Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Dílenská technika Pájení na měkko

2
Pájedla a pájení Většina závad u elektrických obvodů je zaviněno nedokonalým spojením součástek, případně jednotlivých systémů. V odborných publikací se často uvádí, že je to více než 50 % závad. Nekvalitní spoje, teplem odloupnuté fólie na deskách plošných spojů, případně elektrostatikou poničené součástky jsou často nepříjemnými důsledky použití nevhodného pájedla, nepoužívání tavidla nebo špatného postupu při pájení. Zde je potřeba říci, že se velmi často zcela neodborně používá na tenké spoje tradiční transformátorové pájedlo, která velmi rychle přehřeje pájené místo a navíc má i silný hrot. Proto je potřeba v takovémto případě použít mikropájedlo s elektronickým řízením a stabilizací teploty na hrotu a pistolovou páječku používat buď na velké plochy, případně kabely a podobné materiály.

3
Pro práci s aktivními prvky by mělo pájedlo splňovat požadavky elektromagnetické kompatibility a nemělo by být zdrojem elektromagnetického rušení, případně statických napěťových impulzů, které mohou zničit elektrostaticky citlivou součástku. Tyto požadavky však nesplňují transformátorová pájedla, které jsou navíc pro dlouhodobou práci těžké.

4
Pokud se používá pájecí pero bez regulace teploty na hrotu, vzniká též jak riziko přehřátí a zničení součástek, ale i nereprodukovatelná kvalita pájených spojů. Při pájení vznikají na rozhraní měděného vodiče a pájky intermetalické slitiny nezbytné pro tvorbu dobrého spoje. Optimální tloušťka této vrstvy je v řádu desetin mikrometru a při překročení doby nebo teploty pájení tloušťka intermetalické vrstvy silně narůstá. Následkem toho elektrické i mechanické vlastnosti spoje degradují, tj. snižuje se pevnost spoje a narůstá jeho elektrický odpor.

5
Pro pájení se používá celá řada pájedel, což jsou:
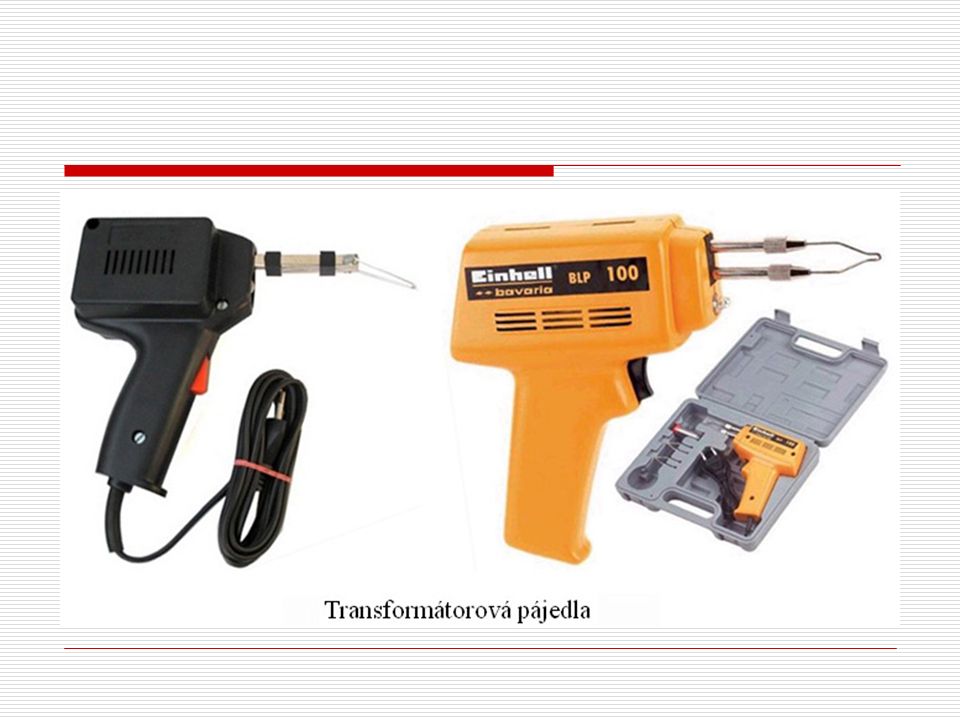
Odporová pájedla – odporová pájedla různých výkonů (75 až 500W) používají se na hrubé pájení větších dílů Transformátorová pájedla - „pistolová“ oblíbená pro svoji pohotovost. Pro pájení malých dílů. Pro elektroniku je vhodnější pájka 75W pro menší hmotnost. V současné době lze používat pro opravy a pájení nejnovějších zařízení.
 používají se na hrubé pájení větších dílů. Transformátorová pájedla - „pistolová oblíbená pro svoji pohotovost. Pro pájení malých dílů. Pro elektroniku je vhodnější pájka 75W pro menší hmotnost. V současné době lze používat pro opravy a pájení nejnovějších zařízení.")
7
Odporová regulovaná pájedla - odporová regulovaná pájedla - pájky s regulací teploty hrotu. Vhodné pro elektronické aplikace (opravy a pájení součástek), pro součástky v klasické montáži je vhodný výkon 60 až 80W, pro SMT aplikace W. Klasická pájedla nejsou vhodná pro opravy a průmyslové pájení nejnovějších zařízení. Pájecí stanice - zařízení sdružující několik funkcí. Vhodné pro elektroniku. Běžně obsahují regulovanou odporovou pájku, vyhřívanou odsávačku cínu a horkovzdušnou jehlu.

9
Cínová lázeň Cínová lázeň - vytápěná nádoba s roztaveným cínem. Používá se při hromadném pájení a cínování menších součástí a vodičů. Vyrábí se v různých velikostech podle určení (i přenosné).
.")
10
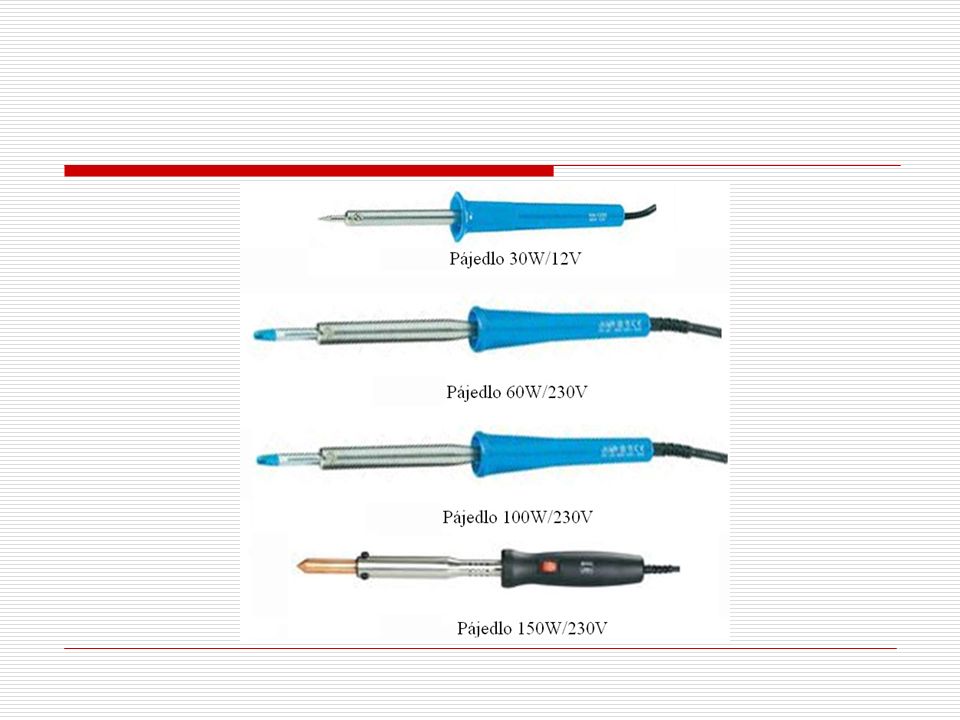
Volba pájedla Pájedel je celá řada a lze je koupit v řadě specializovaných prodejem (GME, Conrad aj.) a to jak pro domácí, tak i profesionální použití. Jedná se o rozsah od pájecích per po profesionální pájecí stanice. Většina těchto pájedel umožňuje použití různě silných a různě tvarovaných hrotů. Před nákupem pájedla je nezbytné zvážit, pro jaké práce bude nejčastěji sloužit, a podle toho zvolit jeho jmenovitý výkon. Rozdělení těchto pájedel je následující: do 10 W výkonu jsou vhodné mikropáječky pro ty nejjemnější práce v modelářství nebo při opravách komunikační techniky. do 20 W výkonu jsou určena pájecí pera pro pájení na deskách plošných spojů s jemnou strukturou a měděné vodiče do průměru 0,3 mm.
 a to jak pro domácí, tak i profesionální použití. Jedná se o rozsah od pájecích per po profesionální pájecí stanice. Většina těchto pájedel umožňuje použití různě silných a různě tvarovaných hrotů. Před nákupem pájedla je nezbytné zvážit, pro jaké práce bude nejčastěji sloužit, a podle toho zvolit jeho jmenovitý výkon. Rozdělení těchto pájedel je následující: do 10 W výkonu jsou vhodné mikropáječky pro ty nejjemnější práce v modelářství nebo při opravách komunikační techniky. do 20 W výkonu jsou určena pájecí pera pro pájení na deskách plošných spojů s jemnou strukturou a měděné vodiče do průměru 0,3 mm.")
12
do 50 W výkonu jsou určena pájecími pery nebo stanicemi se kterými lze realizovat většinu oprav a dalších prací v elektrotechnice. do 80W příkonu jsou určeny pistolové pájky k pájení vodičů o průměru do 1,5 mm. nad 100 W jsou určeny modely jak pro pájení velkých ploch či silných vodičů, tak i pro pájení plechových dílů.

14
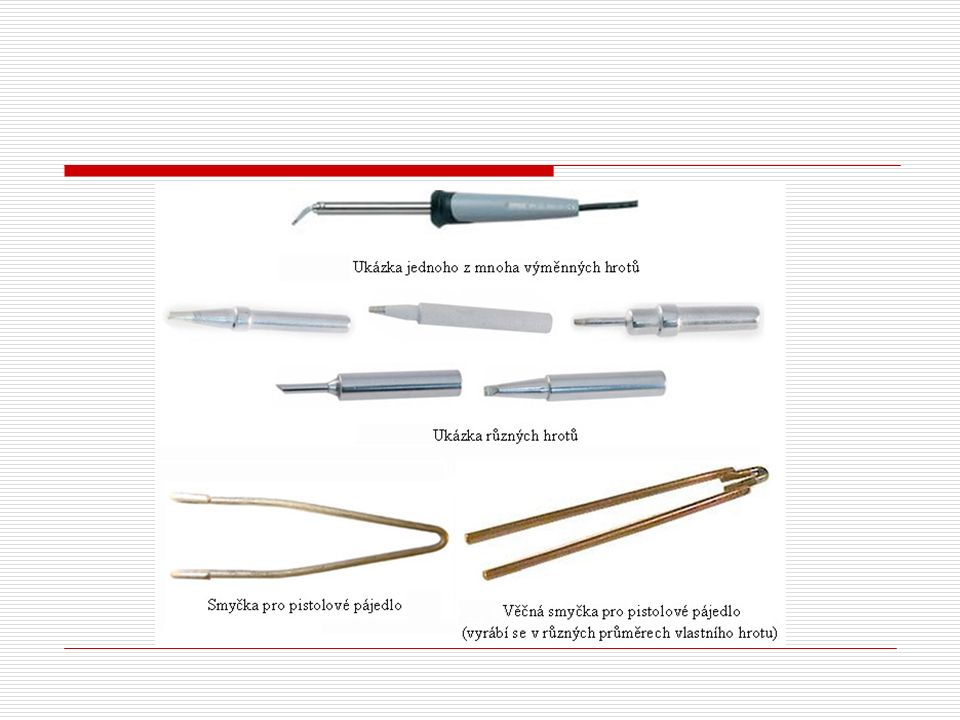
Výběr vhodného hrotu Nabídka hrotů je velmi široká od tzv. věčných, dlouhých kónických, drátových přes ploché a dlátové. Důležitým parametrem je pokovení hrotu, které brání chemickým reakcím na povrchu, což prodlužuje jeho životnost. Vždy platí, že vyšší teplota při pájení bezolovnatými pájkami podporuje oxidaci a pájecí hrot rychleji koroduje. V okamžiku kdy povrch hrotu zčerná, není schopen udržet pájku (nebere cín) a snižuje se jeho schopnost účinného přenosu tepla. Hrot bychom měli volit vždy co největší s ohledem na dokonalé prohřátí pájeného spoje.
 a snižuje se jeho schopnost účinného přenosu tepla. Hrot bychom měli volit vždy co největší s ohledem na dokonalé prohřátí pájeného spoje.")
16
Další přípravky Odsávačky cínu - jsou zařízení na odstranění zbytků roztavené pájky. Používá se v elektronice při opravách zařízení. Jsou buď ruční (s pístem ovládaným pružinou) nebo s elektrickou vývěvou. Pak mají vyhřívaný hrot.
 nebo s elektrickou vývěvou. Pak mají vyhřívaný hrot.")
18
Odsávací knot SOLDAMOP a OLDAMOP NO-CLEAN
Tyto knoty jsou vyráběny z vysoce čistého měděného jemného drátku neobsahujícího kyslík a oleje. Drát je impregnován speciálním fluxem, který obsahuje kyselinu abietovou a směs sloučenin (kalafuna). Flux významně zlepšuje nasávací schopnost knotů (odsávací licna) spletených z tenkých měděných drátků. Při jejím přiložení na pájecí bod dochází vlivem kapilárního vzlínání k intenzivnímu ale šetrnému odsávání roztavené pájky. V elektrickém a v elektronickém průmyslu se odsávací licna požívá při uvolňování zapájených součástek z desek plošných spojů, odsávání pájky z prokovených otvorů desek plošných spojů a jako prevence zkratů odstraňováním vodivých můstků vytvořených z pájky na DPS při ručním pájení a vlně.
. Flux významně zlepšuje nasávací schopnost knotů (odsávací licna) spletených z tenkých měděných drátků. Při jejím přiložení na pájecí bod dochází vlivem kapilárního vzlínání k intenzivnímu ale šetrnému odsávání roztavené pájky. V elektrickém a v elektronickém průmyslu se odsávací licna požívá při uvolňování zapájených součástek z desek plošných spojů, odsávání pájky z prokovených otvorů desek plošných spojů a jako prevence zkratů odstraňováním vodivých můstků vytvořených z pájky na DPS při ručním pájení a vlně.")
19
Soldamop rychle a účinně zajišťuje odsávání roztavené slitiny cín olovo Sn Pb či bezolovnatých slitin z desek plošných spojů. Je také omezena možnost utržení pájecího bodu vlivem podtlaku vakuového odsávacího zařízení. Šířky 0,8mm až 2,5mm.

21
Horkovzdušná jehla - Je to vlastně zdroj úzkého proudu velmi horkého vzduchu. Používá se buď při pájení přetavením k ohřevu pastových pájek, nebo při čištění součástek. Pájka se horkým vzduchem roztaví a odfoukne. Odpájecí mikropinzeta - umožňuje díky párově a souběžně nastaveným pájecím hrotům přesné pájení a odpájení velmi malých SMD součástek. Napájení 80W/24V.

22
Pájecí a odpájecí pinzeta na součástky SMD
Při použití technologie SMD je pro profesionální práci použití této pinzety nezbytné. Se sadou pájecích a odpájecích pinzet Tweezer SMD je manipulace s těmito součástkami snadná. S velkým počtem dvojic hrotů v šířce od 2 do 30 mm v rozsahu dodávky lze opracovat veškeré součástky jako odporové a kondenzátorové čipy, SOT, Flat Pack IC, Small Footprint pinů, Flat Package, DIP IC atd. Přitom se přihlíží k různým tvarům a velikostem současných a budoucích SMD dílů.

23
Správný proces pájení Při měkkém pájení se přivádí do spoje teplo a současně se doplňují slitiny jiných než spojovaných kovů, které mají nižší bod tavení, čímž se docílí spojení kovů. Při zchladnutí je tento spoj odolný proti všem pohybům jako natahování, zkrut a ohýbání, aniž by časem a v podmínkách, za kterých bylo pájení provedeno, tlak, teplota atd., došlo k poškození zmíněného spoje. Zkráceně lze říci, že při měkkém pájení má slitina dodaná do spoje bod tavení nižší než 450°C.

24
Doplňovaná slitina se při tavení chová v úzkém prostoru jako kapalina.
Tento jev se nazývá „vzlínavost“, a zabezpečuje nám, že se slitina v tekutém stavu dostane i do velmi malých prostor. Když dojde ke zchlazení slitiny, zůstane mezi kovem, slitinou a kovem trvalý spoj. Aby se však vytvořil spoj tavením slitiny, je třeba dosáhnout toho, že v momentě roztavení slitina tento kov zcela pokryje. Její přilnavost je závislá na čistotě mezi vnější vrstvou kovu a částí roztavené slitiny pokrývající povrch.

25
Z toho vyplývá, že pokud je mezi základním kovem a doplňovanou slitinou nečistota znemožňující těsný spoj, bude vždy pájení vadné, protože slitina zcela nespojí s původním kovem, což je důvod, neúspěšného pájení. Aby se dosáhlo čistého povrchu kovu, je nezbytné tento povrch ošetřit a to: mechanicky, chemický.

26
Mechanické čištění spočívá v použití abrazivních prostředků jako jsou různé prášky, kartáče (bronzové) nebo drátěnky, které odstraní nečistoty a kovové oxidů z povrchu drhnutím tak, aby nezabraňovaly slitině ve spojení s původním materiálem. Při mechanickém čištění se povrch kovu lehce zdrsní a vzniknou mikroskopické rýhy, což zvětšuje plochu povrchu kovu a tím vylepšuje přilnavost slitiny ke kovu, neboť plocha se zvětší.

27
Chemické čištění spočívá v použití chemických výrobků na bázi reakce s oxidy kovu, případné mastné nečistoty a odstraňují je z jeho povrchu. Když je povrch kovu zbaven nečistot či koroze hned přistoupit k zahřívání slitiny, protože je třeba kov chránit před novou oxidací v průběhu ohřevu. Pro tento účel se používá tavidlo, nebo pájecí pasta udržující po celou dobu pájení povrch čistý. Nanesení tavidla by mělo být pokud možno rovnoměrné po celé pájené ploše. Funkcí tavidla je co nejrychleji a v co největší míře odstranit povrchové oxidy na pájených plochách, zabránit jejich oxidaci při pájení a maximálně podpořit roztékání a smáčivost pájky.

28
V průběhu pájení slitiny je důležité zamezit přehřátí a poškození tavidla nebo pájecí pasty. To proto, že bylo nesnadné následně odstranit vzniklé oxidy vzniklé v průběhu pájení – vzniká „škvarek“. Navíc měď ztrácí své mechanické vlastnosti pokud byla přehřátá. Důležité je nepředimenzovat zdroj tepla, což se děje velmi často při pájení na tenkých spojích pomocí pistolové 75 a více watové pistolové pájky. Tento způsob většinou používají „experti“, kteří nikdy nic nepájeli.

29
Vlastní postup pájení Nejdříve je třeba zahřát hrot pájedla na potřebnou teplotu a provést jeho očištění otřením o mokrou houbovitou podložku. Na hrot se nanese vrstva pájky, která zajistí tepelný přenos do pájeného místa. Po celou dobu pájení sledujeme tvorbu oxidů na hrotu a pájených komponentech a podle potřeby provádíme čištění. V procesu pájení nanášíme tavidlo, a to vždy před zahříváním spoje. Houbovitá podložka

30
Spojované součásti musí být dostatečně, ale ne nadměrně prohřáté
Spojované součásti musí být dostatečně, ale ne nadměrně prohřáté. Rozhodující je doba pájení, teplota pájení a mechanická fixace proti pohybu před ztuhnutím pájky. Doporučená doba pájení nepřesahuje 5 sekund, běžná pájecí doba je 2 sekundy. Pájka se aplikuje po zahřátí spoje do prostoru mezi pájecí hrot a pájené plochy. Při dobrém smáčení a malé ploše pájeného místa se spoj vytvoří „sám“ a není třeba hrot přesouvat. Po vytvoření pájeného spoje (pájka vzlíná do konvexního tvaru), se hrot pájky oddálí. Přitom je nutné zabránit pohybu pájených částí do doby ztuhnutí pájky, aby nebyl narušen průběh krystalizace.
, se hrot pájky oddálí. Přitom je nutné zabránit pohybu pájených částí do doby ztuhnutí pájky, aby nebyl narušen průběh krystalizace.")
31
Nezapomínejte na dostatečné osvětlení!
Spoj se nesmí ochlazovat proudem vzduchu nebo kapaliny. K odvodu tepla se doporučuje použít chladítek. Jsou to různě tvarované kovové sponky, které se před pájením nasazují na pájený vodič, lanko či vývod součástky do polohy mezi místem pájení a chráněnou součástkou. Po dokončení pájení je třeba realizovat závěrečné očištění spojů. K dispozici jsou čisticí spreje s Isopropylalkoholem či Isopropanolem. Pokud jsou pájené součástky elektrostaticky citlivé, je třeba pracovat na antistatické podložce a s antistatickým náramkem. Nemají se používat oděvy ani obuv ze syntetických materiálů. Nezapomínejte na dostatečné osvětlení!

32
Zhodnocení pájení Správné pájení se musí vyhovovat následujícím bodům:
má optimální množství pájky se shodnou geometrií. Dobrý pájený spoj se pozná také podle toho, že jsou ještě viditelné obrysy vodiče, má konvexní tvar, charakteristický vzlínáním pájky, je na celém povrchu lesklý, hladký a bez viditelných mezivrstev jiných odstínů. Pokud povrch pájeného spoje není lesklý a hladký, je to vždy způsobeno nízkou nebo vysokou teplotou pájení nebo nesprávnou dobou pájení. Povrch spoje ovlivňuje také použité tavidlo a čistota pájených ploch. Případná mezivrstva pájky s viditelnou ohraničenou strukturou je způsobena krátkou pájecí dobou nebo použitím pájedla nízkého výkonu (nízká teplota). Problém může být také způsoben použitím nevhodného pájecího hrotu nebo nesprávným přiložením hrotu k pájenému místu.
. Problém může být také způsoben použitím nevhodného pájecího hrotu nebo nesprávným přiložením hrotu k pájenému místu.")
33
Upozornění Pro pájení citlivých elektronických součástek se doporučuje používat hrotovou páječku. Jen ve výjimečných případech lze použít i transformátorovou pistolovou páječku. Je nezbytné dodržet určitý postup jako že pistolová páječka zapnete cca 20 cm od pájeného spoje, připájí se daný spoj, páječka se oddálí a teprve potom vypne. Ne vždy však jsou tato opatření zcela bezpečná. Při pájení je důležité pamatovat na bezpečnost a zdraví při práci, protože jak pájecí pasta tak slitiny často obsahují škodlivé látky, které se při aplikaci za studena nebo při zahřívání v průběhu pájení rozkládají na látky, které jsou ve formě par potenciálně toxické a zdraví škodlivé. Proto se doporučuje pracovat v dobře větraných prostorách a ujistit se, že výrobce splňuje platné normy ohledně toxicity, a stejně tak doporučujeme přečíst všechny popsané vlastnosti uvedené na etiketě.

34
Některé materiály nejsou pájitelné
Některé materiály nejsou pájitelné. Pájitelnost je schopnost povrchu být smáčen tekutou pájkou, což lze přibližně určit podle úhlu který svírá stěna kapky pájky k povrchu: velmi dobrá spájitelnost - smáčecí úhel <10°, nejistá pájitelnost - smáčecí úhel >20° , povrch nepájitelný - smáčecí úhel >80° .

35
Ukázka špatného pájení
přehřáté a zničené spoje po pájení pistolovou pájkou

36
Pro porovnání 2 pájené plošné spoje
pájeno pistolovou páječkou za vydatného použití kalafuny – není vidět jak byl spoj zapájen b) pájeno páječkou s regulací teploty při použití kalafunového roztoku
 pájeno páječkou s regulací teploty při použití kalafunového roztoku.")
37
Pájky Pájky jsou slitiny cínu, olova a dalších kovů, které se dodávají se ve tvaru drátů různých průměrů nebo tyčí. Podle prováděné práce se zvolí tvar a typ pájky. Podle dodatečných příměsí můžeme použít pájky s mírně odlišnými vlastnostmi. Pokud pájka působí na kov dlouho v roztaveném stavu, kov se rozpouští v pájce a mění její vlastnosti (velmi dobře se rozpouští například měděný hrot pájedla). Velmi důležitá je čistota pájky, protože i malé příměsi kovů mění vlastnosti pájky. Mimořádně nepříznivě působí zlato způsobující křehnutí pájky a proto není vhodné používat už jednou přetavenou pájku.
. Velmi důležitá je čistota pájky, protože i malé příměsi kovů mění vlastnosti pájky. Mimořádně nepříznivě působí zlato způsobující křehnutí pájky a proto není vhodné používat už jednou přetavenou pájku.")
38
Pro běžné pájení se používá pájka Sn60Pb40, která je vhodná též pro náročná zařízení. Někdy se používá pájka s příměsí 2% mědi snižující rozpouštění mědi v pájce. Naopak není vhodná tam, kde se používají tzv. „věčné hroty“ jejichž povrch narušuje (mají železné podvrstvy). Pájky s přídavkem stříbra se používají při pájení postříbřených, pozlacených a palladiových povrchů. Trubičkové pájky obsahují různá tavidla která usnadňují pájení takže se nemusí přidávat tavidlo do spoje odděleně. Pájky se dělí na: měkké pájky, jejichž bod tavení je nižší než 450 °C, tvrdé pájky, jejichž bod tavení je vyšší než 450 °C

40
Pájky se dále podle použití dělí na:
olovnaté, které se používají s ohledem na zmírnění dopadů elektronického šrotu na životní prostředí, mají teplotu tavení zhruba o 40 °C vyšší než tradiční pájka 63Sn/37Pb. Na výběr je řada bezolovnatých pájek, ale jejich vlastnosti nejsou zcela shodné s pájkami SnPb. Nejrozšířenější bezolovnatou slitinou je SnAg případně SnAgCu, které mají dobré elektrické i mechanické vlastnosti a parametry se nejvíce blíží slitinám SnPb. bezolovnaté, ze kterých je řada takových, že nejsou eutektické, tj. netuhnou tedy téměř okamžitě, ale vykazují tzv. okno plasticity v rozsahu 5 až 15 °C. Další rozdíl spočívá ve vyšším povrchovém napětí v pájce. Pájené místo se hůře smáčí a chemické procesy probíhající v průběhu přetavení pájky jsou odlišné. Proces pájení je tedy náročnější a snáze může dojít k přehřátí spoje i citlivých elektronických součástek.

42
Používané slitiny pro měkké pájení se slitinami cínu
slitiny Cín-Stříbro jsou vhodné pro pájení mědi a má výjimečné vlastnosti pro potrubí s teplou vodou jak sanitární tak pro vytápění. S touto slitinou může teplota dosáhnout 175°C aniž by se změnily její vlastnosti. Použití této slitiny vylučuje nebezpečí, které vytvářejí škodlivé složky obsažené v olovu. Díky trvalému lesku je doporučována pro spoje při výrobě šperků a nerez výrobků. Výhody slitiny Cín-Stříbro jsou ty, že jsou použitelné pro potravinářské účely i když náklady na tuto slitinu jsou citelně vyšší než u slitin cín-olovo a cín-měď.

43
slitiny Cín-Měď, kdy velmi výhodná je slitina SnCu3 s 3%, mědi a s eutektickým bodem tavení při 232°C. Tento typ pájení je nemá však tak dobré výsledky, protože maximální teplota použití musí v tomto případě zůstat 110°C, což je teplota nižší než 175°C u slitiny cín-stříbro. Přesto že je bod tavení 232°C, úplné mísitelnosti mědi a cínu dosáhneme až při 320°C. Proto musí být teplota pájení je větší než při použití slitiny cín-stříbro. Lze používat pro potravinovářské účely a pitnou vodu.

44
slitiny Cín-Olovo byly v minulosti pro svůj nízký bod tavení nejpoužívanější, ale výzkum ukázal, že jak olovo tak cín se ve vzájemném spojení rozpouštějí do vody a proto je nebezpečné používat tuto slitinu pro sanitární účely. Ze všech kombinací jsou nejpoužívanější 67/33 (SnPb) a 50/50. Slitina 67/33 (cín-olovo): Má interval tavení °C. Tento vysoký interval tavení způsobuje, že slitina je vhodná pro pocínování válcovaného materiálu. Slitina 50/50 (cín-olovo): Má interval tavení kratší, °C, což umožňuje použití pro okruhy vytápění s maximální užitnou teplotou 90°C.
: Má interval tavení °C. Tento vysoký interval tavení způsobuje, že slitina je vhodná pro pocínování válcovaného materiálu. Slitina 50/50 (cín-olovo): Má interval tavení kratší, °C, což umožňuje použití pro okruhy vytápění s maximální užitnou teplotou 90°C.")
45
Pájky se dodávají ve tvaru tyčí nebo drátů různých průměrů.
Podle prováděné práce zvolíme tvar a typ pájky. Používané pájky jsou běžné slitiny cínu a olova. Podle dodatečných příměsí můžeme použít pájky s mírně odlišnými vlastnostmi. Pokud pájka působí na kov dlouho (v roztaveném stavu) kov se rozpouští v pájce a mění její vlastnosti. Zvlášť nepříznivě působí zlato které způsobuje křehnutí pájky. Proto není vhodné používat už jednou přetavenou pájku. Trubičkové pájky obsahují různá tavidla která usnadňují pájení - nemusíme tavidlo do spoje přidávat zvlášť.
 kov se rozpouští v pájce a mění její vlastnosti. Zvlášť nepříznivě působí zlato které způsobuje křehnutí pájky. Proto není vhodné používat už jednou přetavenou pájku. Trubičkové pájky obsahují různá tavidla která usnadňují pájení - nemusíme tavidlo do spoje přidávat zvlášť.")
46
Přehled měkkých pájek pro ruční i strojní pájení - bezolovnaté
Bezolovnaté pro ruční pájení OMEGA ROSIN FREE Pájky neobsahující kalafunu a halogeny, dále neobsahuje kyselé pryskyřice, borovicový olej nebo jiné v přírodě se vyskytující deriváty borovicového oleje. Tavidla v těchto pájkách speciálně navrženy s cílem snížit množství v celém světě se vyskytujícího průmyslového astmatu souvisejícího s používáním kalafuny v pájkách. OMEGA ROSIN PLUS ROSIN FREE Pájky neobsahující kalafunu/kyselé pryskyřice, obsahuje halogeny, korozní požadavky dle J-STD-004 a Bellcore GR78 borovicový olej nebo jiné v přírodě se vyskytující deriváty borovicového oleje. Tavidla v těchto pájkách mají snížit množství průmyslového astmatu souvisejícího s používáním kalafuny

47
Bezolovnaté pro strojní pájení
AUTOSOL Řada speciálních pájek pro vysokorychlostní průmyslové pájení, pájení na automatech i ruční pájení, bezoplachová tavidla dle třídy ROL1 a ROM1, obsahuje kalafunu, halogeny, po pájení zanechává minimum čirých zbytků, v případě potřeby snadno odstranitelných

48
Přehled měkkých pájek pro ruční i strojní pájení - olovnaté
HARDCORE NO CLEAN - obsahující kalafunu, neobsahující halogeny, rychle se tavící, pro aplikace požadující větší spolehlivost po pájení, pro telekomunikace, i bez oplachu. FUTURE NO CLEAN - obsahující modifikovanou kalafunu, bez halogenů, bezoplachové, podobné jako pájky typu HARDCORE NO CLEAN ale navíc čiré zbytky po pájení. Sn40Pb60 - běžná měkká pájka pro všeobecné použití s teplotou tavení v rozsahu °C. Sn60Pb40 - kvalitní měkká pájka pro náročné pájení s teplotou tavení v rozsahu °C.

49
Sn62Cu1 - pájka se řízeným obsahem mědi (eutektická)
Sn62Cu1 - pájka se řízeným obsahem mědi (eutektická). Obsah mědi zabraňuje rozpouštění měděných součástí v pájce. Je vhodná pro tenké dráty, poměděné povrchy desek plošných spojů, a fólií. Je ideální pro zabránění rychlé tvorby děr u měděných hrotů páječek. Není vhodná pro hroty s vrstvou železa. Teplota tání je 183°C. Sn62Ag1 - pájka s přídavkem stříbra, která se používá na pájení postříbřených a pozlacených součástek. Lze s ní pájet postříbřenou keramiku a povrchy. Teplota tavení je 183°C Sn63Pb37 - měkká pájka pro náročné aplikace v elektronice, která je vhodná pro dobře pájitelné součástky. Teplota tavení je 183°C. Sn19Ag1,9 - pájka vhodná pro pájení hliníkových vývodů, slabých hliníkových plechů, fólií a hliníkem pokovených povrchů. Teplota tavení je v rozsahu °C.
. Obsah mědi zabraňuje rozpouštění měděných součástí v pájce. Je vhodná pro tenké dráty, poměděné povrchy desek plošných spojů, a fólií. Je ideální pro zabránění rychlé tvorby děr u měděných hrotů páječek. Není vhodná pro hroty s vrstvou železa. Teplota tání je 183°C. Sn62Ag1 - pájka s přídavkem stříbra, která se používá na pájení postříbřených a pozlacených součástek. Lze s ní pájet postříbřenou keramiku a povrchy. Teplota tavení je 183°C. Sn63Pb37 - měkká pájka pro náročné aplikace v elektronice, která je vhodná pro dobře pájitelné součástky. Teplota tavení je 183°C. Sn19Ag1,9 - pájka vhodná pro pájení hliníkových vývodů, slabých hliníkových plechů, fólií a hliníkem pokovených povrchů. Teplota tavení je v rozsahu °C.")
50
Sn32Pb48Bi - kvalitní pájka určená pro pájení spojů a součástek citlivých na teplotu. Pro pájení spojů v blízkosti předem zapájeného spoje. Tato pájka nahrazuje kadmiovou pájku. Teplota tavení je v rozmezí °C. Sn62RM89AAS85 - je pasta z tavidla se zamíchaným kuličkami pájky. Nanese se na pájené místo a ohřeje horkým vzduchem nebo infračerveným zářením. Trubičkové pájky jsou plněny tavidly. Nejběžnějším je kalafuna. Vhodnější jsou pájky plněné tavidly MLT408, MLT888, L3.

51
Nedokáží odstranit hrubé nebo mastné nečistoty.
Tavidla Tavidla umožňují pájení. Po zahřátí odstraňují oxidy z povrchu spojů. Nedokáží odstranit hrubé nebo mastné nečistoty. Po zapájení se musí zbytky tavidla ze spojů odstranit. Tzv. bezoplachová tavidla nechávají pouze malé elektricky nevodivé zbytky. Spoj vytvořený pomocí takového tavidla není nutné pro běžné použití dále čistit, ale u citlivých elektronických zařízení se musí i ty odstranit. Spoj se opláchne buď vhodným rozpouštědlem (lihem, trichlóretylénem), o kterém víme že rozpustí tavidlo, ale ne okolní citlivé součástky, nebo demineralizovanou vodou (DEMI vodou). Ta neobsahuje soli, které by způsobovali elektrickou vodivost. Pro neelektrické aplikace postačuje i voda obyčejná. Tavidel je značné množství a proto jsou zmíněna jen některá!
, o kterém víme že rozpustí tavidlo, ale ne okolní citlivé součástky, nebo demineralizovanou vodou (DEMI vodou). Ta neobsahuje soli, které by způsobovali elektrickou vodivost. Pro neelektrické aplikace postačuje i voda obyčejná. Tavidel je značné množství a proto jsou zmíněna jen některá!")
52
Moderní tavidla se vyrábějí ve formě pryskyřice, pasty, gelu, tekutiny
Tavidla se připravují ze složek zvažovaných z hlediska biologické neškodnosti, jsou šetrná k životnímu prostředí a zároveň jsou vysoké technické účinnosti a obsahují aktivátor organického původu. Funkční složky tavidel rozpouštějí při teplotách tavení oxidy pájených kovů silným komplexotvorným působením a zároveň intenzivně snižují povrchové napětí na mezifázovém rozhraní pájený kov - pájka.

53
Tavidla na bázi kalafuny
Kalafuna - je to destilát z pryskyřice borovic, získávaný při výrobě buničiny. Chemicky jde o směs slabých organických kyselin. Při pokojové teplotě nerozpustný ve vodě, s vysokým izolačním odporem a netečný vůči kovům. Teplota tání je mezi °C, plně tekutá při 120°C. V horkém stavu reaguje jako silná kyselina. Má schopnost rozrušit tenké vrstvy oxidů při teplotách 200°C za 1 až 2 s. Reakční schopnost kalafuny však neodpovídá moderním požadavkům. Proto se přidávají aktivátory a další přísady, které zvětšují čistící schopnost a zvyšují teplotní odolnost. Roztok kalafuny v lihu Do roztoku kalafuna rozpuštěné v lihu se namáčí pájený předmět, nebo se s ním potírá.

54
Eumetol - je pájecí pasta, která je směsí kalafuny, syntetických pryskyřic a kyselin určená pro pájení znečištěných povrchů. Při zahřátí uvolňuje kyselé výpary. Po zapájení se zbytky musí ze spoje odstranit opláchnutím. Není vhodná pro pájení elektronických součástek a citlivých elektrických komponentů. Zbytky tavidla jsou elektricky vodivé. MTL401 MTL jedná se o mírně aktivovanou kalafunu. Zbytky po pájení jsou nevodivé, Kyselost tavidla je stejná jako u kalafuny. Vykazuje dobrou roztékavost a neobsahuje halogeny. MTL458, MTL468 - je to bezezbytkové tavidlo na bázi přírodních a syntetických pryskyřic. Zbytek po pájení je nepatrný.

55
Pájecí lak Silven – je kalafunové klasické tavidlo rozpustné v alkoholech, aktivované organickým komplexem bez užití halogenidových iontů. Nezpůsobuje korozi ani při dlouhodobém styku s kovem. Je vhodný i pro aplikace, kdy je nutné dlouhodobě chránit povrch před oxidací před vlastní operací pájení. Po vyschnutí funguje jako elektricky a vzhledově neutrální ochranný nekorosivní lak, na který je možno znovu pájet bez použití dalšího tavidla.

56
Pájecí lak Silven – je kalafunové klasické tavidlo rozpustné v alkoholech, aktivované organickým komplexem bez užití halogenidových iontů. Nezpůsobuje korozi ani při dlouhodobém styku s kovem. Je vhodný i pro aplikace, kdy je nutné dlouhodobě chránit povrch před oxidací před vlastní operací pájení. Po vyschnutí funguje jako elektricky a vzhledově neutrální ochranný nekorosivní lak, na který je možno znovu pájet bez použití dalšího tavidla.

57
NS – neutrální tavidlo vhodné i pro pájení vlnou - je určené jak pro pájení plošných spojů vlnou tak pro ruční pájení mědi, niklu, stříbra a jejich slitin. Pracovní teplota při pájení je 243 – 250 °C. Má výborné smáčivé účinky. Pájená místa jsou snadno omyvatelná isopropylalkoholem nebo vodou. Pracoviště musí být vybaveno odsáváním výparů. Je to kapalné tavidlo, které obsahuje aktivátor organického původu. Přípravek je bezbarvý, neutrální povahy pH 7 a neobsahuje halogeny. Pájecí kapalina F-1 - je určena na měkké pájení pájkou Sn-Pb. Je vhodné zejména pro pájení mědi a špatně pájitelných elektronických součástek. Neobsahuje v žádné formě halogeny. V elektronice při letování na deskách plošných spojů či jiných elektronických dílů je nutné zbytky tavidla odstranit ethanolem. Neobsahuje v žádné formě halogeny.

58
Letol - redukční pájecí roztok pro pájení mědi
Letol je redukční pájecí roztok určený k měkkému pájení cínovou pájkou, vhodné pro pájení vodičů a velmi jemných struktur na deskách. Letol je vhodný také pro servisní práce venku a pro práce v extrémních podmínkách (ve vlhku, apod.). Usnadňuje a zkvalitňuje pájení mědi, niklu, kobaltu, zlata, platiny, paladia, stříbra, kadmia a jejich slitin. Po pájení je nutno zbytky tavidla umýt lihem. Náhodně nesmyté zbytky tavidla po pájení netvoří zdroje koroze! Letol obsahuje výhradně suroviny, které nejsou karcinogenní ani toxické, rovněž tak zplodiny po pájení. Pracoviště ale musí být vybaveno odsáváním výparů. Účinné látky jsou rozpuštěny v ethylalkoholu. Přípravek neobsahuje halogeny ani kalafunu. Barva přípravku je nažloutlá. Přípravek má charakteristický alkoholový zápach. Hodnota pH je 6.
. Usnadňuje a zkvalitňuje pájení mědi, niklu, kobaltu, zlata, platiny, paladia, stříbra, kadmia a jejich slitin. Po pájení je nutno zbytky tavidla umýt lihem. Náhodně nesmyté zbytky tavidla po pájení netvoří zdroje koroze! Letol obsahuje výhradně suroviny, které nejsou karcinogenní ani toxické, rovněž tak zplodiny po pájení. Pracoviště ale musí být vybaveno odsáváním výparů. Účinné látky jsou rozpuštěny v ethylalkoholu. Přípravek neobsahuje halogeny ani kalafunu. Barva přípravku je nažloutlá. Přípravek má charakteristický alkoholový zápach. Hodnota pH je 6.")
59
Desmaltol - přípravek pro pájení smaltovaných vodičů
Desmaltol je přípravek určený pro přímé pájení vodičů izolovaných polyuretanovými, polyesterovými, polyamidovými a epoxidovými smalty. Usnadňuje i pájení vodičů krytých zvláště mechanicky a chemicky odolnými smalty, po jejich předchozím, alespoň částečně mechanickém narušení. U tenkých vodičů a VF lanek stačí k odstranění smaltu stíravé pohyby pocínovaným hrotem páječky. Po pájení doporučujeme omýt lihem. Přípravek je kapalné tavidlo. Desmaltol neobsahuje halogeny ani kalafunu. Barva přípravku je žlutohnědá. Přípravek má zápach po triethanolaminu. Hodnota pH je 8 až 9.

60
Tavidla pro jiné než měděné spoje
ZnCl - „Převařená kyselina“ - je často používané tavidlo v klempířské výrobě. Má značné čistící schopnosti. Po zahřátí uvolňuje kyselé výpary. Po zapájení se zbytky musí ze spoje odstranit opláchnutím. Není vhodný pro pájení elektronických součástek a citlivých elektrických komponentů. Zbytky tavidla jsou elektricky vodivé. Pájecí kapalina na nikl - je určena na měkké pájení poniklovaných povrchů pájkou Sn-Pb (konektory, šrouby apod.). Pájecí kapalina na hliník - je určena na měkké pájení hliníku a některých jeho slitin pájkou Sn90Zn. Při konkrétní aplikaci je nutno ověřit korozní odolnost pájeného spoje v klimatické komoře a dle výsledků upravit technologii pájení. Pájecí kapalina na nerez a legovanou ocel
. Pájecí kapalina na hliník - je určena na měkké pájení hliníku a některých jeho slitin pájkou Sn90Zn. Při konkrétní aplikaci je nutno ověřit korozní odolnost pájeného spoje v klimatické komoře a dle výsledků upravit technologii pájení. Pájecí kapalina na nerez a legovanou ocel.")
61
Pomocné přípravky Těchto prostředků je velké množství a proto budou zmíněna jen některá! Čistící prostředky PROZONE - je vodou nebo alkoholem ředitelný čistící prostředek na odstranění zbytků tavidel. Epsilon 4 - roztok k oživení zoxidovaného povrchu mědi - je přípravek určený k oživení zoxidovaného povrchu mědi a mosazi, dobře smáčí čištěný povrch. Obsahuje organické kyseliny. Roztok pracuje nejlépe při teplotě 50 až 80°C. Předmět se ponoří pouze na dobu potřebnou k rozpuštění zoxidované vrstvy. Mícháním proces urychlujeme. Pak se předmět opláchne vodou a osuší. Neobsahuje žádné halogenové ionty. Je bezbarvý. Zápach má po kyselině mravenčí. Přípravek má pH 3.

62
Total Clean je čisticí roztok neobsahující CFC a je navržen pro použití v ultrazvukových čistících nebo rozprašovacích a ponorných systémech. Total Clean 500 je ideální pro odstranění širokého spektra zmýdelnitelných a vodou rozpustných tavidel z desek plošných spojů. Činidlo zanechává jasné a zářivé spoje. Deflux 160 – je sprej odstraňuje všechny organické a anorganické nečistoty a zbytky z osazených desek plošných spojů po pájení. Proniká do nečistot, rozpouští je a po odpaření zanechává čistý a suchý povrch.

63
Sprej pro bezpečné a účinné čištění elektroniky AERO-KLENE 50 – též i elektrických a jiných choulostivých součástek, desek plošných spojů, kondensorů, přesného nářadí, komunikačního vybavení. Odstraňuje vazeliny, oleje, vosky a uhlík z elektronických dílů. Rychle se odpařuje. Nezanechává žádné zbytky. Nenapadá plasty a kaučuk. Stlačený čisticí plyn ve spreji AERODUSTER - slouží pro účinné odstraňování prachu a obdobných nečistot při údržbě a opravách elektronických a mechanických zařízení. Stlačený plyn pod tlakem účinně vyfukuje nečistoty z disketových jednotek, konektorů, potenciometrů, soklů IO, přepínačů, přímých konektorů, audio-video zařízení, hodinových strojů, čteček, tiskáren, psacích strojů, optických zařízení apod. Je nehořlavý. Neobsahuje CFC ani HCFC.

64
Maskovací pasty a ochranné laky
Maskovací pasta pro dočasnou ochranu desek plošných spojů při pájení - je navržená k dočasné ochraně pájecích bodů a ploch na deskách plošných spojů při pájení na vlně. Pájecí maska zajišťuje, že na tyto pájecí body a plochy nedojde k nanesení roztavené pájky a bude tak umožněna ruční dodatečná montáž jednotlivých součástek po hromadném pájení na vlně. Lak pro ochranu desek plošných spojů ELCHEMCo - je na bázi akrylátů je určený pro aplikace v elektronice, pro ochranu osazených desek plošných spojů atd. Chrání osazenou desku před klimatickými vlivy a součástky mechanicky fixuje k DPS, čímž snižuje vliv mechanických otřesů a zvyšuje tak spolehlivost zařízení. Aplikuje se natíráním, ponorem či postřikem na důkladně vypranou a vysušenou DPS.

65
VA 177 HV - ochranný lak pro ochranu osazených desek plošných spojů , ochranu transformátorů, elektrických vinutí atd. a všude tam, kde je mimo obvyklých požadavků nutná vysoká odolnost vůči plísním. Laková vrstva má po vytvrzení velmi dobré dielektrické vlastnosti. Lak vytváří po vytvrzení elastickou, středně tvrdou vrstvu, odolnou do teploty 140°C. Silikonový ochranný lak pro ochranu desek plošných spojů Plastic seal 60 – je vysoce odolný čirý silikonový ochranný lak pro ochranu desek plošných spojů a jiných elektronických dílů. Pružný transparentní film umožňuje opravy a následovně zalakování. Ochranný lak působí jako prevence oblouku ve vysokonapěťových zařízeních, chrání proti oxidaci, korozi i vlhkosti.

66
Různé Grafitový sprej vytváří elektricky vodivý grafitový povlak GRAPHIT - je snadno aplikovatelný vodivý grafitový lak obsahující koloidní grafit. Sprej vytváří elektricky vodivý grafitový povlak s dobrou adhesí k hladkým povrchům jako je sklo a plasty. Je účinný do 300° C. Jeho el. odpor je 1000 – 2000 Ω/mm2 a závisí na tloušťce vrstvy. Elektrovodivé lepidlo Wire Glue – je jednosložkové lepidlo Wire Glue určené pro vývoj, výrobu a opravy elektronických zařízení. Pro servisy, radioamatéry, modeláře, kutily a výzkumníky. Umožňuje tvorbu vodivých cest či opravy desek plošných spojů, vytváření rezistorů pro napájení LED, stínění. Nanáší se tenkou tyčinkou, jehlou, štětečkem. Má dobrou adhesi na mnoho povrchů. Může nahradit pájení v nízkonapěťových či nízkoproudových elektrických zařízeních umístěných jak ve vnitřním tak i venkovním prostředí.

67
Elektricky vodivá vaselina ELCG – je černé barvy, elektrický odpor 13 Ω, neroztékavá.
Elektrovodivá silikonová guma - na opravy či výrobu klávesnic dálkových ovladačů. Dále je tato elektricky vodivá silikonová guma vhodná výrobu spínačů, vyhřívání, odstínění elektronických přístrojů atd. Emilac - je lak tvořící vysoce elektricky vodivý povlak, jehož účelem je stínění elektromagnetických vln. Základem laku jsou postříbřené částečky mědi. Vytvořený povlak zajišťuje ochranu jak proti elektromagnetickým interferencím (EMI) tak i proti elektrostatickým výbojům (ESD). Použitelný i při pokovování izolantů, v galvanoplastice.
 tak i proti elektrostatickým výbojům (ESD). Použitelný i při pokovování izolantů, v galvanoplastice.")
68
Ultrazvukové myčky Ultrazvuk je akustické vlnění o kmitočtu vyšším než 20 kHz. Pro čištění je nejrozšířenější používání kmitočtů v rozmezí kHz. Má-li ultrazvuk dostatečnou intenzitu, vyvolává při průchodu kapalinou jev zvaný kavitace, která projevuje intenzívním kmitáním částeček kapaliny a vznikem, a při opačné polaritě zánikem miniaturních bublinek. V jejich nejbližším okolí dochází k prudkému nárůstu teploty, tlaku a zrychlení (udává se teplota několik set °C a tlak řádu stovek MPa). Tyto jevy velice agresivně narušují mechanickou vazbu nečistot na povrch čištěného předmětu a ve spojení s vhodným čistícím médiem dochází k jejich odplavování. To je, velice zjednodušeně, princip čištění ultrazvukem.
. Tyto jevy velice agresivně narušují mechanickou vazbu nečistot na povrch čištěného předmětu a ve spojení s vhodným čistícím médiem dochází k jejich odplavování. To je, velice zjednodušeně, princip čištění ultrazvukem.")
69
Čištění pomocí ultrazvuku má celou řadu výhod
Čištění pomocí ultrazvuku má celou řadu výhod. Zejména je to rychlost čistícího procesu, neboť potřebná doba se zkracuje na jednotky, maximálně desítky minut. Kvalita čištění je při správně zvoleném čistícím médiu vynikající. Pro ultrazvuk neexistují nepřístupná místa, stejně dobře vyčistí tvarově složitý předmět i slepý otvor. Díky zákonitostem šíření ultrazvuku v kapalinách je možné čistit předměty jinými technologiemi čistitelné jen velice obtížně, případně jinak nečistitelné. Jediné práce jsou jen vložení čištěného předmětu do ultrazvukové vany a po ukončení procesu jeho vyjmutí. Vlastní ultrazvukové čištění je energeticky poměrně nenáročné, největší část energie se spotřebuje na ohřev lázně.

70
S výjimkou úzce specifických oborů se dnes používají netoxická, nehořlavá, biologicky odbouratelná čistící média na bázi vodných roztoků moderních čistících prostředků. Čistící proces je možno kombinovat i s odmašťováním, případně s dezinfekcí. Ultrazvukem lze čistit téměř vše v nejrůznějších oborech lidské činnosti, příkladem může být: strojírenská výroba - hrubé, mezioperační a finální čištění, odmašťování, odstraňování brusiva atd. elektronika - mytí osazených desek plošných spojů, sklárny - odstraňování skelného prachu z broušeného skla, finální čištění a leštění výrobků před expedicí, aj.

71
Ultrazvuková čistící sada se skládá z ultrazvukového generátoru, ultrazvukových měničů - zářičů a čistící vany. Měniče mohou být umístěny na vnějších stěnách či dně vany nebo se řeší jako ponorné. Vlastní vana je zhotovena v většinou ze speciální nerezové oceli, protože musí odolávat jak účinkům ultrazvuku, tak čistícího média a při určité kombinaci média a čištěných kovů je zatěžována i elektrochemickými jevy. V případě použití méně kvalitní nerezové oceli je nutné opatřit vnitřek vany vrstvou tvrdého chrómu.

72
Podle provedení se ultrazvukové myčky dělí na dvě kategorie:
Kompaktní, což jsou čistící nádoby se zabudovaným generátorem. Většinou se vyrábějí do objemu 50 litrů, bývají přenosné a používají se jako univerzální pro různá čistící média i účely. S odděleným generátorem, které mívají větší objem než kompaktní a jsou řešeny spíše jednoúčelově a často bývají součástí dalšího zařízení. K napájení jejich zářičů může být použito i více ultrazvukových generátorů.

73
Čistící proces ovlivňují následující faktory:
Objem čistící vany, který je třeba jej volit takový, aby čištěné předměty byly dokonale ponořené. Pro efektivní využití účinků ultrazvuku nesmí hmotnost čištěného předmětu přesáhnout polovinu hmotnosti čistící lázně. V opačném případě nelze zaručit kvalitu a dobu čištění. Výkon ultrazvukového generátoru, protože s objemem vany úzce souvisí potřebný výkon generátoru. Závislost mezi objemem a potřebným výkonem na jednotku objemu (Watt/litr) není úměrná, se stoupajícím objemem se potřebný výkon na jednotku objemu nelineárně snižuje.
 není úměrná, se stoupajícím objemem se potřebný výkon na jednotku objemu nelineárně snižuje.")
74
Teplota lázně má vliv na dobu a kvalitu čištění
Teplota lázně má vliv na dobu a kvalitu čištění. Maximální efekt ultrazvukového čištění je v rozmezí °C (při použití přípravku na bázi vody). Při vyšší teplotě stoupá čistící schopnost většiny používaných chemických přípravků, ale účinnost ultrazvuku rapidně klesá a dochází ke značnému tepelnému namáhání zářičů. Proto se jako horní hranice pro efektivní čištění ultrazvukem uvažuje teplota 70°C. Kmitočet ultrazvuku, protože platí, že nižší kmitočet má vyšší erozivní účinky a je méně absorbován čistícím médiem i předměty a proto je vhodnější pro čištění objemnějších a těžších předmětů a pro odstraňování většího znečištění. Oproti tomu ultrazvuk vyšších kmitočtů má lepší schopnost pronikat i do nejmenších otvorů a spár. Proto bývá volba pracovního kmitočtu ultrazvukové čističky mnohdy určitým kompromisem.
. Při vyšší teplotě stoupá čistící schopnost většiny používaných chemických přípravků, ale účinnost ultrazvuku rapidně klesá a dochází ke značnému tepelnému namáhání zářičů. Proto se jako horní hranice pro efektivní čištění ultrazvukem uvažuje teplota 70°C. Kmitočet ultrazvuku, protože platí, že nižší kmitočet má vyšší erozivní účinky a je méně absorbován čistícím médiem i předměty a proto je vhodnější pro čištění objemnějších a těžších předmětů a pro odstraňování většího znečištění. Oproti tomu ultrazvuk vyšších kmitočtů má lepší schopnost pronikat i do nejmenších otvorů a spár. Proto bývá volba pracovního kmitočtu ultrazvukové čističky mnohdy určitým kompromisem.")
75
Odplyněná voda, protože je plyn na rozdíl od kapalin stlačitelný
Odplyněná voda, protože je plyn na rozdíl od kapalin stlačitelný. Po přivedení ultrazvuku začne pružit a do značné míry potlačí vznik kavitačních účinků. Proto je třeba pro čištění používat odplyněnou vodu, což je možné získat pouhým odstátím (je to zdlouhavé), a nebo chodem zařízení naprázdno, bez čištěných předmětů, po dobu desítek minut. Některé ultrazvukové generátory mají proto zvláštní pracovní režim, označovaný jako odplynění, ve kterém pomocí periodicky se opakujících pulzů vytěsňují z čistícího média vzduch a další plyny.
, a nebo chodem zařízení naprázdno, bez čištěných předmětů, po dobu desítek minut. Některé ultrazvukové generátory mají proto zvláštní pracovní režim, označovaný jako odplynění, ve kterém pomocí periodicky se opakujících pulzů vytěsňují z čistícího média vzduch a další plyny.")
76
Myčky Kompaktní myčka UCE - je univerzální ultrazvuková myčka na všeobecné použití. Vyrábí se v různých velikostech od 2 až 27 l. Kompaktní ultrazvukové čističky patří mezi nejrozšířenější produkty v oblasti čištění ultrazvukem. V jednom celku jsou zabudované všechny potřebné bloky (generátor, zářič, ovládání, signalizace). Základní frekvence generátoru je 40 kHz. Ultrazvukový zářič je přilepený přímo na vanu. Ovládání je buď analogové nebo digitální. Digitální ovládání umožňuje nastavit teplotu, čas a výkon ultrazvuku. Myčka UCEI - má robustní konstrukci a je určena pro použití v průmyslu použití. Díky zabudovanému generátoru UP03 se čistička vyznačuje vysokou stabilitou výkonu nezávisící od jejího zatížení. Vyrábí se v objemech od 40 do 160 litrů. Zabudovaný snímač minimální hladiny brání spuštění ultrazvuku a ohřevu při malé hladině čistící kapaliny. Ovládání je digitální.
. Základní frekvence generátoru je 40 kHz. Ultrazvukový zářič je přilepený přímo na vanu. Ovládání je buď analogové nebo digitální. Digitální ovládání umožňuje nastavit teplotu, čas a výkon ultrazvuku. Myčka UCEI - má robustní konstrukci a je určena pro použití v průmyslu použití. Díky zabudovanému generátoru UP03 se čistička vyznačuje vysokou stabilitou výkonu nezávisící od jejího zatížení. Vyrábí se v objemech od 40 do 160 litrů. Zabudovaný snímač minimální hladiny brání spuštění ultrazvuku a ohřevu při malé hladině čistící kapaliny. Ovládání je digitální.")
78
Lokální čištění UCH – je ultrazvuková souprava na ruční čištění je určena na čištění předmětů v blízkém ultrazvukovém poli s vysokou výchylkou. Toto čištění je charakterizované velkou čistící účinností při malé spotřebě čistící kapaliny. Je možné čištěnou plochu pokrýt malou vrstvou čistící kapaliny, nebo jen postříkat čistící kapalinou prostřednictvím rozprašovače.

Podobné prezentace