Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Proces vrtání Jakub Trešl

2
Kinematika vrtání Anizotropie rostlého dřeva si vyžaduje rozlišovat vrtání kolmo na vlákna a vrtání podél vláken, přičemž v souvislosti se způsobem vrtání je potřeba definovat i rozdělení konstrukce řezné části vrtáku Na vrtání otvoru kolmo na vlákna jsou vhodnější vrtáky s řeznými hranami kolmými, anebo skoro kolmými na osu rotace, zabezpečené dvěma přeřezávacími hranami, dvěma čelními zařezávacími hranami a vodícím hrotem. Pro vrtání otvorů rovnoběžně s vláknami jsou vhodné vrtáky s dvěma řeznými hranami šroubovicové vrtáky s vrcholovým úhlem. V závislosti na tvaru řezné části vrtáku, směru vrtání k dřevním vláknům a poloze obrobku vznikající různé varianty modelů řezání. Při konstantních otáčkách a konstantním posuvu, jednotlivé body řezné hrany opisují šroubovicové stejné stoupání, ale o různých úhlech stoupání. Tento případ platí pro vrtání vrtákem s vrcholovým úhlem ε.

4
Popis jednotlivých úhlů Úhel sklonu šroubovice je λ úhel sevřený tečnou ke šroubovici a osy vrtáku. Hrot je kuželovitá vlastní řezná část (u vrtáku s kuželovitým hrotem) nebo středící část (u vrtáku s předřezávači). Hlavní břity u vrtáku s kuželovitým hrotem jsou přímé hrany žeber na hrotu vrtáku od příčného břitu k obvodu, které oddělují třísku, u vrtáku s předřezávači jsou to hrany mezi středícím hrotem a předřezávači. Příčné břity spojují oba hlavní břity vrtáku s kuželovitým hrotem. Čelo hrotu je plocha na začátku žebra, po niž odcházejí třísky. Hřbet hrotu je plocha hrotu obrácená k řezné ploše. Úhly na hrotu vrtáku určujeme jednak podle jejich vztahu ke geometrickému tvaru hrotu (úhly statické, ale i k řezné ploše obrobku (úhly kinetické). Úhel hřbetu α svírá tečnu k podbroušené hřbetní ploše s rovinou kolmou k ose vrtáku. Úhel čela γ je úhel sevřený osou vrtáku a čela. Vrcholový úhel ε je úhel sevřený hlavním ostřím v průběhu do roviny rovnoběžné s ostřím. Středový úhel φ je úhel, který svírá prodloužené příčné ostří s ostřím hlavním v rovině kolmé k ose vrtáku (při pohledu na hrot vrtáku obrácený k pozorovateli).
 nebo středící část (u vrtáku s předřezávači). Hlavní břity u vrtáku s kuželovitým hrotem jsou přímé hrany žeber na hrotu vrtáku od příčného břitu k obvodu, které oddělují třísku, u vrtáku s předřezávači jsou to hrany mezi středícím hrotem a předřezávači. Příčné břity spojují oba hlavní břity vrtáku s kuželovitým hrotem. Čelo hrotu je plocha na začátku žebra, po niž odcházejí třísky. Hřbet hrotu je plocha hrotu obrácená k řezné ploše. Úhly na hrotu vrtáku určujeme jednak podle jejich vztahu ke geometrickému tvaru hrotu (úhly statické, ale i k řezné ploše obrobku (úhly kinetické). Úhel hřbetu α svírá tečnu k podbroušené hřbetní ploše s rovinou kolmou k ose vrtáku. Úhel čela γ je úhel sevřený osou vrtáku a čela. Vrcholový úhel ε je úhel sevřený hlavním ostřím v průběhu do roviny rovnoběžné s ostřím. Středový úhel φ je úhel, který svírá prodloužené příčné ostří s ostřím hlavním v rovině kolmé k ose vrtáku (při pohledu na hrot vrtáku obrácený k pozorovateli)..")
5
Popis jednotlivých úhlů Úhly α, β, γ se uvažují na válci proloženém libovolným bodem hlavního ostří tak, že osa válce je totožná s osou vrtáku. Nestanoví-li se jinak, měří se tyto úhly u hrotu na válcové části vrtáku (omezené fasetkami) v rovinách rovnoběžných s osou vrtáku. Úhel stoupání řezné plochy η je úhel mezi řeznou plochou a rovinou kolmou k ose vrtáku. Jeho velikost závisí na posuvu a na průměru vrtáku. Úhel odklonu hřbetu (kinematický úhel hřbetu) α´ je úhel mezi řeznou plochou a hřbetem hrotu α´= α - η Řezné úhly při vrtání
 v rovinách rovnoběžných s osou vrtáku. Úhel stoupání řezné plochy η je úhel mezi řeznou plochou a rovinou kolmou k ose vrtáku. Jeho velikost závisí na posuvu a na průměru vrtáku. Úhel odklonu hřbetu (kinematický úhel hřbetu) α´ je úhel mezi řeznou plochou a hřbetem hrotu α´= α - η Řezné úhly při vrtání.")
6
Úhly a jejich vliv na otupování Volba velikosti řezných úhlů je spolu s ostatními řeznými podmínkami rozhodující pro výkonnost nástrojů i strojů, pro hospodárnost obrábění, pro jakost obrobené plochy a rozměrovou přesnost výrobku. Nesprávné volené řezné úhly mohou urychlit otupování nástroje, a tím snížit jeho životnost, zvýšit řezný odpor a způsobit nadměrné zahřívání nástroje. Úhel břitu β - Čím je úhel břitu větší, tím větší je i odpor obráběnou materiálu proti vnikání nástroje. Bylo by tedy výhodné volit úhel břitu co nejmenší. Při zmenšení úhlu břitu pod určitou hodnotu však značně klesá pevnost břitu, břit se rychleji otupí a odpor proti vnikání nástroje je opět velký, jakost obrobené plochy špatná. Všeobecně můžeme říci, že volba menších úhlů břitu je vhodná při řezání měkkých materiálů o menší objemové hmotnosti a menší pevnosti. Při řezání tvrdých dřev a plastických hmot je nutno volit hodnoty vyšší. Při volbě úhlu břitu však musíme většinou vycházet především z hodnoty úhlů α (hřbetu) a γ (čela). Úhel hřbetu α - Úhel hřbetu má především vliv na tření hřbetu o obráběnou plochu. Čím je úhel hřbetu menší, tím větší je toto tření a naopak, protože zmenšováním úhlu hřbetu se styčná plocha mezi hřbetem a obráběnou plochou zvětšuje. Tato styčná plocha se zvětšuje během otupování břitu, zejména u rotačních nástrojů. Úhel hřbetu má tedy přímý vliv na velikost řezného odporu. Při příliš velké styčné ploše dochází rovněž k zvýšenému zahřívání nástroje, které může způsobit i popouštění materiálu nástroje, a tím jeho znehodnocení. Volíme-li úhel čela stálý, pak se zvětšováním úhlu hřbetu zmenšuje úhel břitu. Úhel hřbetu lze tedy zvětšovat pouze do určité hodnoty. Nad touto hodnotou dojde pak vlivem snížení pevnosti břitu k rychlejšímu otupování a k růstu řezného odporu. Optimální hodnotu je třeba určit podle druhu obrábění a obráběného materiálu, popřípadě podle druhu materiálu břitu.
 a γ (čela). Úhel hřbetu α - Úhel hřbetu má především vliv na tření hřbetu o obráběnou plochu. Čím je úhel hřbetu menší, tím větší je toto tření a naopak, protože zmenšováním úhlu hřbetu se styčná plocha mezi hřbetem a obráběnou plochou zvětšuje. Tato styčná plocha se zvětšuje během otupování břitu, zejména u rotačních nástrojů. Úhel hřbetu má tedy přímý vliv na velikost řezného odporu. Při příliš velké styčné ploše dochází rovněž k zvýšenému zahřívání nástroje, které může způsobit i popouštění materiálu nástroje, a tím jeho znehodnocení. Volíme-li úhel čela stálý, pak se zvětšováním úhlu hřbetu zmenšuje úhel břitu. Úhel hřbetu lze tedy zvětšovat pouze do určité hodnoty. Nad touto hodnotou dojde pak vlivem snížení pevnosti břitu k rychlejšímu otupování a k růstu řezného odporu. Optimální hodnotu je třeba určit podle druhu obrábění a obráběného materiálu, popřípadě podle druhu materiálu břitu..")
7
Úhly a jejich vliv na otupování Úhel čela γ a úhel řezu δ Zvětšováním úhlu řezu se zmenšuje úhel čela, a tím stoupá řezný odpor. Zmenšováním úhlu řezu klesá řezný odpor, ovšem do určité optimální hodnoty úhlu řezu. Při jeho dalším zmenšování (za předpokladu stálého úhlu hřbetu) ztrácí břit svoji pevnost a rychle se otupuje. Hodnoty úhlu řezu jsou závislé na podmínkách obrábění a pohybují se v rozmezí od 12°(např. krájecí nože) až asi do 120°i více (např. u brusných zrn). Při negativních úhlech čela nedochází k odříznutí třísky, ale ke škrábání obráběného materiálu. Úhel zúžení čela ε a hřbetu ε´ Čím jsou tyto úhly větší, tím menší je tření nástroje (např. drážkovací frézy) o obrobek, břit se méně zahřívá, pohybuje se snáze v řezné spáře, a zmenšuje se tak nebezpečí pálení nástroje (popřípadě hnědnutí obrobených ploch). Přílišné zvětšení úhlů zúžení vede k snížené odolnosti bočních hrotů zubů, k jejich rychlejšímu opotřebení. Malé úhly zúžení přispívají k zlepšení povrchu obrobených ploch, zejména u tvrdých dřev a při řezání velkými posuvy na břit. Také tyto úhly je nutno volit podle jednotlivých způsobů obrábění a podle druhu obrobku. V praxi se vyskytují úhly zúžení od 0°do 5°. Vrtání je popisováno jako řezání uzavřené Při řezání uzavřeném vytvoří nástroj při jednom průchodu dvě až tři obrobené plochy. Břit je kratší než šířka obrobku. Řezání se zúčastní také boční břity, které se podílejí spolu s hlavním břitem (např. při obrábění rotačními nástroji) nebo samy vytvářejí stěny řezné spáry nebo drážky. Často se právě činnost těchto vedlejších břitů významně podílí na jakosti obrobené plochy.
 ztrácí břit svoji pevnost a rychle se otupuje. Hodnoty úhlu řezu jsou závislé na podmínkách obrábění a pohybují se v rozmezí od 12°(např. krájecí nože) až asi do 120°i více (např. u brusných zrn). Při negativních úhlech čela nedochází k odříznutí třísky, ale ke škrábání obráběného materiálu. Úhel zúžení čela ε a hřbetu ε´ Čím jsou tyto úhly větší, tím menší je tření nástroje (např. drážkovací frézy) o obrobek, břit se méně zahřívá, pohybuje se snáze v řezné spáře, a zmenšuje se tak nebezpečí pálení nástroje (popřípadě hnědnutí obrobených ploch). Přílišné zvětšení úhlů zúžení vede k snížené odolnosti bočních hrotů zubů, k jejich rychlejšímu opotřebení. Malé úhly zúžení přispívají k zlepšení povrchu obrobených ploch, zejména u tvrdých dřev a při řezání velkými posuvy na břit. Také tyto úhly je nutno volit podle jednotlivých způsobů obrábění a podle druhu obrobku. V praxi se vyskytují úhly zúžení od 0°do 5°. Vrtání je popisováno jako řezání uzavřené Při řezání uzavřeném vytvoří nástroj při jednom průchodu dvě až tři obrobené plochy. Břit je kratší než šířka obrobku. Řezání se zúčastní také boční břity, které se podílejí spolu s hlavním břitem (např. při obrábění rotačními nástroji) nebo samy vytvářejí stěny řezné spáry nebo drážky. Často se právě činnost těchto vedlejších břitů významně podílí na jakosti obrobené plochy..")
8
Praktické úhly Vrtáky s kuželovitým hrotem s předřezávači Vrcholový úhel45-120°- Úhel stoupání šroubovice22-30°22-30 Výška předřezávače-0,8-2,0mm Výška středícího hrotu-3,5-8,5mm Vrcholový úhel středícího hrotu-20° Vrcholový úhel předřezávače-30° Maximální šířka středícího hrotu-1,2-2,8mm Středový úhel příčného břitu35-55°- Šířka fasetky0,4-1,5mm0,75-1,8mm Úhel čela-30° Úhel břitu45° Úhel hřbetu15° D-d0,3-0,5mm Vyobrazení jednotlivých úhlů na nejpoužívanějších vrtácích A)šroubovitý vrták se dvěma předřezávače B)šroubovitý vrták s jedním předřezávače C)šroubovitý vrták s kuželovým hrotem Znázornění broušení SK sukovníku a použitých hodnot úhlů
šroubovitý vrták se dvěma předřezávače B)šroubovitý vrták s jedním předřezávače C)šroubovitý vrták s kuželovým hrotem Znázornění broušení SK sukovníku a použitých hodnot úhlů")
9
Videa znázorňující postup broušení

10
Broušení vrtáků Údržba nástrojů se provádí ručními nástroj, rotačními kotouči, ostřičky (automaty, poloautomaty). Využívá se všelijakých přípravků, upínáků. Pro kontrolu obrobení se broušená část namíří proti světlu a pomocí úhloměru, úchylkoměru se kontroluje dosažený úhel broušením. Podle druhu nástrojů jsou univerzální ostřičky na dlabací řetězy, vrtáky, dláta apod. Údržbou nástrojů se rozumí hlavně: Mechanické a chemické čištění Ostření a obtahování ostří Kontrola rozměrových a úhlových parametrů nástrojů, jejich zubů a ostří Vyvážení

11
Čištění nástrojů Čištění nástrojů je nezbytně nutnou přípravnou prací před vlastními úpravami nástroje, protože nečistoty nejen nedovolují provést s dostatečnou přesností potřebná kontrolní měření (např. velikosti rozvodu, stavu pnutí), ale také znečišťují brousící kotouč, který potom pálí a rovněž působí obtíže při úpravě pnutí. Někdy nánosy na bocích zcela vyřezují nástroj z práce, protože zmenšují účinek rozšíření funkční části nástroje, a tím stoupne řezný odpor a zahřívání nástroje. U nástrojů s dlouhou životností ostří (SK materiál) se před novým ostřením musí přesvědčit, zda příčinou vyřazení SK- materiálu ze stroje nebylo právě jeho zanesení, v některých případech může nástroj po očištění plnit dále svou funkci. Rovněž je nutno čistit upínací lištu hřídelí a hlavu, které se silně zanášejí zejména při malém přesahu nože a při obrábění dřev s bohatším obsahem pryskyřice. V opačném případě se zvyšuje energie potřebná k frézování a při upínání naostřených nožů je nebezpečí nedokonalého dosednutí nože na upínací plochy. Znečištění může zavinit také ztrátu výkonnosti, například u šroubovitých vrtáků, kde znesnadňuje odvod třísek při větších délkách otvoru. Je vážnou závadou také u nástrojů řetězových. K čištění se doporučují tyto prostředky: Teplá voda s přídavkem sody proti korozi nebo směs petroleje s naftou, popřípadě roztok louhu (hydroxidu sodného) ve vodě v poměru 1:30. Při použití louhu je však nutné pracovat v rukavicích a použít štětce s fíbrovými vlákny, protože louh je žíravina (pozor na oči). Někdy se také doporučuje použít benzínu nebo rozpouštědla na laky, popřípadě trichlóretylénu. Nebo průmyslově vyráběné látky. Nepodaří-li se odstranit nečistoty a nánosy uvedenými prostředky a středně tvrdými kartáči nebo štětci, použijeme škrabky, zhotovené z vyřazeného listu. Se škrabkami pracujeme opatrně, abychom nepoškodili břity a nepoškrábali povrch nástroje, protože rýhy by mohly zavinit vznik trhlinek.
, ale také znečišťují brousící kotouč, který potom pálí a rovněž působí obtíže při úpravě pnutí. Někdy nánosy na bocích zcela vyřezují nástroj z práce, protože zmenšují účinek rozšíření funkční části nástroje, a tím stoupne řezný odpor a zahřívání nástroje. U nástrojů s dlouhou životností ostří (SK materiál) se před novým ostřením musí přesvědčit, zda příčinou vyřazení SK- materiálu ze stroje nebylo právě jeho zanesení, v některých případech může nástroj po očištění plnit dále svou funkci. Rovněž je nutno čistit upínací lištu hřídelí a hlavu, které se silně zanášejí zejména při malém přesahu nože a při obrábění dřev s bohatším obsahem pryskyřice. V opačném případě se zvyšuje energie potřebná k frézování a při upínání naostřených nožů je nebezpečí nedokonalého dosednutí nože na upínací plochy. Znečištění může zavinit také ztrátu výkonnosti, například u šroubovitých vrtáků, kde znesnadňuje odvod třísek při větších délkách otvoru. Je vážnou závadou také u nástrojů řetězových. K čištění se doporučují tyto prostředky: Teplá voda s přídavkem sody proti korozi nebo směs petroleje s naftou, popřípadě roztok louhu (hydroxidu sodného) ve vodě v poměru 1:30. Při použití louhu je však nutné pracovat v rukavicích a použít štětce s fíbrovými vlákny, protože louh je žíravina (pozor na oči). Někdy se také doporučuje použít benzínu nebo rozpouštědla na laky, popřípadě trichlóretylénu. Nebo průmyslově vyráběné látky. Nepodaří-li se odstranit nečistoty a nánosy uvedenými prostředky a středně tvrdými kartáči nebo štětci, použijeme škrabky, zhotovené z vyřazeného listu. Se škrabkami pracujeme opatrně, abychom nepoškodili břity a nepoškrábali povrch nástroje, protože rýhy by mohly zavinit vznik trhlinek..")
12
Zásady pro broušení vrtáků Obě hlavní ostří musí svírat s osou vrtáku stejný úhel a musí být stejně dlouhá, v opačném případě vznikají otvory o větším průměru a vrták se rychleji otupuje. Nutno volit dostatečný úhel hřbetu. Ostření v ruce nezaručuje potřebnou přesnost. Příčné ostření šroubovitých vrtáků s kuželovým hrotem musí tvořit přímku. Příčný břit se může zkrátit ručním podbroušením (ztenčením jádra). Při ostření nemá odebíraná vrstva přesahovat tloušťku 0,15 mm. Obvodová rychlost kotouče se volí 25m/s, posuv 4 – 5 m/min, přísuv 0,05 – 0,08mm. Vhodný je keramický kotouč zrnitosti 60, tvrdosti L, M. Při ostření chladíme vrták občasný m ponořením do vody. Po ostření se obtáhnou hlavní břity, předřezávače a středící hrot obtahovacím kamenem zrnitosti 400. U vrtáků se kontroluje velikost vrcholového úhlu, délka hlavních břitů, správná poloha příčného břitu, úhel a přesah předřezávače, rozměry a úhel středícího hrotu. Kontroluje se šablonami, úhloměrem a úchylkoměrem. Při ostření svlakovníků a zátkovníků se řídíme v podstatě stejnými zásadami jako při ostření vrtáků šroubovitých. Naznačení opotřebení vrtáku
. Při ostření nemá odebíraná vrstva přesahovat tloušťku 0,15 mm. Obvodová rychlost kotouče se volí 25m/s, posuv 4 – 5 m/min, přísuv 0,05 – 0,08mm. Vhodný je keramický kotouč zrnitosti 60, tvrdosti L, M. Při ostření chladíme vrták občasný m ponořením do vody. Po ostření se obtáhnou hlavní břity, předřezávače a středící hrot obtahovacím kamenem zrnitosti 400. U vrtáků se kontroluje velikost vrcholového úhlu, délka hlavních břitů, správná poloha příčného břitu, úhel a přesah předřezávače, rozměry a úhel středícího hrotu. Kontroluje se šablonami, úhloměrem a úchylkoměrem. Při ostření svlakovníků a zátkovníků se řídíme v podstatě stejnými zásadami jako při ostření vrtáků šroubovitých. Naznačení opotřebení vrtáku.")
13
Trvanlivost ostří Trvanlivost břitu je doba, po kterou naostřený břit pracuje. V zájmu ostřírny je, aby trvanlivost břitů nástroje byla co největší, protože počet výměn i ostření během životnosti nástroje nejvíce ovlivňuje hospodárné využití nástroje (spotřeba energie, přesnost a jakost obrobených ploch obrobků). Nejčastější příčiny, které mohou zmenšit trvanlivost břitu: Malý posuv na břit (nebo malý minutový posuv při určitém počtu břitů a otáček nástroje), Příliš velká řezná rychlost (příliš velký počet otáček při stejném průměru nástroje), Nevyhovující jakost naostření (drsnost broušených ploch, spálené hroty, jehla), Malá přesnost naostření a rozvodu (velké úchylky hrotů od řezné kružnice, tj. ve směru poloměru nástroje a velké boční úchylky břitů), Nedostatečné uvolnění nástroje v řezné spáře nebo drážce (malý rozvod u pil, malý úhel bočního podbroušení u fréz), Malý úhel břitu, Malý úhel hřbetu, Nevhodný materiál nástroje, Nevhodné vlastnosti materiálu obrobku, Znečištění obrobku (např. pískem)
. Nejčastější příčiny, které mohou zmenšit trvanlivost břitu: Malý posuv na břit (nebo malý minutový posuv při určitém počtu břitů a otáček nástroje), Příliš velká řezná rychlost (příliš velký počet otáček při stejném průměru nástroje), Nevyhovující jakost naostření (drsnost broušených ploch, spálené hroty, jehla), Malá přesnost naostření a rozvodu (velké úchylky hrotů od řezné kružnice, tj. ve směru poloměru nástroje a velké boční úchylky břitů), Nedostatečné uvolnění nástroje v řezné spáře nebo drážce (malý rozvod u pil, malý úhel bočního podbroušení u fréz), Malý úhel břitu, Malý úhel hřbetu, Nevhodný materiál nástroje, Nevhodné vlastnosti materiálu obrobku, Znečištění obrobku (např. pískem).")
14
Trvanlivost ostří Průběh otupení nástroje Průběh otupení nástroje, A-průběh otupení bez přeostření, B-průběh otupení s přeostřením

15
Výpočty optimálních řezných podmínek podle jednotlivých autorů Počítáme se střední řeznou rychlostí, jelikož rychlost je nulová na středu a průběžně se zvyšuje, až k okraji, kde dosahuje maxima. Proto počítáme s střední řeznou rychlostí. Střední řeznou rychlostí: Barcik Lisičan střední tloušťka třísky: Barcík Lisičan D-průměr vrtáku; n-otáčky; fz (uz)–posuv na zub; ε-úhel zúžení čela; φ-středový úhel
–posuv na zub; ε-úhel zúžení čela; φ-středový úhel.")
16
Výpočty optimálních řezných podmínek podle jednotlivých autorů Posuv na otáčku a posuv na řeznou hranu: Barcík Prokeš Posuvná rychlost: vf(u)-posuv; n-otáčky; z –počet hlavních řezných hran,fz-posuv na zub
-posuv; n-otáčky; z –počet hlavních řezných hran,fz-posuv na zub")
17
Výpočty optimálních řezných podmínek podle jednotlivých autorů Délka třísky se řídí stejnými zákonitostmi, jako při střední řezné rychlosti a tloušťka třísky za jedno otočení je ve středu nulová a na obvodě je maximální. Délka třísky: Barcík Lisičan Objem vyvrtaného dřeva: Barcík Lisičan D-průměr vrtáku; vf (u)–posuv; hstř-střední tloušťka třísky
–posuv; hstř-střední tloušťka třísky.")
18
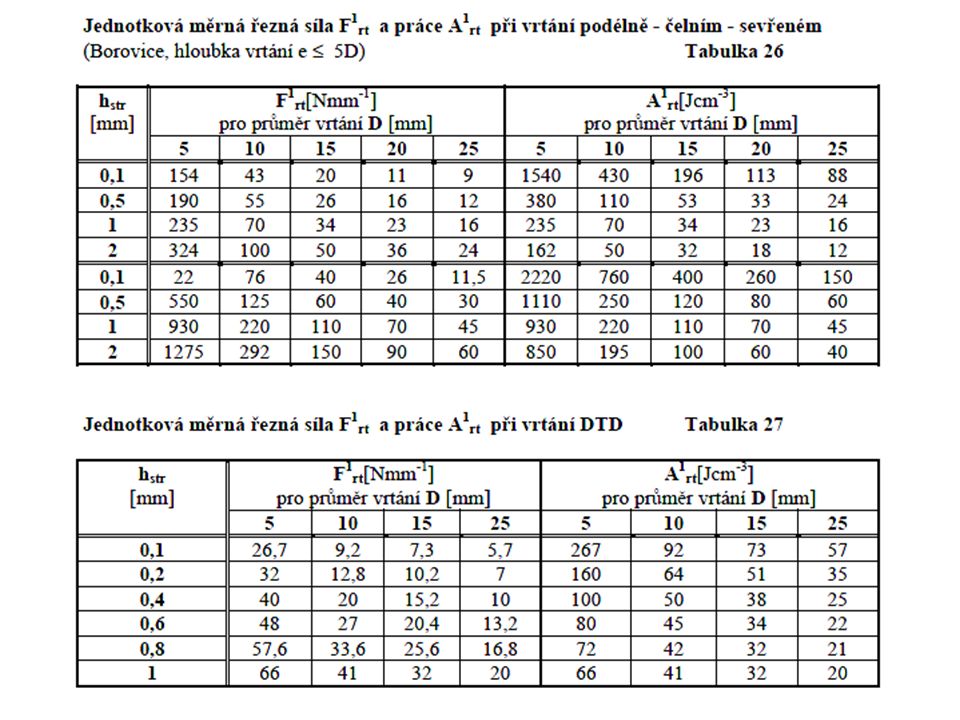
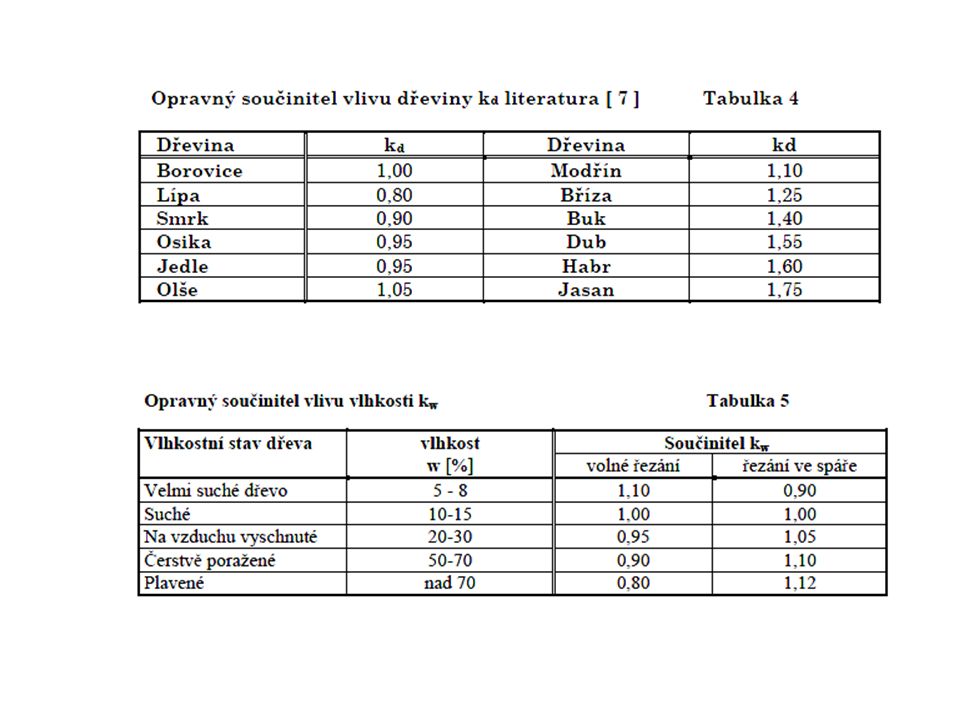
Celkový opravný součinitel, zohledňující konkrétní podmínky při vrtání: Barcík Holpírek Výpočty optimálních řezných podmínek podle jednotlivých autorů Řezná síla na jednotku plochy řezu: Barcík kt-jednotková měrná řezná síla(v tabulce); ad (kd)-faktor druhu dřeviny; aw–faktor vlhkosti dřeviny,a ς (aρ)- faktor opotřebení řezných hran vrtáku
; ad (kd)-faktor druhu dřeviny; aw–faktor vlhkosti dřeviny,a ς (aρ)- faktor opotřebení řezných hran vrtáku")
21
Výpočty optimálních řezných podmínek podle jednotlivých autorů Řezná síla (podélné vrtání): Barcík Prokeš Řezná síla (ostatní vrtání): Barcík vf(u)-posuv; D-průměr vrtáku; fz(u) –posuv na zub,fo (uot)-posuv na otáčku; vstr-střední řezná rychlost; kc-jednotková měrná řezná síla
: Barcík Prokeš Řezná síla (ostatní vrtání): Barcík vf(u)-posuv; D-průměr vrtáku; fz(u) –posuv na zub,fo (uot)-posuv na otáčku; vstr-střední řezná rychlost; kc-jednotková měrná řezná síla")
22
Výpočty optimálních řezných podmínek podle jednotlivých autorů Řezný výkon: Barcík Prokeš Výpočet kapacity vrtacích strojů: Barcík Řezná rychlost na obvodu( je největší) vf(u)-posuv; D-průměr vrtáku; Fc(K) –jednotková měrná řezná síla; vstr-střední řezná rychlost; n-počet otáček; T-čas směny; z-počet vrtacích vřeten; Tc-čas pracovního cyklu
 vf(u)-posuv; D-průměr vrtáku; Fc(K) –jednotková měrná řezná síla; vstr-střední řezná rychlost; n-počet otáček; T-čas směny; z-počet vrtacích vřeten; Tc-čas pracovního cyklu")
23
Výpočty optimálních řezných podmínek podle jednotlivých autorů Zjištění koeficientů K1 a K2 je zjišťováno pomocí tzv. časových snímků dané technologie (vrtání) v konkrétních podmínkách. Je v zájmu každého uživatele dřevoobráběcích strojů, aby hodnoty zjištěných koeficientů byly objektivní. Zároveň dávají uživateli informace o jeho vlastní produktivitě práce na konkrétním stroji a tím mu umožňují ovlivňovat celkovou efektivitu výroby. Pro základní orientaci jsou uvedeny průměrné koeficienty pro vybrané vrtání při dodržení základních parametrů
 v konkrétních podmínkách. Je v zájmu každého uživatele dřevoobráběcích strojů, aby hodnoty zjištěných koeficientů byly objektivní. Zároveň dávají uživateli informace o jeho vlastní produktivitě práce na konkrétním stroji a tím mu umožňují ovlivňovat celkovou efektivitu výroby. Pro základní orientaci jsou uvedeny průměrné koeficienty pro vybrané vrtání při dodržení základních parametrů.")
Podobné prezentace









>")









 ploch do úhlů, spárování a k srážení hran. Rozlišujeme:>")
