
- struktura tabulek

17
Archivace dat Modul plc_arch provádí výběr a ukládání dat z SQL databáze do souborů *.paf (Plc Archive File) pro jejich vypalování na nepřepisovatelná media (CD-R disky). Textové soubory *.paf lze využít i k importu dat do dalších systémů.

18
Archivace dat externích systémů Modul plc_tsk_arch převádí data z datových souborů externích systémů (např. TSK) do SQL databáze PLC, odkud jsou pak společně archivována modulem plc_arch. Tento import probíhá dávkově vždy po uvolnění datových souborů jejich vlastníkem.
 do SQL databáze PLC, odkud jsou pak společně archivována modulem plc_arch. Tento import probíhá dávkově vždy po uvolnění datových souborů jejich vlastníkem..")
19
Komunikace mezi jednotlivými moduly Komunikace jednotlivých modulů s komunikačním jádrem probíhá vlastním komunikačním protokolem PLC, který je postaven na vysoce bezpečné soketové komunikaci TCP/IP. Díky této technologii není komunikace omezena pouze na LAN sítě, ale umožňuje propojení i několika závodů po celém světě. Pro komunikaci s SQL serverem je použito rovněž transportní vrstvy TCP/IP.

20
2. Činnost a topologie systému PLC Vstupní data z informačního systému zadavatele jsou přijímána převodním modulem plc_pmon a zasílána komunikačnímu jádru plc_krnld. Komunikační jádro data ukládá do sekvenčních a stavových databází. Podle přicházejících požadavků klientů PLC (jednotlivá pracoviště na výrobní lince) tyto databáze průběžně udržuje v aktuálním stavu a odesílá klientům požadovaná data. Zároveň odesílá data řídícímu jádru pro sekvenční vychystávání.
 tyto databáze průběžně udržuje v aktuálním stavu a odesílá klientům požadovaná data. Zároveň odesílá data řídícímu jádru pro sekvenční vychystávání..")
21
- činnost a topologie systému PLC Všechna technologická data, která vznikají na jednotlivých pracovištích jsou ukládána do SQL databáze a pro jejich větší zabezpečení také do lokálních datových souborů. Z SQL databáze jsou data nakonec archivována a vypalována na CD-R disky. Archivovaná data nadále zůstávají v databázi pro jejich snadné a rychlé vyhledávání.

22
PLC - Schéma toku dat SQL – TCP/IP plc_krnld Komunikační jádro Stavová a sekvenční databáze SQL server SQL database: table product table productcfg PPS P-MON SQL – TCP/IP S1: plc_stasem Start montáže a kontrola sekvence K1: plc_cable Kontrola kabeláže Souborová komunikace s TSK TSK A1: plc_arch Ne, 08:30 SQL – TCP/IP CD-ROM Archiv IPX/SPX Výsledky testování TSK Protokolový převodník, např. plc_pmon PLC IPX/SPX TA: plc_tsk_arch 01:00 + [plc_utah_arch] WWW server plc_confirm_arch IPX/SPX WWW klient 1 WWW klient n soubory *.paf SQL – TCP/IP jit.cfg KO: plc_part Kontrola kombipřístrojů PLC T1: plc_utah Kontrola momentového utahování - Pedál T2: plc_utah Kontrola momentového utahování - Sloupek T3, T4: plc_utah Kontrola momentového utahování - Airbag

23
Data from the orderer (VW)1. Start of assembly Control kernel Průchod výrobku linkou Combi check SQL server Cabling check Start of assembly Cabling check Combi check UTAH Pedal UTAH Airbag TSK Output check Otput check Output check Škoda (VW) 2. Tightenings of pedal3. Cabling check4. Tightening of airbag5. Combi check6. TSK test7. Output check Control kernel
 2. Tightenings of pedal3. Cabling check4. Tightening of airbag5. Combi check6. TSK test7. Output check Control kernel.")
24
Pracoviště zahájení montáže Na tomto pracovišti naskenuje obsluha každý výlep výrobku vždy při zahájení jeho montáže. Nejprve je zkontrolována výrobní sekvence a potom provedeny záznamy o zahájení montáže do stavové databáze linky. V případě chybné sekvence je tato chyba zobrazena na obrazovce. Chyba se odstraní načtením výrobního čísla správného výrobku. Pokud se jedná o výrobek vyráběný mimo sekvenci, pak je po načtení jeho čísla zařazen do sekvence právě na místo, kde se nachází. Výrobní linkou musí dále procházet na tomto místě sekvence. Po startu montáže je výrobek zapsán podle sekvenční databáze do SQL databáze (tabulka SQLProductCFGTable).
..")
25
Průchod výrobku startem montáže FTPLCM11 FIS Škoda, a.a.s. COCPETH komunikační jádro SQL server STASEM start montáže skener výrobek STASEM start montáže COCPETH komunikační jádro STASEM start montáže SQL server skener

26
Pracoviště kontroly kabeláže U každého výrobku je potřeba nejprve načíst jeho číslo (příchod výrobku na pracoviště) a potom načíst výrobní číslo kabelového svazku. Při načítání čísla výrobku je opět kontrolována sekvence. Pokud je načteno číslo nesprávného výrobku, je oznámena chyba a je nutno načíst číslo správného výrobku. Stejným způsobem probíhá kontrola kabelového svazku. Přihlášení pracovníka na pracovišti se provádí naskenováním identifikačního čísla na osobní kartě.

27
Průchod výrobku kontrolou kabeláže SQL serverFTPLCM11 FIS Škoda, a.a.s. COCPETH komunikační jádro CABLE kontrola kabeláže skener výrobek CABLE kontrola kabeláže COCPETH komunikační jádro CABLE kontrola kabeláže SQL server skener kabeláž CABLE kontrola kabeláže skener SQL server Kontrola sekvenceVlastní kontrola kabeláže

28
Pracoviště kontroly kombipřístroje U každého výrobku je potřeba nejprve načíst jeho číslo (příchod výrobku na pracoviště) a potom načíst typové číslo kombipřístroje. Při načítání čísla výrobku je opět kontrolována sekvence. Pokud je načteno číslo nesprávného výrobku, je oznámena chyba a je nutno načíst číslo správného výrobku. Stejným způsobem probíhá kontrola kombipřístroje. Je možné evidovat i sériová čísla kombipřístrojů. Přihlášení pracovníka na pracovišti se provádí naskenováním identifikačního čísla na osobní kartě.

29
Kontrola sekvenceVlastní kontrola kombipřístroje Průchod výrobku kontrolou kombipřístroje SQL serverFTPLCM11 FIS Škoda, a.a.s. COCPETH komunikační jádro COMBI kontrola kombi skener výrobek COMBI kontrola kombi COCPETH komunikační jádro COMBI kontrola kombi SQL server skener kombipřístroj COMBI kontrola kombi skener SQL server

30
Pracoviště sekvenčního vychystávání Na tomto pracovišti je přehledně zobrazen stav vychystanosti dílů pro jednotlivé pozice na výrobní lince. Obsluha načte řídící čárový kód pro vychystání palety zvolené pozice, a tím vytiskne paletovou průvodku. Podle této průvodky vychystá paletu dílů a načte čárový kód paletové průvodky. Tím zařadí paletu mezi připravené. Montážní pracovník na výrobní lince provádí kontrolu správnosti nové palety načtením jejího čárový kódu. Při odebrání dílu z palety je informace odesílána jádru sekvenčního vychystávání, které zajišťuje evidenci zásob vychystaných dílů a informuje o tom vychystávajícího pracovníka.

31
Technologická data výroby výrobku 02138213 Datum + čas poz io ok data - průběh operací pracovník arch. soubor Wed Feb 10 00:12:47 1999 S10 1 1 Sekvence OK Svobodova Libuse pa990214.paf Wed Feb 10 00:15:18 1999 T11 1 6 027.98 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:30 1999 T11 1 6 029.74 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:38 1999 T11 1 6 027.73 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:42 1999 T11 1 6 027.79 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:49 1999 T11 1 6 027.92 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:55 1999 T11 1 6 027.60 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:22:50 1999 K10 1 1 Sekvence OK Kriz Petr pa990214.paf Wed Feb 10 00:22:52 1999 K11 1 1 9902138213 Kriz Petr pa990214.paf Wed Feb 10 00:38:34 1999 T22 1 2 023.13 0000.0 Kuba Antonin pa990214.paf Wed Feb 10 00:38:37 1999 T22 1 2 023.02 0000.0 Kuba Antonin pa990214.paf Wed Feb 10 00:43:23 1999 T32 1 4 009.71 0000.0 Lipkova Miloslava pa990214.paf Wed Feb 10 00:43:27 1999 T32 1 4 009.68 0000.0 Lipkova Miloslava pa990214.paf Wed Feb 10 00:43:29 1999 T32 1 4 009.65 0000.0 Lipkova Miloslava pa990214.paf Wed Feb 10 00:43:33 1999 T32 1 4 009.76 0000.0 Lipkova Miloslava pa990214.paf Wed Feb 10 00:45:11 1999 T31 1 2 009.72 0000.0 Vokalova Zlatuse pa990214.paf Wed Feb 10 00:45:18 1999 T31 1 2 009.60 0000.0 Vokalova Zlatuse pa990214.paf Wed Feb 10 00:55:19 1999 KO0 1 1 Sekvence OK Tajbrova Eva pa990214.paf Wed Feb 10 00:55:28 1999 KO1 1 1 1U1919034C Tajbrova Eva pa990214.paf Wed Feb 10 01:03:00 1999 TS5 1 0 0; 0; file: statist.41 Testovac_na_TSK pa990214.paf Thu Feb 11 05:22:18 1999 TA0 0 1S10 01 01 T10 01 01T11 06 06T12 00 00K10 01 01 K11 01 01T20 01 01T21 01 01T22 02 02T30 01 01T31 02 02T32 04 04KO0 01 01 KO1 01 01TS0 01 01 Archivator PLC Konfigurace výrobku: Sortová čísla: MO02DA01BV04FG03GZ06ZU03KL06ZR04 KO02LW03LB01FK03SH02ST01RA03IT04 0000SZ01SW0300000000

32
Wed Feb 10 00:15:18 1999 T11 1 6 027.98 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:25 1999 T11 0 6 027.20 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:28 1999 T11 0 6 021.49 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:30 1999 T11 1 6 029.74 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:38 1999 T11 1 6 027.73 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:42 1999 T11 1 6 027.79 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:49 1999 T11 1 6 027.92 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:15:55 1999 T11 1 6 027.60 0000.0 Vanek Vladislav pa990214.paf Wed Feb 10 00:35:40 1999 T22 0 2 020.24 0000.0 Kuba Antonin pa990214.paf Wed Feb 10 00:35:43 1999 T22 1 2 023.16 0000.0 Kuba Antonin pa990214.paf Wed Feb 10 00:35:46 1999 T22 1 2 023.19 0000.0 Kuba Antonin pa990214.paf Příklad záznamu s technologicky nesprávnými daty

33
Všechny programy jsou ovládány čárovými kódy: Reset sekvence – slouží k nouzovému nastavení výrobní sekvence na právě naskenovaný výrobek. Tento kód se používá například pro synchronizaci dat a skutečnosti po odstávce pracoviště. Nečitelná jmenovka – v případě, že je poškozena visačka, nebo jinak nečitelný čárový kód kabeláže nebo kombipřístroje, naskenuje obsluha tento nouzový kód. Obsluha je povinna zkontrolovat správnost montovaného dílu podle montážního výlepu, visačky event. obalu (přepravky). Konec programu – regulérní ukončení programu a návrat do operačního systému. (používá se při vypínání počítače) Odsouhlasení chyby – tento kód se používá výjimečně v případě, že z nějakých důvodů nelze dokončit všechny předepsané technologické operace na konkrétním pracovišti. O této skutečnosti je nutné provést zápis do technologické databáze odpovědnou osobou. Řídící čárové kódy
. Konec programu – regulérní ukončení programu a návrat do operačního systému. (používá se při vypínání počítače) Odsouhlasení chyby – tento kód se používá výjimečně v případě, že z nějakých důvodů nelze dokončit všechny předepsané technologické operace na konkrétním pracovišti. O této skutečnosti je nutné provést zápis do technologické databáze odpovědnou osobou. Řídící čárové kódy.")
34
Archivace dat Archivace dat systému PLC probíhá automaticky ve stanovený čas. Časy spouštění jednotlivých archivačních modulů se specifikují v časové tabulce programu cron na počítači, na němž běží. Archivace bývá načasována na každou neděli ráno, kdy neprobíhá výroba. Tento konečný archivační modul vykopíruje do textového souboru *.paf dosud nearchivované záznamy a poznamená jméno archivního souboru do každého archivovaného záznamu. Jméno.paf souboru přidělí podle aktuálního data ve formátu pa.paf.

35
Spouštěcí skripty Pro jednoduché spouštění příslušných modulů PLC jsou na jednotlivých počítačích v direktoráři /usr/bin vytvořeny následující spouštěcí skripty: -plc_start – skript, který se spouští po startu systému, a který zajistí start všech modulů, které běží na příslušném počítači. Na každém počítači je tento skript jiný. -plc_kill - skript pro ukončení všech modulů PLC

36
WWW rozhraní PLC Data uložená na SQL serveru jsou přístupná přes www rozhraní. Toto rozhraní umožňuje vyhledávání technologických dat jednotlivých výrobků, vyhledávání výrobků v časovém období, vyhledávání namontovaných dílů podle jejich sériových čísel, záznamy technologických oprav a mnohé další.

37
Konfigurace systému Všechny softwarové moduly se konfigurují pomocí konfiguračních souborů. Vesměs se jedná o textové soubory editovatelné běžnými systémovými prostředky, např. editorem vi. Na všech unixových počítačích systému PLC existuje uživatel plc s příslušnými přístupovými právy. Konfiguraci lze provádět i dálkovým přístupem, např. kryptovaným terminálem ssh.

38
Kontakt na dodavatele CLEVER System s.r.o. Kutnohorská 41 280 00 Kolín I +420-321-744292 plc@clever.cz RNDr. Petr Zalabák petr.zalabak@clever.cz Ing. Jiří Širc jiri.sirc@clever.cz

Podobné prezentace