Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Průvodní list Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Vzdělávací materiál: Prezentace Určen pro: 3. ročník oboru Strojírenství a 3. ročník oboru Ekonomika a podnikání Vzdělávací oblast: Strojírenská technologie – Strojní obrábění Název učebního materiálu: Materiály pro řezné nástroje Jméno autora: Ing. Miroslava Jeřichová Datum vytvoření: 2. 2. 2013 Reg.č. projektu: CZ.1.07/1.5.00/34.0627

2
Klíčová slova: nástrojová ocel, slinuté karbidy, cermety, řezná keramika, diamant, kubický nitrid bóru. Anotace: Prezentace je určena žákům 3. ročníku oboru Strojírenství pro výuku v předmětu Strojírenská technologie a žákům 3. ročníku oboru Ekonomika podnikání v předmětu Strojírenská výroba. Inovuje výuku použitím multimediálních pomůcek – prezentace. Metodické pokyny: Tento materiál uplatní učitel při výkladu dané látky, použité obrázky, videa a fotografie zvýší názornost výkladu. Prezentaci mohou žáci použít i v rámci samostatné domácí přípravy na výuku.

3
Materiály pro řezné nástroje Úvod Nástrojová ocel Slinuté karbidy Cermety Řezná keramika Kubický nitrid bóru Diamant

4
Úvod Pro výrobu strojních součástí, které jsou z kovových i nekovových materiálů, používáme různé metody obrábění soustružení, frézování, vrtání….. Pro zhotovení součásti určitého tvaru, rozměru, přesnosti a jakosti povrchu potřebujeme řezný nástroj Nástrojový materiál musí mít určité vlastnosti: 1.Tvrdost, aby odolával opotřebení břitu a plastické deformaci 2.Houževnatost, aby odolal celkovému (totálnímu) lomu 3.Nesmí reagovat s materiálem obrobku 4.Chemicky stabilní, aby odolával oxidaci a difuzi 5.Odolný proti náhlým změnám teplot
 lomu 3.Nesmí reagovat s materiálem obrobku 4.Chemicky stabilní, aby odolával oxidaci a difuzi 5.Odolný proti náhlým změnám teplot.")
5
Úvod Opotřebení hřbetu - Abrazivní Nejčastější způsob opotřebení, vzniká v důsledku abraze a způsobují ho tvrdé částice v materiálu obrobku

6
Úvod Opotřebení ve tvaru žlábku - Chemické Vzniká na čelní ploše břitové destičky, dochází k němu v důsledku chemické reakce mezi materiálem obrobku a obráběcím nástrojem a jeho účinek se zesiluje s rostoucí řeznou rychlostí

7
Úvod Tvorba nárůstku (BUE) - Adhezní Vzniká tlakovým navařováním částí třísky na břitovou destičku, nejčastěji k němu dochází při obrábění materiálů snadno ulpívajících na břitu jako jsou nízkouhlíkové oceli, korozivzdorné oceli nebo hliník
 - Adhezní Vzniká tlakovým navařováním částí třísky na břitovou destičku, nejčastěji k němu dochází při obrábění materiálů snadno ulpívajících na břitu jako jsou nízkouhlíkové oceli, korozivzdorné oceli nebo hliník")
8
Úvod Tepelné trhliny - Tepelné Pokud se teplota břitu velice rychle mění z vysoké na nízkou, mohou se kolmo na břit objevit vícenásobné trhliny, které souvisejí s přerušovanými řezy, běžnými při frézování

9
Úvod Soudobé řezné nástroje jsou vyráběny z rozličných materiálů, aby obrábění bylo ekonomické a efektivní V současné době neočekáváme objevení zcela nového řezného materiálu, a proto výrobci řezných nástrojů spíše zdokonalují technologii jejich výroby a vymezují optimální oblast jejich využití

10
Nástrojová ocel Třída 19 – ocel uhlíková 19 0xx, 19 1xx, 19 2xx slitinová 19 3xx až 19 7xx vysokolegovaná – rychlořezná 19 8xx, 19 9xx Nástrojová ocel uhlíková – nástroje pro obrábění dřeva. Slitinová ocel – legury V, Cr, W, Mo, Si, Mn, Ni, trvanlivost ostří řezných nástrojů na obrábění kovů zvyšuje přísada karbidotvorných prvků, zejména Cr, V a W. Rychlořezná ocel – legury W 5% až 20%(vyšší řezivost), Cr (zlepšuje kalitelnost) a V(zvětšuje odolnost proti popouštění a opotřebení) Přiměřené množství C slouží k vytvoření správného množství karbidů dobře kalitelná a dostatečně tvrdá
, Cr (zlepšuje kalitelnost) a V(zvětšuje odolnost proti popouštění a opotřebení) Přiměřené množství C slouží k vytvoření správného množství karbidů dobře kalitelná a dostatečně tvrdá.")
11
Nástrojová ocel Některé oceli mají ještě přísadu Co 5% až 10%, který zabraňuje přehřátí při ohřevu na vysokou kalicí teplotu a umožňuje lepší rozpouštění karbidů Nejstarší a nejužívanější druh rychlořezné oceli má 0,7 % C, 18 % W, 4,3 % Cr a 1,4 % V (19824) Pro největší výkony se přidává 5 až 10 % Co Pro jemné a přesné obrábění na čisto je vhodná ocel 19810 která má Poldi označení (RADECO)
 Pro největší výkony se přidává 5 až 10 % Co Pro jemné a přesné obrábění na čisto je vhodná ocel která má Poldi označení (RADECO)")
12
Slinuté karbidy Průmyslově se vyrábí od roku 1926, kdy firma Krupp zhotovila metodou práškové metalurgie první slinutý karbid WIDIA (odtud slangové označení pro výměnné destičky a vrtáky do zdiva „vidiák“)1926 WIDIA – Wie Diamant – jako diamant ( tvrdost ) Jsou směsí částic: karbidu wolframu (WC) a kovového pojiva bohatého na kobalt (Co), také karbidů Ti, Ta Slinuté karbidy používané pro obrábění obsahují více než 80% částic tvrdé fáze WC Tvar těla nástroje ze slinutého karbidu je vytvářen buď lisováním prášku, nebo metodou vstřikování do formy, vytvořený polotovar je dále slinován až na plnou hustotu – monolitní nástroje
1926 WIDIA – Wie Diamant – jako diamant ( tvrdost ) Jsou směsí částic: karbidu wolframu (WC) a kovového pojiva bohatého na kobalt (Co), také karbidů Ti, Ta Slinuté karbidy používané pro obrábění obsahují více než 80% částic tvrdé fáze WC Tvar těla nástroje ze slinutého karbidu je vytvářen buď lisováním prášku, nebo metodou vstřikování do formy, vytvořený polotovar je dále slinován až na plnou hustotu – monolitní nástroje")
13
Slinuté karbidy Břitové destičky – zpočátku byly destičky pájené do ocelového držáku, v současnosti má většina nástrojů mechanicky upínané vyměnitelné destičky WC - velikost zrna je jedním z nejdůležitějších parametrů, má vliv na tvrdost, při daném obsahu pojiva znamená menší velikost zrna vyšší tvrdost Na konci 60.let 20.stol. se vyvinula rovnoměrná jemnozrnná karbidická zrna 1973- japonská firma Sumitomo vyrobila superjemné karbidy Konec desetiletí – ultrajemné materiály firma Mitsubishi

14
Slinuté karbidy Slinuté karbidy jsou mnohem tvrdší než rychlořezné oceli a slitiny Co—Cr—W, svou tvrdost zachovávají i za vyšších teplot Řezné nástroje se hodí k obrábění nejrůznějších druhů materiálů, od měkkých, jako jsou mosazi a slitiny Al, až po nejtvrdší materiály, jako je bílá litina a žáropevné slitiny o velké pevnosti Volba vhodného slinutého karbidu závisí hlavně na druhu a tvrdosti obráběného materiálu S rostoucím obsahem kobaltu vzrůstá houževnatost, ale klesá tvrdost a odolnost proti opotřebení

15
Slinuté karbidy SK dělíme na: 1.Nepovlakované – skupiny P, M, K, N, S, H 2.Povlakované – CVD a PVD povlaky

16
Nepovlakované SK Zákl. karbidem je WC, pojivo je Co a další složky jsou: TiC, TaC, NbC a karbid chromu Skupina K – obrábění šedé litiny – krátká drobivá tříska Skupina P – uhlíkové a slitinové oceli – dlouhá tříska Skupina M – univerzální použití – oceli, tvárné litiny Video ukázky: http://www.pramet.com/cz/produkty/soustruzeni.html http://www.pramet.com/cz/produkty/soustruzeni.html http://www.sandvik.coromant.com/cs- cz/video/pages/default.aspx http://www.sandvik.coromant.com/cs- cz/video/pages/default.aspx

17
Slinuté karbidy Válcová fréza s VBD Monolitické frézy

18
Povlakované SK První povlakované břitové destičky z SK vyrobila firma Sandvik Coromant v roce 1969, byl to materiál GC125 povlakovaný TiC o tloušťce vrstvy 4 - 5 μm Otěruvzdorné vrstvy byly vytvářeny na podkladech z běžných SK nejdříve metodou CVD, jako jedno- i vícevrstvé 80. léta - povlaky PVD - nejužívanějším povlakem PVD byl jednovrstvý TiN

19
Povlakované SK CVD (Chemical Vapor Deposition = chemické napařování z plynné fáze), CVD povlak vzniká chemickými reakcemi při teplotách v intervalu 700-1050°C CVD povlaky mají vysokou odolnost proti otěru a skvělou adhezi k podkladu, všestranný účinek a výhodou je variabilita typů povlaků Nevýhody: snížení ohybové pevnosti podkladového SK, nemožnost povlakovat ostré hrany a tahová zbytková pnutí v povlaku Povlaky – nejdříve: TiC, Alumina (Al 2 O 3 ), TiN Současnost – povlaky: karbonitrid titanu (MT-Ti(C,N) nebo MT-TiCN případně různé kombinace MT-Ti(C,N), Al 2 O 3 a TiN
, CVD povlak vzniká chemickými reakcemi při teplotách v intervalu °C CVD povlaky mají vysokou odolnost proti otěru a skvělou adhezi k podkladu, všestranný účinek a výhodou je variabilita typů povlaků Nevýhody: snížení ohybové pevnosti podkladového SK, nemožnost povlakovat ostré hrany a tahová zbytková pnutí v povlaku Povlaky – nejdříve: TiC, Alumina (Al 2 O 3 ), TiN Současnost – povlaky: karbonitrid titanu (MT-Ti(C,N) nebo MT-TiCN případně různé kombinace MT-Ti(C,N), Al 2 O 3 a TiN")
20
Povlakované SK PVD povlaky (Physical Vapor Deposition) jsou nanášeny za nízkých teplot (400-600°C), proces se skládá z postupného odpaření kovu, který reaguje například s dusíkem tvrdý nitridický povlak 2 až 5µm Povlaky: TiN – první povlak, univerzální vlastnosti, zlatá barva Ti(C,N) - karbonitrid titanu je tvrdší než TiN, zvyšuje odolnost proti opotřebení hřbetu (Ti,Al)N - titan aluminium nitrid má vysokou tvrdost, vysokou odolnost proti oxidaci a opotřebení Výhody: možnost povlakovat i ostré hrany, vhodné i pro přerušovaný řez frézování, nemá nepříznivý vliv na vlastnosti podkladu Nevýhody: důkladná příprava povrchu – odmaštění, čištění
 jsou nanášeny za nízkých teplot ( °C), proces se skládá z postupného odpaření kovu, který reaguje například s dusíkem tvrdý nitridický povlak 2 až 5µm Povlaky: TiN – první povlak, univerzální vlastnosti, zlatá barva Ti(C,N) - karbonitrid titanu je tvrdší než TiN, zvyšuje odolnost proti opotřebení hřbetu (Ti,Al)N - titan aluminium nitrid má vysokou tvrdost, vysokou odolnost proti oxidaci a opotřebení Výhody: možnost povlakovat i ostré hrany, vhodné i pro přerušovaný řez frézování, nemá nepříznivý vliv na vlastnosti podkladu Nevýhody: důkladná příprava povrchu – odmaštění, čištění")
21
Povlakované SK

22
Současný stav a perspektivy dalšího vývoje Na přelomu 80. a 90. let - vícevrstvé povlaky, velký zájem je soustředěn na vývoj vlastností povlaků z polykrystalického diamantu a současně dochází i k vývoji v technologii vytváření vrstev plazmaticky aktivovaná CVD metoda, která se od klasické CVD metody liší nízkými pracovními teplotami (běžně 600 o C ), chemicky aktivovaná plazma umožňuje snížit teplotu potřebnou pro ukládání povlaku na podklad Plazmu lze vytvořit pomocí vnějšího elektrického napájecího zdroje (nízkofrekvenční střídavé napětí, vysokofrekvenční střídavé napětí, stejnosměrné napětí, pulzní stejnosměrné napětí) nebo reaktivním plynem (např. NH 3 )
, chemicky aktivovaná plazma umožňuje snížit teplotu potřebnou pro ukládání povlaku na podklad Plazmu lze vytvořit pomocí vnějšího elektrického napájecího zdroje (nízkofrekvenční střídavé napětí, vysokofrekvenční střídavé napětí, stejnosměrné napětí, pulzní stejnosměrné napětí) nebo reaktivním plynem (např. NH 3 ).")
23
Povlakované SK Nanášení multivrstev Firma Valenite vyvinula povlakovací metodu MLCVD (Multi- Layer Chemical Vapor Deposition), kterou lze na podklad nanést až 200 extrémně tenkých vrstev povlaku, firma oznamuje vývoj povlakovaných materiálů s 62 navzájem se střídajícími vrstvami TiC a TiCN s nanometrovou tloušťkou (10 -3 μm) nanokrystalické kompozity
, kterou lze na podklad nanést až 200 extrémně tenkých vrstev povlaku, firma oznamuje vývoj povlakovaných materiálů s 62 navzájem se střídajícími vrstvami TiC a TiCN s nanometrovou tloušťkou (10 -3 μm) nanokrystalické kompozity")
24
Výroba břitových destiček

25
Povlakování nástrojů

26
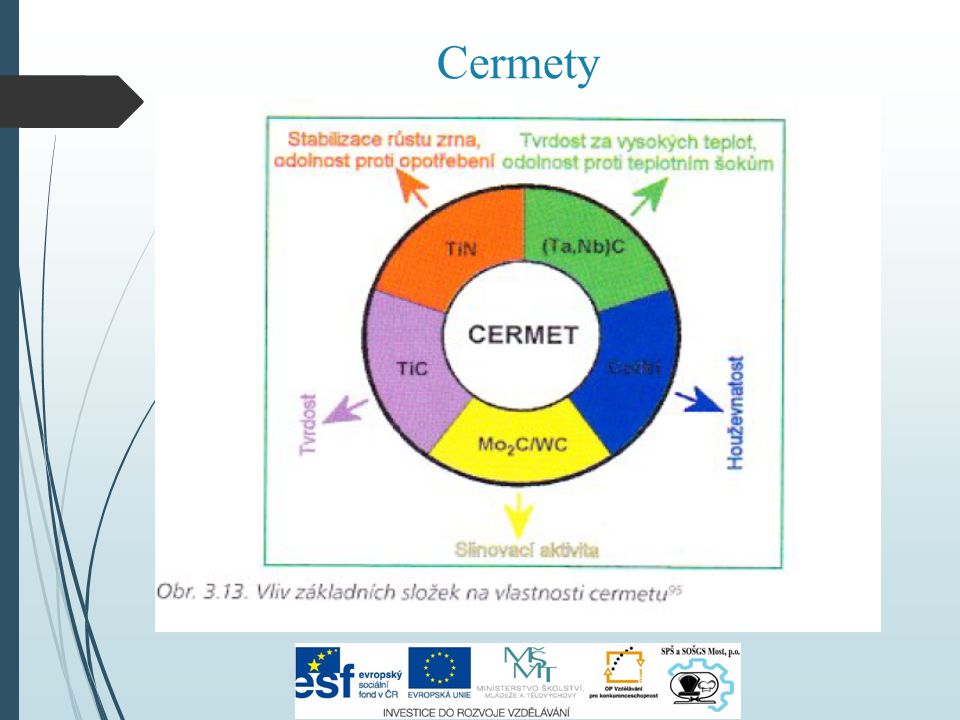
Cermety Název vznikl složením slov CERamics a METal, materiál má výhodnou kombinaci tvrdosti keramiky a houževnatosti kovu Vyrábí se práškovou metalurgií a mohou být i povlakované Původně se cermety skládaly z TiC a niklu Moderní cermety Ni neobsahují a jejich důmyslné složení je tvořeno částicemi karbonitridů titanu Ti(C,N), částicemi sekundárních tvrdých fází (Ti,Nb,W)(C,N) a pojivem bohatým na kobalt Cermety jsou materiály, které byly hlavně vyvinuty v Japonsku, firmy Kyocera a Mitsubishi patří mezi světové lídry Vlastnosti: vyšší odolnost proti otěru, sekundární tvrdé fáze zvyšují odolnost proti plastické deformaci, podíl Co ovlivňuje houževnatost, vynikající kvalita obráběného povrchu, vysoká životnost a pracují o 30 až 50 % vyššími řeznými rychlostmi než karbidy
, částicemi sekundárních tvrdých fází (Ti,Nb,W)(C,N) a pojivem bohatým na kobalt Cermety jsou materiály, které byly hlavně vyvinuty v Japonsku, firmy Kyocera a Mitsubishi patří mezi světové lídry Vlastnosti: vyšší odolnost proti otěru, sekundární tvrdé fáze zvyšují odolnost proti plastické deformaci, podíl Co ovlivňuje houževnatost, vynikající kvalita obráběného povrchu, vysoká životnost a pracují o 30 až 50 % vyššími řeznými rychlostmi než karbidy")
27
Cermety

29
Výkonné břitové destičky Mitsubishi UE6110 (P05–P15) s povlakem Black Doporučené řezné rychlosti jsou na úrovni v c = 300 m.min -1 pro měkké oceli a v c = 200 m.min -1 pro uhlíkové a slitinové oceli (≥ 180 HB).
 s povlakem Black Doporučené řezné rychlosti jsou na úrovni v c = 300 m.min -1 pro měkké oceli a v c = 200 m.min -1 pro uhlíkové a slitinové oceli (≥ 180 HB).")
30
Řezná keramika Převážně krystalický materiál, hlavní složkou jsou anorganické sloučeniny nekovového charakteru U nás se výzkumem a vývojem břitových keramických destiček zabýval Výzkumný ústav minerálů v Turnově DIAS Turnov a VÚE Hradec Králové sériová výroba BD z řezné keramiky pod obchodním názvem DISAL 100 Výroba práškovou metalurgií Výhody: - poměrně nízká cena - odolnost proti vysokým teplotám - vysoká tvrdost - vysoká chemická stálost - odolnost proti opotřebení - nízká měrná hmotnost

31
Řezná keramika Nevýhody: - první keramika příliš křehká - hrubozrnná struktura - nízká odolnost proti teplotním šokům a mechanickým rázům - nízká ohybová pevnost, malá lomová houževnatost Mechanické vlastnosti ŘK ovlivňuje: 1.Charakter chemické vazby (iontová a kovalentní) 2.Složitá krystalová struktura 3.Množství trhlin a pórů Většina druhů ŘK má úzkou oblast využití (4 až 5% z řezných materiálů), pro jejich efektivní využití je důležité dodržet určité zásady např. vhodná volba destičky co do velikosti, tak i tvaru ostří, vysoká tuhost soustavy, najíždění a vyjíždění z řezu malým posuvem…

32
Třídy řezné keramiky Oxidová keramika: obsahuje velmi čistý a jemnozrnný oxid hlinitý, k němu se přidává např. oxid Zr, Cr, Ti … pro zlepšení vlastností Smíšená keramika: vyztužená částicemi kubických karbidů nebo karbonitridů (TiC, Ti(C,N)) zvýšená houževnatost, tepelná vodivost Keramika vyztužená whiskery: tzn., že do základní matrice jsou přidávána vlákna SiC vyšší pevnost, lomová houževnatost, možnost použít řeznou kapalinu Nitridová keramika: obsahuje nitrid Si, jedna z jeho modifikací má protáhlé krystaly, které zvyšují lomovou houževnatost obrábění šedé litiny Sialon (SiAlON): kombinují pevnost nitridové keramiky s vysokou chemickou stabilitou obrábění žáruvzdorných slitin Keramické třídy lze využít pro vysokorychlostní soustružení a frézování, při správném použití umožní dosažení vysoké produktivity
) zvýšená houževnatost, tepelná vodivost Keramika vyztužená whiskery: tzn., že do základní matrice jsou přidávána vlákna SiC vyšší pevnost, lomová houževnatost, možnost použít řeznou kapalinu Nitridová keramika: obsahuje nitrid Si, jedna z jeho modifikací má protáhlé krystaly, které zvyšují lomovou houževnatost obrábění šedé litiny Sialon (SiAlON): kombinují pevnost nitridové keramiky s vysokou chemickou stabilitou obrábění žáruvzdorných slitin Keramické třídy lze využít pro vysokorychlostní soustružení a frézování, při správném použití umožní dosažení vysoké produktivity.")
33
Řezná keramika

34
Kubický nitrid bóru (PKNB, KNB) Polykrystalický nitrid bóru má vysokou tvrdost za tepla (své vlastnosti si udrží do teploty 1400°C), vysokou houževnatost, vy- sokou pevnost břitu, odolnost proti opotřebení, odolnost proti teplotním rázům vysokorychlostní soustružení a frézování kalených ocelí, šedé litiny KNB – tvořen zrny tvrdé fáze KNB a pojiva Výroba břitových destiček: 1.Monolitní destičky – nejčastěji kruhové 2.Břitovou destičku tvoří hrot = roubík, připájený na nosič ze slinutého karbidu
 Polykrystalický nitrid bóru má vysokou tvrdost za tepla (své vlastnosti si udrží do teploty 1400°C), vysokou houževnatost, vy- sokou pevnost břitu, odolnost proti opotřebení, odolnost proti teplotním rázům vysokorychlostní soustružení a frézování kalených ocelí, šedé litiny KNB – tvořen zrny tvrdé fáze KNB a pojiva Výroba břitových destiček: 1.Monolitní destičky – nejčastěji kruhové 2.Břitovou destičku tvoří hrot = roubík, připájený na nosič ze slinutého karbidu")
35
KNB

36
Připájený roubík na BD

37
Diamant (PKD) Polykrystalický diamant (PKD) se skládá z diamantových částic slinutých dohromady prostřednictvím kovového pojiva Vlastnosti: nejtvrdší materiál, nejvyšší odolnost vůči otěru Nevýhody: nízká teplotní stálost – při teplotě nad 650°C se mění na grafit, vysoká afinita k železu při obrábění oceli a litiny by vlivem difuze mezi nástrojem a obrobkem došlo k opotřebení na čele nástroje Použití: vysokorychlostní soustružení a frézování slitin Al, Cu, Ti, kompozitů, plastů s uhlíkovými vlákny, tvrdých přírodních materiálů např. mramoru, žuly Břitové destičky: vyrábí se s připájeným roubíkem PKD

38
Materiály pro řezné nástroje

39
Použité zdroje: Zdroje obrázků: AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Snapshots/blank/H %20Materials/h010_1_eng.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Snapshots/blank/H %20Materials/h010_2_eng.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Snapshots/blank/H %20Materials/h010_3_eng.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Snapshots/blank/H %20Materials/h010_6_eng.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.pramet.com/cz/produkty/soustruzeni/vymenitelne-britove-desticky.html#, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.pramet.com/cs/images/content/foto-produkty-vlozeni-do-tela-stranky/valcove- frezy.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 14.5.2013]. Dostupný na WWW: http://www.pramet.com/common/images/photo_gallery/1342419431-v1/2013-12-03-08-14-42- 800-600-0-pos_solid-end-mills-01.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 25.5.2013]. Dostupný na WWW: http://www.ateam.zcu.cz/keramika.pdf

40
Použité zdroje: AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 15.5.2013]. Dostupný na WWW: http://www.pvd.cz/images/vuvodu1.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 15.5.2013]. Dostupný na WWW: http://www.pvd.cz/images/oblouk1.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 15.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Pablo/H%20Mat erials/071667.jpg, http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Pablo/H%20Mat erials/071667.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 15.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Pablo/H%20Mat erials/071667.jpg Použité články: AUTOR NEUVEDEN. Trendy v povlakování slinutých karbidů [online]. [cit. 15.5.2013]. Dostupný na WWW: http://www.mmspektrum.com/clanek/trendy-v-povlakovani-slinutych- karbidu.html, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 25.5.2013]. Dostupný na WWW: http://www.mmspektrum.com/multimedia/image/49/4913.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 25.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Snapshots/blank/ H%20Materials/h009_eng.jpg, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 25.5.2013]. Dostupný na WWW: http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Pablo/H%20Mat erials/081062.jpg
![Použité zdroje: AUTOR NEUVEDEN. [online].](http://images.slideplayer.cz/42/11268995/slides/slide_40.jpg "[cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: erials/ jpg, erials/ jpg AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: erials/ jpg Použité články: AUTOR NEUVEDEN. Trendy v povlakování slinutých karbidů [online]. [cit ]. Dostupný na WWW: karbidu.html, AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: H%20Materials/h009_eng.jpg, AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: erials/ jpg.")
41
Použité zdroje: Použitá literatura: HUMÁR, Anton. Materiály pro řezné nástroje. Praha: MM publishing, s.r.o., Přípotoční 1519/10A, Praha 10, 2008, ISBN 978-80-254-2250-2. Zdroje videí: Cdrom-MM spektrum - elektronická příloha časopisu MM Průmyslové spektrum 1-2/2006

Podobné prezentace















>")



