Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Technická příprava výroby

2
Cíl a hlavní úkoly TPV Cíle: Hlavní úkoly: Před započetím výroby
Tvar a funkční vlastnosti výrobku Úspornost výroby Hlavní úkoly: Prodejní kolekce Technologické podklady pro kalkulaci Technická dokumentace Zabezpečení výroby TPV probíhá před započetím výroby a má zajistit organizační a technické práce. Jejím cílem je zajistit, aby výrobek měl požadovaný tvar a funkční vlastnosti. Zároveň také zajišťuje úspornost výroby. Hlavními úkoly TPV tedy je: Tvorba a příprava prodejní kolekce Zpracování technologických podkladů pro kalkulaci a určení ceny výrobku Příprava technické dokumentace pro výrobní proces A zabezpečení celé výroby s využitím nejlepší techniky, nejoptimálnější technologie a zajištění maximální efektivnosti.

3
Rozdělení TPV Podle času: Podle obsahu: Před kontraktama
Po kontraktech Výrobní fáze Podle obsahu: Modelová a návrhová tvorba Konstrukční tvorba Technologická tvorba TPV lze rozdělit z hlediska časového a z hlediska obsahového. Z časového hlediska rozlišujeme TPV: Před kontraktama Po kontraktech A výrobní fázi Kontrakty: Jsou smlouvy, které sepisuje výrobce se zákazníkem Před kontraktama se provádí: Vypracovávají se návrhy nových druhů výrobků Vypracovávají se základní střihové konstrukce a modelují se střihy Určuje se spotřeba materiálu na kalkulační velikost Zhotovuje se modelový výrobek, jeho technologický předpis a cenová kalkulace Po kontraktech: Se zhotovují střihové šablony Určují se operativní normy spotřeby materiálu Zpracovává se koneční pracovní předpis Zhotoví se prototyp a určí se operativní kalkulace daného výrobku Výrobní fáze: Mistr zhotovuje porovnávací vzorek Zpracovává se výrobní postup a plán podlaží Zabíhá se nová výroba Podle obsahu rozlišujeme v TPV: Modelovou a návrhovou tvorbu Konstrukční tvorbu A technologickou tvorbu Modelová a návrhová tvorba Probíhá zde tvarový vývoj a modelování základních stříhů Konstrukční tvorba Dochází zde ke správnému vymodelování střihu Technologická tvorba Zpracovává se zde technologie výroby a kalkulace kolekce

4
Časová osa kolekce Roční Jedna kolekce Jaro-léto Podzim-zima
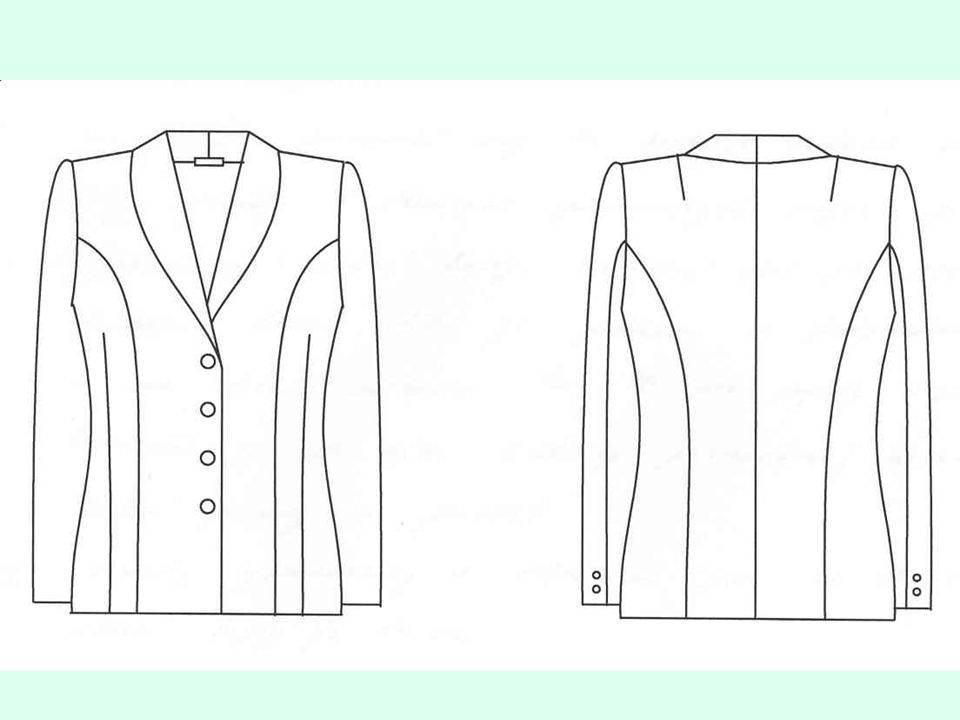
Listopad – ½ března Podzim-zima Duben – začátek září Hluchá místa ½ března – začátek dubna Září – začátek listopadu Jedna kolekce Nákup materiálu a tvarový vývoj (4-6) Tvorba kolekce (4-8) Cenová kalkulace (1-2) Žírovací komise (1-2dny) Hlavní prodejní období (4-8) Tvorba jednotlivých kolekcí probíhá podle daného schématu. Z hlediska celého roku rozlišujeme dvě základní kolekce, a to kolekci: Jaro-léto, jejíž výroba probíhá od listopadu do ½ března A podzim-zima, jejíž výroba probíhá od dubna do začátku září Období od ½ března do začátku dubna a od září od začátku listopadu se nazývají hluchá místa a v této době probíhají různé opravy nebo mají zaměstnanci flexibilní pracovní dobu Tvorbu jedné kolekce lze rozdělit do několika následujících kroků: V první fázi probíhá nákup materiálů a tvarový vývoj Toto období trvá 4-6 týdnů Nakupují se kupóny materiálů, které budeme potřebovat pro výrobu kolekce Kupón je 5-10m látky Tvarový vývoj zahrnuje: Vytvoření kolekce výrobků Provádí se na počítači a výsledkem je plošný nákres výrobku se všemi detaily, doplňky a ozdobami Konečným výsledkem celého tvarového vývoje je technický nákres jednotlivých výrobků, který obsahuje: Grafické vyjádření návrhu v přesném měřítku Čelní pohled – 1:10 Zadní pohled – 1:20 Součásti – 1:5 Dále ho lze také doplnit technickými kótami a údaji TN je hlavním podkladem nejen pro výrobu, ale i pro obchodní a kontrolní činnost Jeho součástí může být i stručný technický popis, který je umístěný hned pod nákresem Závěrem celého období komise zhodnotí navrženou kolekci a vybere výrobky, které se zpracují Pro vybrané výrobky se pracuje technická dokumentace a vymodelují se stříhy Další fází výroby kolekce je samotná tvorba prodejní kolekce Toto období trvá 4-8 týdnů Množství zhotovených kusů závisí na stylu prodejce V malých podnicích se vyrábí přímo na dílně, čímž se ověří správnost technologického postupu Po vytvoření kolekce následuje cenová kalkulace výrobků Toto období trvá 1-2 týdny Jeho cílem je ohodnotit jednotlivé modely z hlediska náročnosti materiálové, mzdové a režijní Každý výrobek se oceňuje pomocí normohodin, které určují kolik času potřebuje pracovník na zhotovení celého výrobku Cena výrobku se určí jako součet: Přímých mezd Materiálových nákladů Režijních nákladů A zisku, který tvoří asi 10 – 20% z úplných vlastních nákladů. Jestliže je zpracována cenová kalkulace a určena cena výrobku, potom je celá kolekce předvedena žírovací komisi Kterou tvoří návrháři, ekonomové a odbytáři Jejím úkolem je celkově zhodnotit výrobky, případně vyřadit příliš nákladné modely nebo ty, které se nebudou dobře prodávat Práce této komise trvá 1-2 dny Poslední fází výroby kolekce je hlavní prodejní období Dochází k nákupu části materiálu potřebného k výrobě požadovaných výrobků, což je 20-30% Dále se zahajuje dopracování materiálů pro výrobu a nakonec se dokupuje materiál do 100%
 Tvorba kolekce (4-8) Cenová kalkulace (1-2) Žírovací komise (1-2dny) Hlavní prodejní období (4-8) Tvorba jednotlivých kolekcí probíhá podle daného schématu. Z hlediska celého roku rozlišujeme dvě základní kolekce, a to kolekci: Jaro-léto, jejíž výroba probíhá od listopadu do ½ března. A podzim-zima, jejíž výroba probíhá od dubna do začátku září. Období od ½ března do začátku dubna a od září od začátku listopadu se nazývají hluchá místa a v této době probíhají různé opravy nebo mají zaměstnanci flexibilní pracovní dobu. Tvorbu jedné kolekce lze rozdělit do několika následujících kroků: V první fázi probíhá nákup materiálů a tvarový vývoj. Toto období trvá 4-6 týdnů. Nakupují se kupóny materiálů, které budeme potřebovat pro výrobu kolekce. Kupón je 5-10m látky. Tvarový vývoj zahrnuje: Vytvoření kolekce výrobků. Provádí se na počítači a výsledkem je plošný nákres výrobku se všemi detaily, doplňky a ozdobami. Konečným výsledkem celého tvarového vývoje je technický nákres jednotlivých výrobků, který obsahuje: Grafické vyjádření návrhu v přesném měřítku. Čelní pohled – 1:10. Zadní pohled – 1:20. Součásti – 1:5. Dále ho lze také doplnit technickými kótami a údaji. TN je hlavním podkladem nejen pro výrobu, ale i pro obchodní a kontrolní činnost. Jeho součástí může být i stručný technický popis, který je umístěný hned pod nákresem. Závěrem celého období komise zhodnotí navrženou kolekci a vybere výrobky, které se zpracují. Pro vybrané výrobky se pracuje technická dokumentace a vymodelují se stříhy. Další fází výroby kolekce je samotná tvorba prodejní kolekce. Toto období trvá 4-8 týdnů. Množství zhotovených kusů závisí na stylu prodejce. V malých podnicích se vyrábí přímo na dílně, čímž se ověří správnost technologického postupu. Po vytvoření kolekce následuje cenová kalkulace výrobků. Toto období trvá 1-2 týdny. Jeho cílem je ohodnotit jednotlivé modely z hlediska náročnosti materiálové, mzdové a režijní. Každý výrobek se oceňuje pomocí normohodin, které určují kolik času potřebuje pracovník na zhotovení celého výrobku. Cena výrobku se určí jako součet: Přímých mezd. Materiálových nákladů. Režijních nákladů. A zisku, který tvoří asi 10 – 20% z úplných vlastních nákladů. Jestliže je zpracována cenová kalkulace a určena cena výrobku, potom je celá kolekce předvedena žírovací komisi. Kterou tvoří návrháři, ekonomové a odbytáři. Jejím úkolem je celkově zhodnotit výrobky, případně vyřadit příliš nákladné modely nebo ty, které se nebudou dobře prodávat. Práce této komise trvá 1-2 dny. Poslední fází výroby kolekce je hlavní prodejní období. Dochází k nákupu části materiálu potřebného k výrobě požadovaných výrobků, což je 20-30% Dále se zahajuje dopracování materiálů pro výrobu a nakonec se dokupuje materiál do 100%")
5
Technická dokumentace
Cíl: Zpracování dokumentace ke každému výrobku Technicko-hospodářské normy Normy spotřeby času Připomínky z výroby prototypu a změny z prodeje Upřesnění technického popisu modelu Části: TN, TP Soupis operací Pracovní předpis Pracovní postup (analýza) Normování výkonu Kvalifikační třídy operací Mzdová sazba na operaci Cílem technické dokumentace je přehledné zpracování potřebných podkladů pro každý modelový výrobek. Kromě technických dat obsahuje dále: Technicko hospodářské normy spotřeby materiálu Normy spotřeby času Zpracovává také připomínky, které byly získány při výrobě prototypu a změny, které vyplývají z prodeje Ve výsledku dochází tedy k upřesnění technického popisu modelu, například k definování švových a koncových záložek, prošití, vnitřního vybavení výrobku, zpracování odchylek od původního modelu Hlavními částmi technické dokumentace jsou: Soupis operací Pracovní předpis Pracovní postup Normativy výkonu Kvalifikační třídy Mzdová sazba na operaci Tyto prvky si dále popíšeme.
 Normování výkonu. Kvalifikační třídy operací. Mzdová sazba na operaci. Cílem technické dokumentace je přehledné zpracování potřebných podkladů pro každý modelový výrobek. Kromě technických dat obsahuje dále: Technicko hospodářské normy spotřeby materiálu. Normy spotřeby času. Zpracovává také připomínky, které byly získány při výrobě prototypu a změny, které vyplývají z prodeje. Ve výsledku dochází tedy k upřesnění technického popisu modelu, například k definování švových a koncových záložek, prošití, vnitřního vybavení výrobku, zpracování odchylek od původního modelu. Hlavními částmi technické dokumentace jsou: Soupis operací. Pracovní předpis. Pracovní postup. Normativy výkonu. Kvalifikační třídy. Mzdová sazba na operaci. Tyto prvky si dále popíšeme.")
6
Části technické dokumentace
Soupis operací Pracovní předpis Pracovní postup (analýza) Normování výkonu Kvalifikační třídy operací Mzdová sazba na operaci
 Normování výkonu. Kvalifikační třídy operací. Mzdová sazba na operaci.")
7
1) Soupis operací Znaky: Fáze operace: Stručný Srozumitelný Obsahuje:
Operace je nejmenší prvek pracovního procesu při zpracovávání výrobku. Znaky: Stručný Srozumitelný Obsahuje: Pracovní pomůcky Mzdový tarif Kvalifikační třídu Pracovní karta operace Stavebnicový systém Fáze operace: Přípravná Manipulace s šitým dílem Hlavní Vlastní proces (šití, žehlení) Dokončovací Odložení dílu Hlavní součástí technické dokumentace je soupis operací. Jedna operace tvoří nejmenší prvek pracovního procesu při zpracování výrobku. Hlavními znaky soupisu operací je stručnost a srozumitelnost. Ke každé operaci musí být dále přiřazena kvalifikační třída a mzdový tarif. Kromě toho se ještě uvádí pracovní pomůcky potřebné pro danou operaci. Vhodné je využít pracovních karet operací, což umožňuje vytvořit stavebnicový systém. U každé operace lze rozlišit tři základní fáze: V přípravné fázi dochází k manipulaci s šitým materiálem a k jeho přípravě před započetím šití - např. srovnání dílů před šitím podle značek nebo navrstvení dílu a podlepovací výstužné vložky V hlavní fázi operace dochází k vlastnímu procesu – např. šití, žehlení, technická kontrola… Poslední fáze je dokončovací a zde dochází k odložení dílu z pracovní oblasti.
 Dokončovací. Odložení dílu. Hlavní součástí technické dokumentace je soupis operací. Jedna operace tvoří nejmenší prvek pracovního procesu při zpracování výrobku. Hlavními znaky soupisu operací je stručnost a srozumitelnost. Ke každé operaci musí být dále přiřazena kvalifikační třída a mzdový tarif. Kromě toho se ještě uvádí pracovní pomůcky potřebné pro danou operaci. Vhodné je využít pracovních karet operací, což umožňuje vytvořit stavebnicový systém. U každé operace lze rozlišit tři základní fáze: V přípravné fázi dochází k manipulaci s šitým materiálem a k jeho přípravě před započetím šití - např. srovnání dílů před šitím podle značek nebo navrstvení dílu a podlepovací výstužné vložky. V hlavní fázi operace dochází k vlastnímu procesu – např. šití, žehlení, technická kontrola… Poslední fáze je dokončovací a zde dochází k odložení dílu z pracovní oblasti.")
9
Části technické dokumentace
Soupis operací Pracovní předpis Pracovní postup (analýza) Normování výkonu Kvalifikační třídy operací Mzdová sazba na operaci
 Normování výkonu. Kvalifikační třídy operací. Mzdová sazba na operaci.")
10
2) Pracovní předpis Rozdělení: Části: Výroba součástí Předmontáž
Malé díly Předmontáž Hlavní díly, plošný útvar Montáž Výrobek, prostorový útvar Dokončení Technická kontrola Části: TN TP stručný a podrobný Technické a ekonomické údaje o výrobku a dílně Soupis operací Další částí technické dokumentace je pracovní předpis na daný výrobek. Pracovní předpis tvoří soubornou technologicko-ekonomickou dokumentaci. Jednotlivé operace seskupuje do montážních celků. V každém pracovním předpisu lze rozlišit 4 hlavní fáze a to výrobu součástí, předmontáž, montáž a dokončení. Ve fázi výroby součástí se zpracovávají malé díly ve velkém množství. Ve fázi předmontáže se zpracovávají velké hlavní díly v menším množství a vzniká plošný útvar. Ve fázi montáže již vzniká prostorový útvar, s nímž je obtížnější manipulace. Poslední je fáze dokončení a zde probíhá hlavně technická kontrola výrobku či adjustace. Každý pracovní předpis se skládá z několika hlavních částí: Technický nákres Zobrazuje výrobek z několika pohledů nejčastěji zepředu a zezadu, případně i zevnitř Technický popis Stručný TP se umísťuje přímo pod TN a charakterizuje základní tvar výrobku Podrobný TP je umístěn na následující straně a podrobně popisuje vypracování výrobku a upozorňuje na neviditelné součásti Technické a ekonomické údaje Týkají se výrobku a dílny jako celku Např.: pracnost v NH, mzda výrobních dělníků … Soupis operací Seznam všech operací, které vedou ke zhotovení výrobku Musí obsahovat údaje o: Čase na operaci Kvalifikační třídě Mzdový tarif

12
Části technické dokumentace
Soupis operací Pracovní předpis Pracovní postup (analýza) Normování výkonu Kvalifikační třídy operací Mzdová sazba na operaci
 Normování výkonu. Kvalifikační třídy operací. Mzdová sazba na operaci.")
13
3) Pracovní postup (analýza)
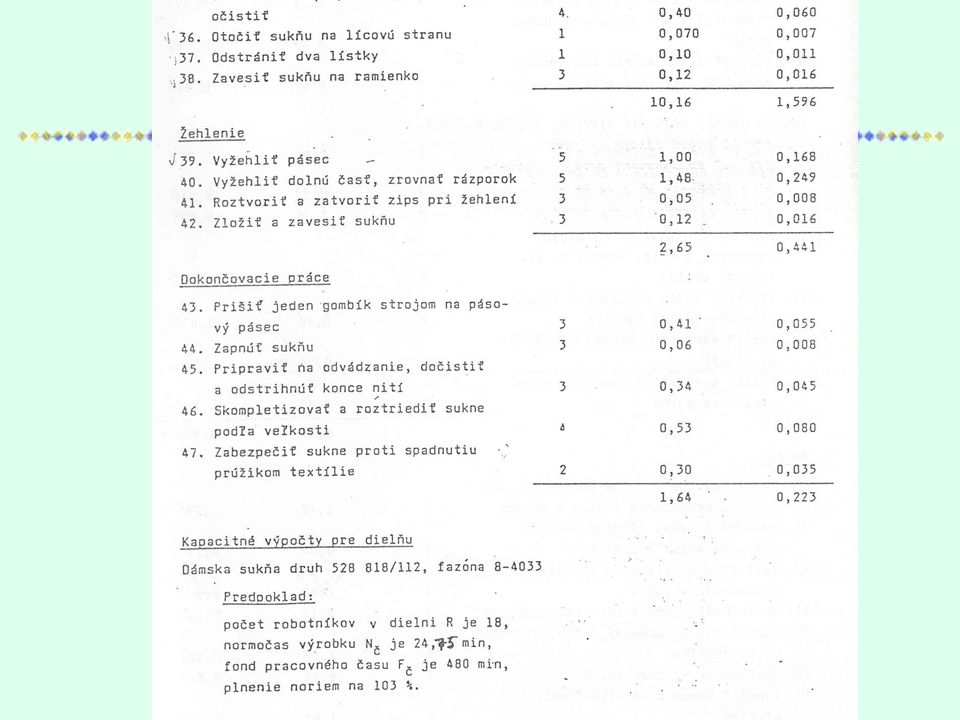
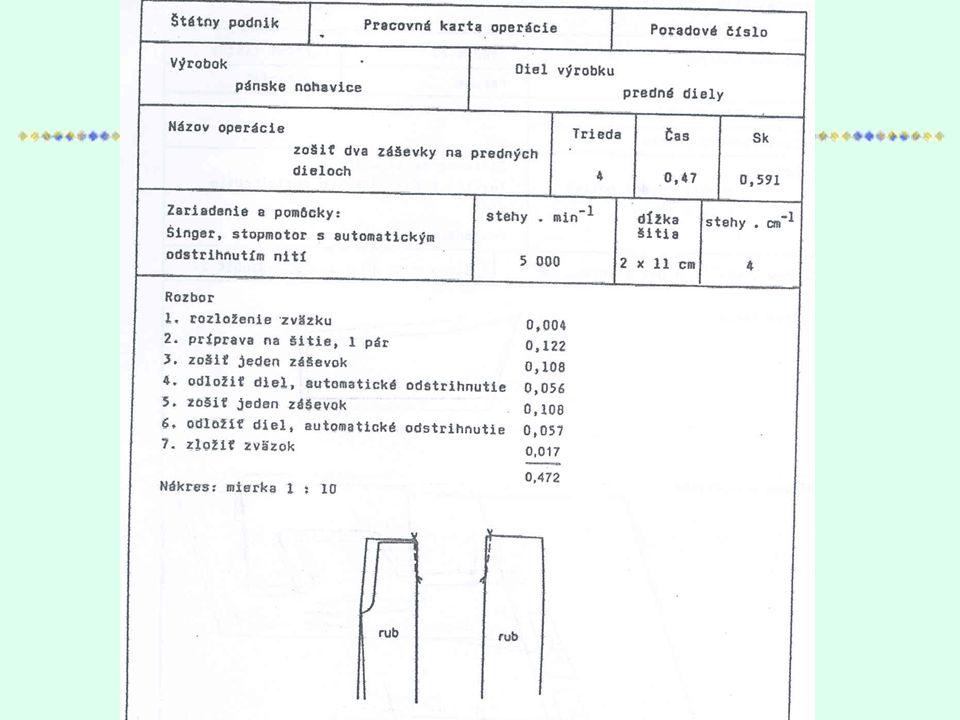
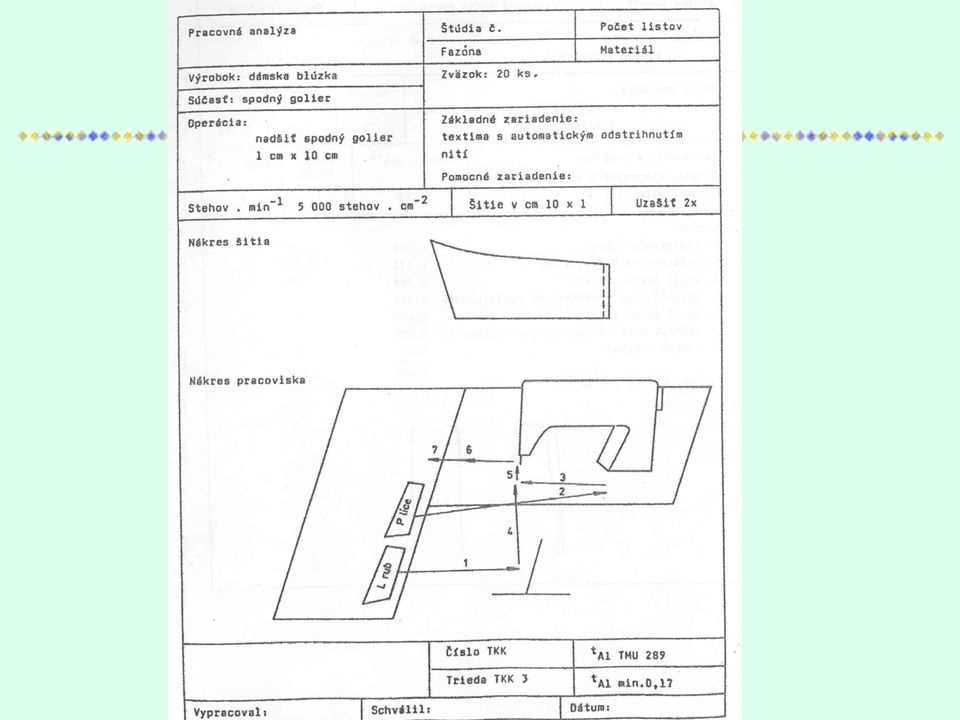
Cíl: Souhrn navazujících úkonů a pohybů Norma času Pracovní karta operace: Fazóna Zpracovávaný díl Název operace Kvalifikační třída Norma času Mzda Údaje o stroji a zařízeních Rozbor operace Nákres mikropracoviště Pracovní analýza je rozbor jedné operace z hlediska úkonů a pohybů. Jejím cílem je vytvořit souhrn těchto úkonů a pohybů tak, jak na sebe navazují. Výsledkem analýzy je norma spotřeby času na operaci. Každá operace má vlastní pracovní kartu. To umožňuje vytváření stavebnicového řazení operací. Pracovní karta operace by měla obsahovat: Označení fazóny Který díl je zpracováván Výstižný název operace Kvalifikační třídu operace, normu času a mzdu Také by zde měly být uvedeny údaje o použitém stroji a zařízeních (např.: otáčky stroje, délka šití, počet stehů do 1 cm, přídavná zařízení…) Součástí pracovní karty je také nákres mikropracoviště a analýza úkonů
 Součástí pracovní karty je také nákres mikropracoviště a analýza úkonů.")
16
Části technické dokumentace
Soupis operací Pracovní předpis Pracovní postup (analýza) Normování výkonu Kvalifikační třídy operací Mzdová sazba na operaci
 Normování výkonu. Kvalifikační třídy operací. Mzdová sazba na operaci.")
17
4) Normování výkonu Úkol: Typy norem: Opravy: Metody: Výkonové normy
Dodržování Rezervy Typy norem: Norma času Norma množství Opravy: Změna techniky, technologie, sortimentu Metody: Snímkování práce Snímek pracovního dne Chronometrážní záznam Rozborové metody Sborník prvotních a druhotných normativů Metoda předem určených časů (MTM) Work-Factor (WF) Cílem normování výkonu je vytvořit výkonové normy, sledovat jejich dodržování a odhalovat rezervy v technologii zpracování výrobku nebo v práci pracovnic. Můžeme rozlišit normu času a normu množství. Norma času udává spotřebu času pracovníka na zpracování určité operace. Uvádí se v NH nebo Nmin. Norma množství udává počet jednotek, které má pracovník zpracovat za určitou časovou jednotku. Normy se nemusí vytvářet vždy pro každý výrobek, ale většinou se vypracují jednou. K přepracování se přistupuje tehdy, jestliže změníme používané stroje, výrobní technologii nebo sortiment. Normování výkonu lze provádět několika metodami. Tyto metody lze rozdělit na metody snímkování práce a na metody rozborové. Jednotlivé metody si stručně přiblížíme.
 Work-Factor (WF) Cílem normování výkonu je vytvořit výkonové normy, sledovat jejich dodržování a odhalovat rezervy v technologii zpracování výrobku nebo v práci pracovnic. Můžeme rozlišit normu času a normu množství. Norma času udává spotřebu času pracovníka na zpracování určité operace. Uvádí se v NH nebo Nmin. Norma množství udává počet jednotek, které má pracovník zpracovat za určitou časovou jednotku. Normy se nemusí vytvářet vždy pro každý výrobek, ale většinou se vypracují jednou. K přepracování se přistupuje tehdy, jestliže změníme používané stroje, výrobní technologii nebo sortiment. Normování výkonu lze provádět několika metodami. Tyto metody lze rozdělit na metody snímkování práce a na metody rozborové. Jednotlivé metody si stručně přiblížíme.")
18
Metody normování výkonu
Snímkování práce Snímek pracovního dne Chronometrážní záznam Rozborové metody Sborník prvotních a druhotných normativů Metoda předem určených časů (MTM) Work-Factor (WF)
 Work-Factor (WF)")
19
4a) Snímkování práce Snímek pracovního dne Chronometrážní záznam
Průběh pracovního dne Využití strojů a zařízení Získáme: Čistý čas práce Čas nutných přestávek Čas přestávek podmínečně nutných Ztráty času Chronometrážní záznam Čas jedné operace Zapisuje normovač do pracovního listu Není objektivní U několika pracovnic Snímkování práce se provádí pomocí stopek a přímého sledování pracovnic. Můžeme rozlišit dvě metody snímkování práce a to snímek pracovního dne a chronometrážní záznam. Pomocí snímku pracovního dne získáme informace o celkovém průběhu dne a o využití jednotlivých strojů a zařízení. To znamená, že dostaneme: Čistý čas práce Čas nutných přestávek jako je oběd a svačina Čas přestávek podmínečně nutných jako je údržba nebo vedlejší práce A časové ztráty Pomocí chronometrážního záznamu zjišťujeme operativní čas jedné operace. Měřený čas zapisuje normovač do pracovního listu, kde má operaci rozdělenou na jednotlivé úkony. Sledovaná pracovnice musí být s měřením předem seznámena. Měření není objektivní, protože závisí na pracovnici a jejím psychickém stavu. Proto se provádí u několika pracovnic v různém čase, ale pracovnice musí mít stejnou kvalifikaci a pracovat na stejném stroji.

20
Metody normování výkonu
Snímkování práce Snímek pracovního dne Chronometrážní záznam Rozborové metody Sborník prvotních a druhotných normativů Metoda předem určených časů (MTM) Work-Factor (WF)
 Work-Factor (WF)")
21
4b) Rozborové metody Sborníky normativů MTM Work-Factor
Analýza operace Část Díl krátký a dlouhý Výrobek krátký a dlouhý Časy práce (hledají se ve sbornících) Čistý čas práce Vedlejší Hlavní Vedlejší závislé Přestávky MTM Pohyby Základní Kombinované 1TMU = 0,00001hod Work-Factor Obdoba MTM Modifikace: Zjednodušená Zkrácená Zrychlená Rozborové metody jsou založená na rozkladu jedné operace na jednotlivé pohyby a úkony, k nimž je přiřazena určitá norma času. Celkový čas operace je pak dán jejich součtem. První rozborovou metodou jsou sborníky prvotních a druhotných normativů. Nejdříve je třeba provést analýzu operace a ke každému úkonu se vyhledají časy. U každé operace rozlišujeme, zda se zpracovává malá část (patka), díl krátký(PD halenky, PD kalhot), díl dlouhý(PD šatů), výrobek krátký(halenka, kalhoty) nebo výrobek dlouhý (šaty, plášť). Čas operace rozdělujeme na 2 hlavní části a to: Čistý čas práce Čas práce vedlejší – sem patří přípravné práce na vykonání operace Čas práce hlavní – zde se vykonává hlavní část operace, např. šití, žehlení… Čas práce vedlejší závislé – tyto operace se nemusí dělat vždy, patří sem např. navlečení nitě, ořezání tužky Čas nutných a podmínečně nutných přestávek – počítá se jako procentuální přirážka k čistému času práce Další metodou je MTM neboli metoda předem stanovených časů.Tato metoda je založená na podrobném rozboru vykonané operace. Metoda rozlišuje: Základní pohyby 8 základních pohybů 9 pohybů těla 2 pohyby očí Kombinované pohyby Následné Kombinované Současné Složené Třetí metodou je metoda Work-Factor, která je obdobou metody MTM. Jsou zde také předem definované pohyby a k nim přiřazené časy. Lze rozlišit 4 modifikace: Základní – vychází ze základních pohybů, lze ji aplikovat v hromadné výrobě Zjednodušení – soustřeďuje pohyby do větších celku, může se použít ve středně-sériových výrobách Zkrácená – nevyžaduje velkou přesnost rozboru, je určena pro malosériovou výrobu Zrychlená – má zjednodušená pravidla pro výpočet norem, lze ji použít pro plánování a kalkulaci
 Čistý čas práce. Vedlejší. Hlavní. Vedlejší závislé. Přestávky. MTM. Pohyby. Základní. Kombinované. 1TMU = 0,00001hod. Work-Factor. Obdoba MTM. Modifikace: Zjednodušená. Zkrácená. Zrychlená. Rozborové metody jsou založená na rozkladu jedné operace na jednotlivé pohyby a úkony, k nimž je přiřazena určitá norma času. Celkový čas operace je pak dán jejich součtem. První rozborovou metodou jsou sborníky prvotních a druhotných normativů. Nejdříve je třeba provést analýzu operace a ke každému úkonu se vyhledají časy. U každé operace rozlišujeme, zda se zpracovává malá část (patka), díl krátký(PD halenky, PD kalhot), díl dlouhý(PD šatů), výrobek krátký(halenka, kalhoty) nebo výrobek dlouhý (šaty, plášť). Čas operace rozdělujeme na 2 hlavní části a to: Čistý čas práce. Čas práce vedlejší – sem patří přípravné práce na vykonání operace. Čas práce hlavní – zde se vykonává hlavní část operace, např. šití, žehlení… Čas práce vedlejší závislé – tyto operace se nemusí dělat vždy, patří sem např. navlečení nitě, ořezání tužky. Čas nutných a podmínečně nutných přestávek – počítá se jako procentuální přirážka k čistému času práce. Další metodou je MTM neboli metoda předem stanovených časů.Tato metoda je založená na podrobném rozboru vykonané operace. Metoda rozlišuje: Základní pohyby. 8 základních pohybů. 9 pohybů těla. 2 pohyby očí. Kombinované pohyby. Následné. Kombinované. Současné. Složené. Třetí metodou je metoda Work-Factor, která je obdobou metody MTM. Jsou zde také předem definované pohyby a k nim přiřazené časy. Lze rozlišit 4 modifikace: Základní – vychází ze základních pohybů, lze ji aplikovat v hromadné výrobě. Zjednodušení – soustřeďuje pohyby do větších celku, může se použít ve středně-sériových výrobách. Zkrácená – nevyžaduje velkou přesnost rozboru, je určena pro malosériovou výrobu. Zrychlená – má zjednodušená pravidla pro výpočet norem, lze ji použít pro plánování a kalkulaci.")
22
Části technické dokumentace
Soupis operací Pracovní předpis Pracovní postup (analýza) Normování výkonu Kvalifikační třídy operací Mzdová sazba na operaci
 Normování výkonu. Kvalifikační třídy operací. Mzdová sazba na operaci.")
23
5a) Kvalifikace operace
Kvalifikační katalog Charakter povolání Kvalifikační požadavky na výkon činnosti Příklady pracovních činností Zařazení pracovníka Odborné vzdělání Délka praxe Druh vykonávané práce Kvalifikační stupeň Požadované vzdělání nebo odborná praxe Rozdělení práce Jednoduchá Složitější Složitá Tarifní třída činnosti Složitost, odpovědnost, obtížnost a namáhavost Každá operace musí mít také uvedenou kvalifikační třídu, do které je zařazena. Zároveň je každý pracovník zařazen do určitého kvalifikačního stupně a tarifní třídy. Kvalifikační katalog je soubor kvalifikačních charakteristik příslušného povolání v určitém kvalifikačním stupni a třídě. Ke každému povolání jsou zde uvedeny příklady pracovních činností. Jednotliví pracovníci se zařazují podle svého odborného vzdělání, délky praxe a vykonávané práce. Kvalifikační stupeň je číselné označení vyžadovaného nebo získaného vzdělání. Do kvalifikačních stupňů se zařazují pracovníci podle vzdělání a získané odborné praxe. Podle složitosti a rozeznáváme práce jednoduché, složitější a složité. Jednoduché práce jsou krátké na zpracování, pracovník nepotřebuje mnoho teoretických znalostí, operace nemají podstatný vliv na vzhled výrobku. Patří sem např.: odstřih nití, vyndávání špendlíků. Složitější práce již vyžadují vyučení nebo výcvik, operace ovlivňují vzhled výrobku a jeho vlastnosti, většinou se provádí na strojích a vyžaduje delší čas. Patří sem např.: spojování dílů, obnitkování, přišívání knoflíků, zažehlování. Složité práce vyžadují vyučení a často i speciální kurzy, podstatně ovlivňují konstrukci výrobku, jeho funkční a užitné vlastnosti. Často se vykonávají na speciálních strojích. Patří sem např.: montáž rukávů, dílů, tvarové řezání, sestavování střihových poloh. Tarifní třída určuje stupeň složitosti, obtížnosti, odpovědnosti a namáhavosti pracovní činnosti. Tarifní třídy odpovídají mzdovým tabulkám, přičemž 1. tarifní třída odpovídá minimální mzdě.

24
5b) Odměňování pracovníků
Mzdy: Časová Úkolová Smíšená Smíšená úkolová Smíšená podílová Další ohodnocení: Prémie Osobní ohodnocení Mimořádné odměny Jiné součásti mzdy: Podíl na hospodářském výsledku Náhrada mzdy Nemocenská Každý pracovník má za vykonanou práci nárok na nějakou odměnu. Nejčastěji je touto odměnou mzda. Můžeme rozlišit tři základní typy mezd a to mzdu časovou, úkolovou a smíšenou. Časovou mzdu dostávají pracovníci, u nichž nelze práci zúkolovat, takže to jsou např.: pracovníci technicko-hospodářští, dělníci nevýrobních profesí nebo vývojoví pracovníci Úkolovou mzdu dostávají pracovníci tam, kde plní určité úkolové ukazatele a jejich práce je tedy znormována. Sem patří výrobní dělníci. Smíšenou mzdu používáme tehdy, pokud chceme pracovníky dobře motivovat. Můžeme mít smíšenou úkolovou mzdu nebo smíšenou podílovou. Vždy je jednou složkou časová mzda a druhou tvoří buď mzda úkolová nebo podílová. Kromě mzdy může pracovník dostat ještě prémie za splnění určitého předem definovaného ukazatele, osobní ohodnocení či mimořádné odměny, které se udělují za plnění mimořádných nebo jednorázových úkolů, které nesouvisí s pracovní náplní. Dále jsou součástí mzdy také náhrady mzdy nebo nemocenská. Někteří pracovníci mohou také získat podíl na hospodářském výsledku.

25
Výrobní proces Podmínky: Sled operací Výrobní prostory
Výrobní technika Výrobní technologie Potřeby trhu Plynulost výroby Bez prostojů Plán výroby Pracovní kalendář Výrobní příkaz Operativní změny Sled operací Výstřih součástí a dílů Kompletace a vybavení Fixace Odvoz na šicí dílnu Šicí proces Kompletace výrobků Odvážení, fakturace, expedice Ve výrobním procesu dochází k samotnému zhotovení jednotlivých výrobků. Aby mohl výrobní proces v pořádku proběhnout, musí být splněny určité výrobní podmínky. Samozřejmě musí být pro zajištěny dostatečné výrobní prostory a potřebná technická zařízení. Vzhledem k tomu musí být navržena vhodná výrobní technologie. Vznikající výrobky musí splňovat potřeby trhu, abychom nevyráběli něco, co se nebude prodávat. Nejdůležitější částí je zajištění plynulosti výroby, která by měla být bez zbytečných prostojů. To závisí na vhodné volbě výrobní techniky, výrobní technologie a vhodném zásobování. Proto se vytváří pracovní kalendář, kde je zaznamenán plán výroby. Z tohoto plánu poté vychází výrobní příkazy pro jednotlivé pracovní dny. Kromě toho je také třeba zahrnout operativní změny, které jsou dány tím, jak jsou plněny jednotlivé výrobní plány. Každý výrobní proces je charakterizován určitým ustáleným sledem operací, které zajišťují správné zhotovení výrobků. Prvním krokem výrobního procesu je výstřih součástí a dílů Následuje jejich kompletace a vybavení Dále dochází k fixaci dílů Poté se díly dopravují na šicí dílnu Kde se uskutečňuje vlastní šicí proces Jestliže je více výrobků, které patří k sobě, dochází k jejich kompletaci Hotové díly jsou odváženy do skladu, fakturovány a nakonec expedovány k zákazníkovi

26
Výrobní postup Úkol: Ovlivňující podmínky: Zásady:
Přidělení operací a pracovníků k pracovním místům Ovlivňující podmínky: Pracovní předpis Prostory Kapacita pracovníků Stroje a zařízení Mezioperační doprava Zásady: Technologická návaznost Stejný charakter operací Odpovídající kvalifikace pracovníků Zvládnutelnost Využití strojů a zařízení Kapacita po odečtení absence a nezbytně nutných přestávek Úkolem výrobního postupu je rozdělení jednotlivých operací a pracovníků na jednotlivá pracovní místa. Tvorbu výrobního postupu ovlivňuje několik podmínek a to tím, že: Musíme mít k dispozici vhodné výrobní prostory, výrobní techniku a pracovníky Dále je třeba mít pracovní předpis daného výrobku A zajištěnou mezioperační dopravu Při tvorbě výrobního postupu je třeba dbát některých zásad a to těch, že: By měla jednotlivá pracovní místa na sebe technologicky navazovat Operace umísťované jedné pracovnici, by měly mít stejný charakter a odpovídat kvalifikaci pracovnice Množství přidělené práce musí být zvládnutelné s přihlédnutím ke 100% využití stroje nebo zařízení Celková kapacita dílny je dána až po odečtení daného % absence a nezbytně nutných přestávek

27
Kapacitní výpočty Úkol: Ovlivňující činitelé: Jednotky: Objem výroby
Plánování podniku Ovlivňující činitelé: Fond pracovní doby Počet pracovníků Absence pracovníků Intenzita práce Prostor Stroje a zařízení Jednotky: Množství ks Orientační, nevýhodná Pracnost NH, Nmin Množství společenské práce pro výrobu 1ks výrobku Peníze Ekonomické hodnocení Ohodnocení výrobku vzhledem k množství vykonané práce Kapacitní výpočty slouží hlavně pro zjišťování objemu výroby a pro operativní plánování podniku. Všechny výpočty jsou ovlivněny několika činiteli a to: Fondem pracovní doby, který většinou představuje 7,2 hodiny při 8 hodinové pracovní době a odečtení přestávek Celkovým počtem pracovníků a jejich absencí Intenzitou práce Pracovním prostorem Stroji a zařízeními, která jsou k dispozici Kapacitu můžeme určovat v jednotkách množství, pracnosti nebo peněz. Množství se udává v kusech hotových výrobků, je to pouze orientační hodnota Pracnost se udává v NH nebo Nmin, je to množství společenské práce pro výrobu 1ks výrobku, je nejpřesnější Peněžní jednotky určují ekonomické zhodnocení, hodnotí výrobek vzhledem k množství vykonané práce

28
Diagram zatížení pracovních míst
Cíl: Rovnoměrné vytížení pracovních míst Kontrola plnění norem Podklad pro ohodnocení pracovníků Výpočet % zatížení: Diagram zatížení pracovních míst nám ukazuje, jak jsou reálně vytížena jednotlivá pracovní místa. Jeho cílem je zajistit rovnoměrnost vytížení jednotlivých pracovních míst. Dále pomocí něj můžeme kontrolovat plnění norem. Je také podkladem pro odhodnocení pracovníků. Zatížení pracovníka se vyjadřuje v % a vypočítá se jako podíl normočasu pracovníka a průměrného zatížení pracovního místa. Výsledné hodnoty se zobrazují pomocí sloupcového grafu. zp zatížení pracovníka Nčp normočas pracovníka Pz zatížení pracovního místa

29
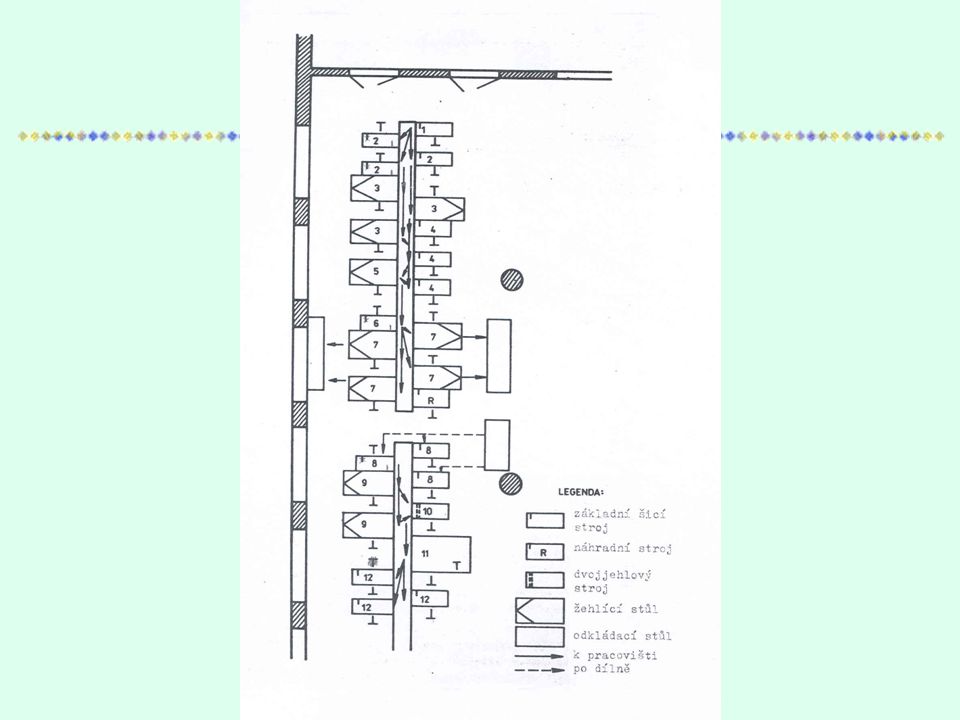
Nákres podlaží Podmínky sestavení: Zobrazení: Výrobní zařízení Prostor
Energetické rozvody Osvětlení, okna Rozvod vody a páry Výrobní systém Výrobní postup Umístění náhradních strojů Zobrazení: Měřítko 1:100 1:50 Vzdálenost mezi pracovními místy 0,60m Legenda Označení všech strojních zařízení Tok materiálu Čísla pracovních míst Nákres podlaží slouží ke zobrazení rozmístění jednotlivých strojů, zařízení a pracovních míst. Také se do něj může zaznamenat tok materiálu. Většinou se zobrazuje v měřítku 1:100 nebo 1:50. Minimální vzdálenost mezi jednotlivými pracovními místy je 0,6 m. Kromě toho by měl nákres podlaží obsahovat legendu, kde budou vysvětlena označení všech strojních zařízení. Také by měl obsahovat čísla jednotlivých pracovních míst. K tomu, abychom mohli sestavit nákres podlaží, musíme mít k dispozici: Seznam používaných výrobních zařízení Nákres pracovního prostoru, v němž bude výroba probíhat Nákres umístěn energetických rozvodů, osvětlení, oken, rozvodů vody a páry Musíme znát výrobní systém – což je typ výrobní linky, způsob odevzdání práce a možnosti mezioperační dopravy Dále by měl být sestaven výrobní postup Součástí je také nákres umístění náhradních strojů

31
Kalkulace nákladů Cíl: Složky: Rozdělení kalkulací: Finanční plán
Plnění plánu Cena výrobku Hospodárnost Efektivnost Složky: Přímý materiál a mzdy Nepřímé náklady Zisk Základní velkoobchodní cena Rozdělení kalkulací: Předběžná Normová Plánová Operativní Přepočtová Výsledná Důležitou součástí TPV je také kalkulace nákladů a následně stanovení ceny výrobku. Hlavními cíli kalkulace je: Zabezpečení podkladů na sestavení finančního plánu Ověřování plnění plánů výroby Stanovení vnitropodnikových cen výrobků, zúčtovacích sazeb a přirážek Sledování, kontrola a hodnocení hospodárnosti a efektivnosti uskutečněných výkonů Zabezpečení podkladů pro cenovou kalkulaci Každá kalkulace zahrnuje následující hlavní složky: Přímý materiál a přímé mzdy Nepřímé náklady Zisk Základní velkoobchodní cenu Z hlediska časových souvislostí rozdělujeme kalkulace na předběžné a výsledné. Předběžné kalkulace lze dále rozdělit podle toho, z jakých podkladů se vychází při přepočtu nákladů na kalkulační jednotku a to na normové a přepočtové. U normových kalkulací se vychází z platných technicko-hospodářských norem Přepočtové kalkulace jsou méně přesné, protože takové normy u nich nejsou k dispozici, a používají se převážně v kusové výrobě nebo jako podklad pro volbu mezi několika možnými variantami. Normové kalkulace lze ještě rozdělit na plánové a operativní Kdy plánové kalkulace vyhází z průměrných hodnot norem v určitém období a berou v úvahu i zlepšení norem. Tyto kalkulace se používají na zabezpečení plánu organizace a odkrývání rezerv ve finančním plánu. Kdežto operativní kalkulace vychází z norem platných v době jejich sestavování. Tyto kalkulace se používají při výrobě a v montážní technologii. Výsledné kalkulace je dána již skutečnými vlastními náklady na jednotlivé kalkulační jednotky, využívá se pro kontrolu předem stanovených nákladů a pro cenové účely.

32
Cena výrobku Způsob tvorby: Cenové normativy Odvození Parametricky
Ze zahraničních relací Z cen vývozu Parametricky Cenové normativy Stavebnicový způsob Kalkulační porovnání Individuálně Dohodou Cenové normativy Soubory norem spotřeby: Přímé mzdy Přímý materiál Přímé vlastní náklady Sazby nepřímých nákladů Zisk Přirážková metoda Nepřímé náklady se stanoví jako %přirážka Kromě výroby je také důležité stanovit cenu výrobku. Cenu výrobku lze vytvořit několika způsoby: Můžeme ji odvodit ze zahraničních cenových relací nebo z vývozní velkoobchodní ceny Můžeme jí stanovit podle nějakého parametru nebo na základě cenových normativů Dále můžeme použít stavebnicový způsob, kalkulační porovnání, individuální cenovou kalkulaci nebo se může dodavatel dohodnout s odběratelem V oděvním průmyslu se nejčastěji pro tvorbu ceny využívají cenové normativy. Tyto normativy jsou tvořeny souborem norem spotřeby přímého materiálu, přímých mezd, přímých vlastních nákladů, sazeb nepřímých nákladů a zisku. Cenová kalkulace se sestavuje přirážkovou metodou, což znamená, že přímé náklady se stanoví přímo na kalkulační jednotku a nepřímé náklady se připočítávají formou procentuální přirážky.

33
Závěr Technická dokumentace Výroba kolekce Výrobní postup
Výrobní proces Odměňování pracovníků Kalkulace nákladů Cena výrobku

Podobné prezentace


















>")
