Diagram IRA, ARA Žíhání Kalení Popouštění Chemicko-tepelné zpracování
1/ Perlitická přeměna Ferit α (0,02%C) A ustenit γ (0,77%C ) ̶ P erlit ˂ Cementit (6,68%C) 2/ Bainitická přeměna A ustenit γ (0,77%C ) ̶ Bainit ˂ 3/ Martenzitická přeměna A ustenit γ (0,77%C ) ̶ Martenzit - přesycený tuhý roztok uhlíku v Fe α
Bainitická struktura eutektoidní oceli
Martenzit a zbytkový austenit
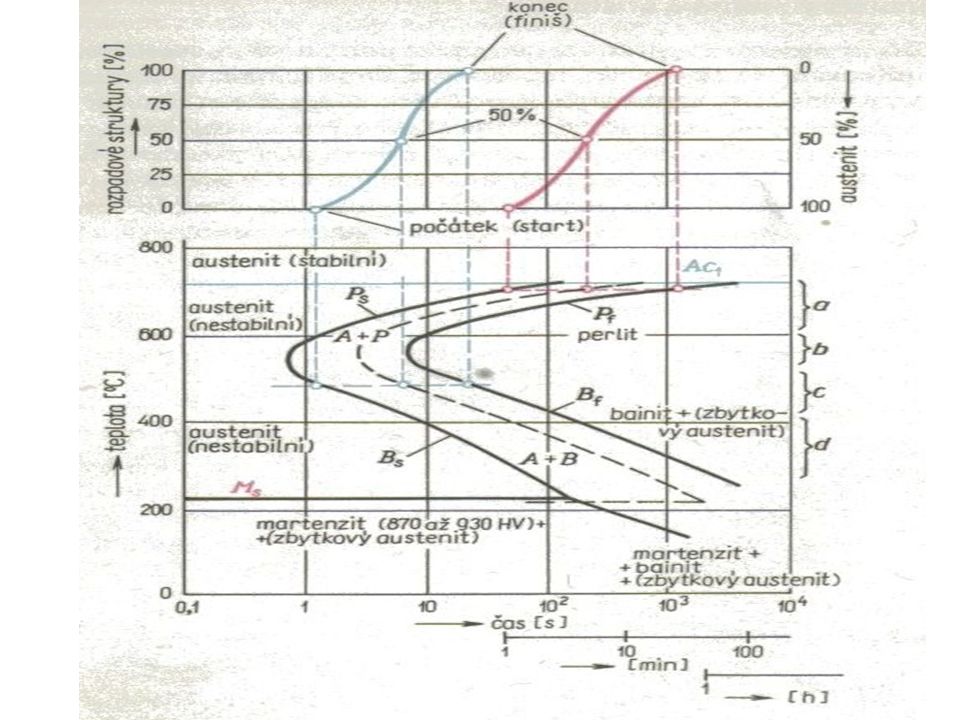
Diagram IRA pro ocel 12 040
Diagram IRA pro nadeutektoidní ocel
Diagram IRA oceli 15 231 0,33%C 1,0 % Mn 1,0%Cr 0,2%V
Diagram ARA a IRA eutektoidní ocel
Diagram ARA a IRA oceli 15 231
Závislost teploty Ms a Mf na obsahu uhlíku
Kalení – ohřev na kalící teplotu ( 50°C nad A₃, A₁ ), výdrž na teplotě a ochlazení na bainitickou nebo martenzitickou strukturu
Kalící prostředí Vzduch Voda Olej Solná lázeň Kovová lázeň Zmrazování
Průběh ochlazování ve středu vzorku kalených z teploty 850°C
Kalení Martenzitické - nepřetržité - přetržité -lomené - termální - se zmrazováním Bainitické - nepřetržité - izotermické
Kalení martenzitické nepřetržité
Kalení martenzitické přerušované lomené
Kalení martenzitické přerušované termální
Martenzitické kalení lomené termální
Struktura martenzitu se zbytkovým austenitem
Struktura primárního martenzitu vzniklého rozpadem zbytkového austenitu po zmrazení
Kalení bainitické nepřetržité
Kalení bainitické izotermické
Popouštění Martenzit ( přesycený tuhý roztok uhlíku v Fe α ) po základním kalení má jehlicovitý tvar – martenzit tetragonální 80 až 180°C dojde uvnitř jehlic k vyloučení uhlíku v podobě přechodových fází ( karbidů) - kubický martenzit (pokles tvrdosti a křehkosti) 180 až 300°C rozpad zbytkového austenitu na bainit 200 až 400°C rozpad martenzitu na F + C ve velmi jemné formě. Vyloučený cementit má tvar kuliček a zůstává ještě částečně zachovaná jehlicovitá struktura 400 až Ac1 se cementitové kulové částice zvětšují a mizí jehlicovitý charakter – jemná struktura s kuličkovým cementitem v základní feritické hmotě – sorbit ( pevnost a vysoká houževnatost) Popouštění za nízkých teplot – do 350°C – napouštění Popouštění za vysokých teplot na 350 až 700°C - zušlechťování
Struktura sorbitu
ŽÍHÁNÍ
Přehled způsobů žíhání ocelí
Oblast žíhacích teplot v diagramu Fe-Fe3C
ŽÍHÁNÍ OCELI BEZ PŘEKRYSTALIZACE
Ohřev za studena tvářených výrobků na teploty 500 až 650°C. Výdrž 1 až 2 hodiny na teplotě a libovolné ochlazení. Smyslem žíhání je odstranění deformovaných zrn a odstranění zpevnění. Zařazuje se jako mezioperační žíhání.
Žíhání ke snížení pnutí Pozvolný ohřev na teploty 450 až 650°C. Výdrž 1 až 2 hodiny na teplotě. Pomalé ochlazování do teplot 150 až 300°C. Zařazuje se do technologického postupu například po mechanickém zpracování, normalizačním žíhání, svařování a pod.
Protivločkové žíhání Nejjednodušším postupem je pomalé ochlazování součásti po tváření z oblasti stabilního austenitu, a to rychlostí 5°C/h až do teploty 100°C. Při teplotě 600 až 650°C-několikahodinová prodleva pro uskutečnění difuse. Používá se u legovaných ocelí, aby se zamezilo tvorbě trhlinek způsobených vodíkem.
ŽÍHÁNÍ OCELI S PŘEKRYSTALIZACÍ
Homogenizační žíhání Spočívá v zahřátí odlitků nebo ingotů vysoko do oblasti stabilního austenitu, na teploty 1100 až 1250°C. Při těchto teplotách se vyrovnávají rozdíly v chemickém složení difuzí. Následuje normalizační žíhání, jelikož současně hrubne austenitické zrno. Výdrž na teplotě bývá 10 až 50 hodin. Velmi energeticky náročná operace
Normalizační žíhání Uskutečňuje se při teplotách 20 až 50°C nad teplotou Ac3, respektive Acm, s následujícím ochlazením na volném vzduchu. Jeho účelem je získat zrovnoměrnění struktury. V případech kdy se vytváří bainitická struktura i po ochlazení na vzduchu se zařazuje ještě popouštění při 600°C. Běžné doby normalizačního žíhání jsou 1 až 2 hodiny podle velikosti součásti. Tímto žíháním se odstraňuje též primární licí struktura v ocelových odlitcích.
Izotermické žíhání Jeho podstatou je izotermická přeměna přechlazeného austenitu na perlit, nebo směs feritu a perlitu. Uskutečňuje se obvykle při 600 až 700°C. Zpracování je vhodné pro tepelné zpracování malých rozměrů vzhledem k obtížnosti ochlazování velkých součástí na teplotu izotermické přeměny dostatečně velkými rychlostmi. Použítí hlavně ke zlepšení obrobitelnosti ocelových součástí.
Žíhání izotermické
Žíhání s částečnou austenitizací Je žíhání ve dvoufázové oblasti austenitu a feritu tj. mezi teplotami Ac1 a Ac3, s následujícím ochlazením na klidném vzduchu nebo v peci. Smyslem postupu je vyrovnání chemického složení při využití rozdílných rozpustností a rozdílných rychlostí difuse některých prvků v austenitu a ve feritu. Zvyšuje se tak houževnatost ocelí.
Žíhání na měkko (sferoidizační žíhání) Se provádí za účelem snížení tvrdosti středně a vysokouhlíkových ocelí před třískovým obráběním, nebo za účelem zvýšení homogenizace struktury před kalením. Tvrdost ocelí se při žíhání snižuje z toho důvodu, že lamely perlitického cementitu se sbalují do globulí, takže výsledkem procesu jsou globule cementitu uložené ve feritické matrici. Nízkouhlíkové ocele nemá smysl tímto způsobem žíhat, neboť jsou samy o sobě měkké již ve stavu po tváření, pokud nejsou zpevněné za studena. Toto žíhání se uskutečňuje při teplotách většinou mírně pod Ac1 a dobách 2 až 4 hodiny. Ochlazování se děje téměř vždy v peci.
Žíhání na měkko
Patentování zvláštní případ izotermického rozpadu austenitu v lázních o teplotě 450-550°C. Struktura – jemný perlit (troostit) a bainit. Výroba patentovaného drátu s vysokou pevností (lana, pružiny)
Tepelné zpracování nástrojů z RO
Pokles tvrdosti kalené uhlíkové nástrojové oceli v závislosti na popouštěcí teplotě
Čelní zkouška prokalitelnosti
Pás prokalitelnosti
Povrchové kalení plamenem
Povrchové kalení – indukční ohřev
Tvrdost uhlíkových ocelí v závislosti na obsahu uhlíku
Cementování Povrch měkké oceli ( C max. 0,2 %) nasycujeme uhlíkem při teplotách nadAc₃ na obsah 0,7 -0,9 % C. Zakalením dosáhneme vysokou tvrdost a zachová se houževnatost jádra Plynné prostředí - a) v peci z cementačního prášku mleté dřevené uhlí + 7-20% uhličitan barnatý b) v šachtových pecích „Monocarb“ – směs uhlovodíků a vzduchu Kapalné prostředí - solné lázně (kyanid sodný) Teploty 850-950°C Nitridování Sycení povrchu dusíkem –reaguje s Fe a Al, Cr vytváří tvrdé nitridy Teploty 500-600°C Plynné prostředí - čpavek Kapalné prostředí - kyanid sodný a kyanatan draselný
Rychlost růstu cementované vrstvy
Komorová pec plynová
Plynová muflová pec
Elektrická odporová pec
Šachtová pec Monocarb
Bubnová kalící pec
Komorový kalící agregát Birlec s ochrannou atmosférou a nuceným oběhem atmosféry