Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Dílenská technika Obrábění kovů

2
Obrábění kovů Mezi obrábění kovů patří: řezání, pilování, vrtání,
zahlubování, ohýbání, řezání závitů.

3
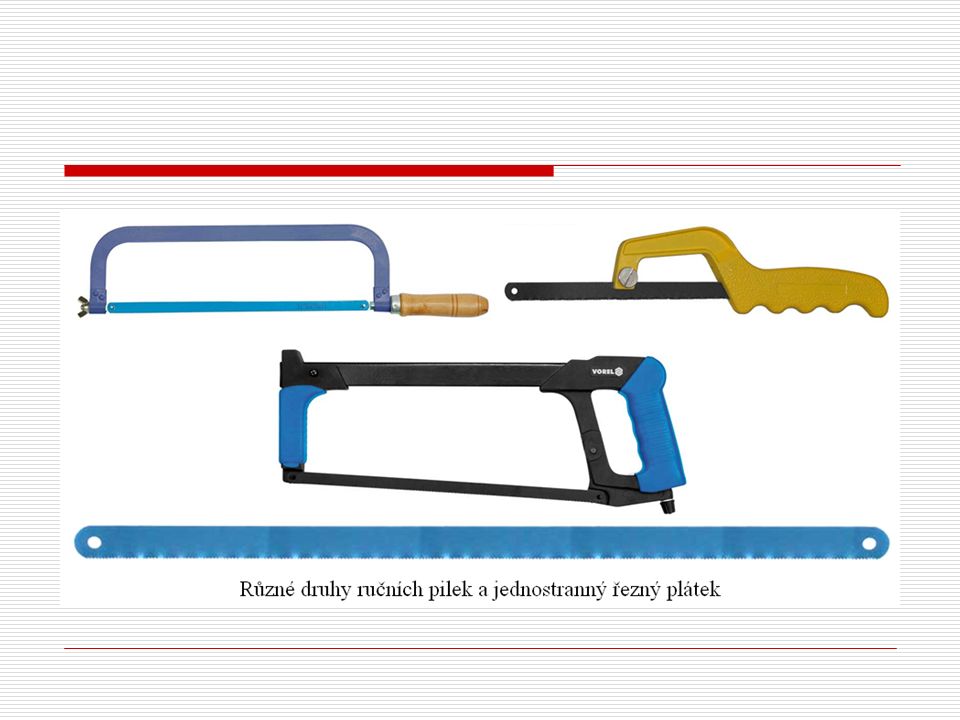
Řezání Řezání je operace při níž se odděluje materiál pilou. Pro měkké kovy jako hliník a měď se používají pilové listy s větší roztečí zubů, pro tvrdé kovy jako oceli a litiny s menší roztečí zubů. Druhy pil: ruční, strojní rámová, strojní kotoučová, strojní pásová

5
Pracovní postup Do rámu se vloží list pilky vždy tak, aby špičky zubů směřovaly dopředu ve směru tlaku řezu. Řezaný materiál upínáme pevně do svěrák co nejblíže k čelistím, aby se při řezání nechvěl. Pomocí napínací matice se vypne plátek pilky. Před zařezáním se namaže střed listu pily slabě tukem. Tím se zamezí otěru listu. Zásadně se neřeže nikdy proti hraně. Hrozí vylámání zubů na listu pily. Trubky při řezání se musí pootáčet. Rychlost řezání je 35 – 40 tahů pily /min. Úhel pily k materiálu je cca 150. Řeže se celou délkou listu a ne jen středem. Po skončení řezání se list uvolňuje.

6
Použití různých roztečí listu pily
hrubý, 10 – 16 zubů /palec na měď a hliník střední, 18 – 25 zubů /palec na ocel jemný, 25 – 32 zubů /palec na plech a trubky

7
Základní pokyny pro upínání
Matriál upínejte tak , aby byl co nejlépe přístupný, místo upnutí volte co nejblíže k místu obrábění, upnutí materiálu provádějte tak , aby nedošlo k poškození pracovní ploch nebo nástroje, měkký materiál chraňte před otlačením ochrannými vložkami

8
Bezpečnost práce Při práci dbáme aby materiál byl řádně upnut ve svěráku. Ruční pilka musí mít nepoškozenou rukojeť. Při větším tlaku na pilu hrozí nebezpečí prasknutí listu pily. Při dořezání postupovat opatrněji a při zakončení řezu pozor na otřepy! Řezaný materiál musí být vždy upnut správně ve svěráku.

9
Pilování rovinných ploch
Pilováním získáváme u polotovarů požadovaný tvar pilníkem. Je to jedna z hlavních rukodílných prací, kterou zpravidla upravujeme součást po sekání a řezání. Odebírání třísky probíhá podle tvaru zubů buď škrábáním nebo řezáním. U měkkých kovů se používají pilníky s hrubšími seky, u tvrdších kovů s jemnými seky. Na hrubování se volí nejčastěji uběrací pilníky se čtvercovým nebo obdélníkovým průřezem a hrubým sekem. Při hlazení jemnými pilníky je možno pilník ještě potírat křídou - zuby pilníku se křídou částečně naplní a při obrábění se odebírají ještě jemnější třísky. Na velmi tvrdé nebo kalené materiály se používají tzv. brusné pilníky vyrobené z obvyklých brusných materiálů.

10
U běžných ručních pilníků rozlišujeme tělo pilníku, nebo též list či čepel (1), stopku (2) a rukojeť (3).
, stopku (2) a rukojeť (3).")
11
Různé druhy pilníků rozlišujeme i podle tvaru zubů, které mohou být:
jednoduché (a), nebo-li s jednoduchým sekem, které vytvářejí nedělenou třísku a používají se většinou k obrábění měkčích kovových materiálů, plastů apod. křížové (b), nebo-li s křížovým sekem (b) mají dva seky - první (spodní) sek, který je mělký, je překryt druhým (vrchním křížovým) sekem, který je hlubší a vytvářejí se jím zuby, jejichž břity se předchozím, spodním sekem přerušují. To umožňuje lepší oddělování i odvádění vznikajících třísek. frézované (c), které se vyrábějí většinou ve dvojím provedení - se zuby přímými, které se používají na měkčí materiály (hliník, plasty apod.), a se zuby obloukovými, jimiž se obrábějí materiály tvrdší (dural, tvrzený papír apod.).
, nebo-li s jednoduchým sekem, které vytvářejí nedělenou třísku a používají se většinou k obrábění měkčích kovových materiálů, plastů apod. křížové (b), nebo-li s křížovým sekem (b) mají dva seky - první (spodní) sek, který je mělký, je překryt druhým (vrchním křížovým) sekem, který je hlubší a vytvářejí se jím zuby, jejichž břity se předchozím, spodním sekem přerušují. To umožňuje lepší oddělování i odvádění vznikajících třísek. frézované (c), které se vyrábějí většinou ve dvojím provedení - se zuby přímými, které se používají na měkčí materiály (hliník, plasty apod.), a se zuby obloukovými, jimiž se obrábějí materiály tvrdší (dural, tvrzený papír apod.).")
12
struhákové či rašple (d)
struhákové či rašple (d). Rašple se struhákovým sekem, který má při obrábění trhavý účinek, se používají při obrábění nejměkčích kovových materiálů (olova, cínu, slitin hliníku apod.), plastů, ale i dřeva. Druhy pilníků: podle účelu: lehké – pro jemné pilování, těžké – pro běžné práce, uběrací – pro hrubé pilování, na pily – ostření pil, jehlové – pro jemné práce, ohnuté – pro těžko přístupná místa, speciální – pro speciální práce
. Rašple se struhákovým sekem, který má při obrábění trhavý účinek, se používají při obrábění nejměkčích kovových materiálů (olova, cínu, slitin hliníku apod.), plastů, ale i dřeva. Druhy pilníků: podle účelu: lehké – pro jemné pilování, těžké – pro běžné práce, uběrací – pro hrubé pilování, na pily – ostření pil, jehlové – pro jemné práce, ohnuté – pro těžko přístupná místa, speciální – pro speciální práce.")
13
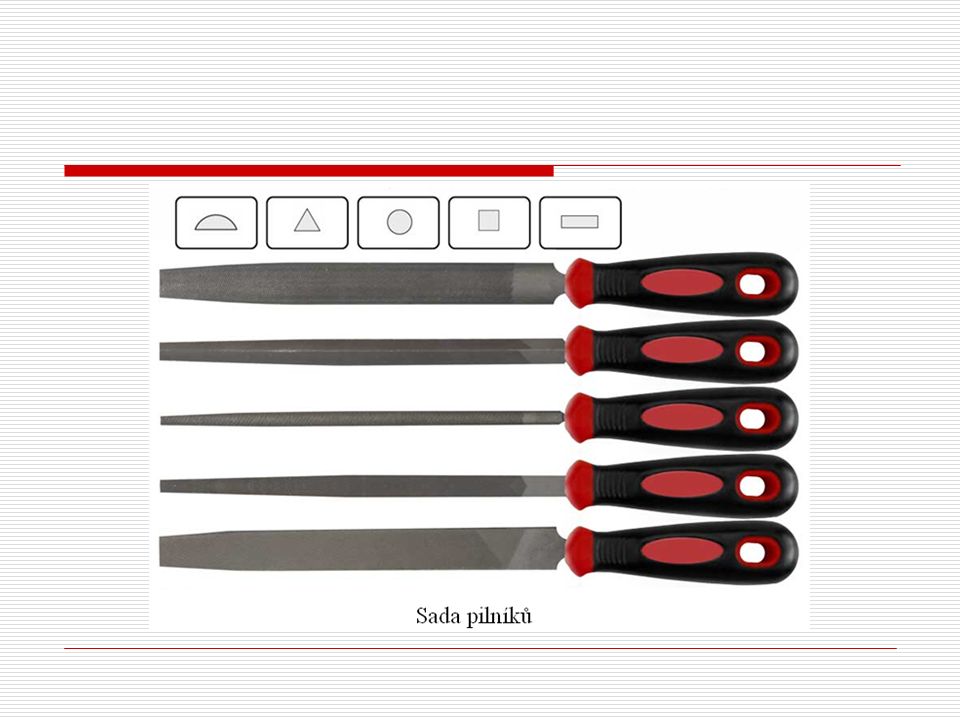
podle tvaru: obdélníkový (plochý), půlkruhový, kruhový (kulatý), čtvercový (čtyřhranný), trojúhelníkový (trojhranný), nožový, mečový

16
Postoj a držení pilníku
Při pilování musí být postoj pevný na obou nohách při mírném rozkroku s levou nohou vpřed. Obrobek musí být upnut do svěráku (vložky). Pilovaná část má vyčnívat 5 až 10mm Svěrák má být při přímém postoji ve výši lokte ohnuté paže. Násada pilníku se drží vždy palcem nahoru. Při zpětném tahu se netlačí na pilník. Pohyb pilníku by měl být vyvozen měkkýmí, vláčnými pohyby téměř celého těla. Při práci se má využívat celou délku pilníku (méně se nadřete). Delší plochy se nepilují po délce, ale mírně šikmo. Střídá se kolmé a křížové pilování. Zadrhává-li a dře pilník, očistíme jej drátěným kartáčem, ve směru vrchního seku.
. Pilovaná část má vyčnívat 5 až 10mm. Svěrák má být při přímém postoji ve výši lokte ohnuté paže. Násada pilníku se drží vždy palcem nahoru. Při zpětném tahu se netlačí na pilník. Pohyb pilníku by měl být vyvozen měkkýmí, vláčnými pohyby téměř celého těla. Při práci se má využívat celou délku pilníku (méně se nadřete). Delší plochy se nepilují po délce, ale mírně šikmo. Střídá se kolmé a křížové pilování. Zadrhává-li a dře pilník, očistíme jej drátěným kartáčem, ve směru vrchního seku.")
17
Postoj a držení pilníku

18
Pohyb pilníku by měl být vyvozen měkkýmí, vláčnými pohyby téměř celého těla. Při práci se snažte využívat celou délku pilníku (méně se nadřete). Rukojeť pilníku se drží v dlani pravé ruky tak, že palec drží nahoře. Levou rukou na konci čepele vyvažujte. Pouze výjimečně se drží malé pilníky pouze jednou rukou. Stejně jako pilka, i pilník zabírá pouze při pohybu vpřed, takže se při pohybu zpět musí odlehčovat nebo nadzvedávat, omezuje se tak jeho zbytečné opotřebení. Samozřejmě jsou i jiné vhodné způsoby držení pilníku, které se vám mohou hodit, ale nejsou popsány výše, například na následujícím obrázku

19
Způsoby držení pilníku v různých situacích

20
Postup při pilování Síly, kterými se působí na pilník, budou záviset nejen na druhu pilování (hrubování, hlazení), ale také na tom, pod kterou částí pilníku se bude pilovaná plocha nacházet. Rozhodující sílu vyvozuje pravá ruka a levá ruka pouze pilník vyvažuje tak, aby síla, kterou tlačí pilník na pilovanou plochu, byla stále stejná. Tuto zásadu je nezbytné dodržovat pečlivě při pilování rovinných ploch a má bezprostřední vztah k dodržení rovinnosti pilované plochy. Při pilování zejména větších rovinných ploch je dobré měnit postupně směr pilování (pilovat šikmo, potom kolmo k délce a nakonec opačným směrem), aby bylo průběžně vidět, kde pilník zabírá. Při hlazení rovinných ploch je obvyklé pilovat rovnoběžně s delší hranou obrobku. Čelo profilového materiálu se piluje tak, že se postupně mění směr pilování.
, ale také na tom, pod kterou částí pilníku se bude pilovaná plocha nacházet. Rozhodující sílu vyvozuje pravá ruka a levá ruka pouze pilník vyvažuje tak, aby síla, kterou tlačí pilník na pilovanou plochu, byla stále stejná. Tuto zásadu je nezbytné dodržovat pečlivě při pilování rovinných ploch a má bezprostřední vztah k dodržení rovinnosti pilované plochy. Při pilování zejména větších rovinných ploch je dobré měnit postupně směr pilování (pilovat šikmo, potom kolmo k délce a nakonec opačným směrem), aby bylo průběžně vidět, kde pilník zabírá. Při hlazení rovinných ploch je obvyklé pilovat rovnoběžně s delší hranou obrobku. Čelo profilového materiálu se piluje tak, že se postupně mění směr pilování.")
21
Pilníky odkládáme na čistou podložku.
Při hrubování (odebírání vrstvy větší než 0,5mm) se piluje dlouhými zdvihy a na pilník silně tlačí. Pilníky odkládáme na čistou podložku. Při pilování se nesedí !!
 se piluje dlouhými zdvihy a na pilník silně tlačí. Pilníky odkládáme na čistou podložku. Při pilování se nesedí !!")
22
Konečné úpravy Orýsovanou součást upneme pevně do svěráku a starým pilníkem pilujeme povrch, ostrým pilníkem pak tvar za stálé kontroly rovinnosti. Jemným pilníkem pilujeme a upravujeme tvar součásti podle šablony nebo měření. Nakonec výrobek uhladíme jemným pilníkem nebo smirkovým plátnem. Čistění pilníku Při pilování se pilník zanáší pilovaným materiálem, který je nutno odstranit. Zanesený pilník by dělal na pilované části nežádoucí rýhy. Na čistění zaneseného pilníku použijeme ocelového kartáče.

23
Bezpečnost práce Při pilování je zakázáno pracovat s pilníkem bez násady. Násada nesmí být prasklá, pilník musí v násadě pevně držet. Zvlášť opatrní musíme být na vzniklé otřepy při pilování. Pilník musí mít ostré hrany a břity. Pozor na nebezpečí pádu pilníku (vždy odkládat na stůl, nenechávat na materiálu).
.")
24
Ruční stříhání kovů Stříhání je beztřískové obrábění, při němž oddělujeme tenký materiál nůžkami. Stříhání se používá hlavně při rozdělování nebo vystřihování plechů. Při stříhání dochází k posuvu vrstev v materiálu a to tak, že je na horní straně materiál naříznut a na spodní straně odtržen. Nedochází však při něm, jako u ostatních operací, ke ztrátě materiálu. Proto je stříhání zařazeno mezi druhy beztřískového obrábění.

25
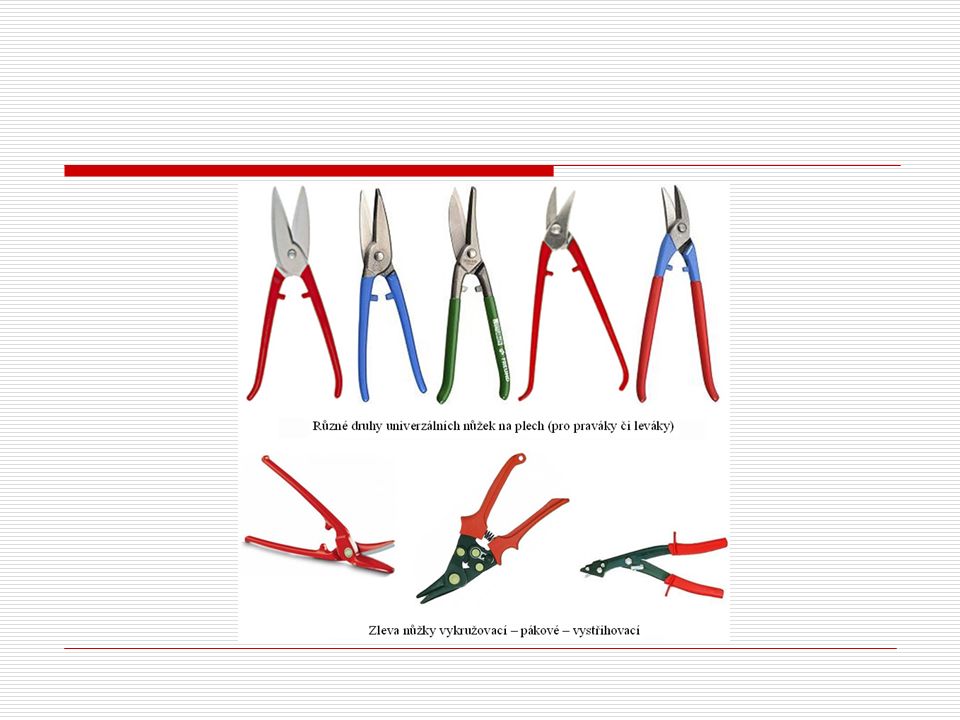
Nůžky stříhají při odevření čelistí nejvíce o 12°, používá se jich pro stříhání materiálů do tloušťky asi 1mm. Mohou se jimi vystříhávat různé tvary. Pákové nůžky slouží ke stříhání silnějších materiálů, jejich tloušťka je dána konstrukcí nůžek. Tabulové nůžky slouží ke stříhání tabulí plechu. Pákové a tabulové nůžky jsou opatřeny zařízením k upnutí materiálu a pohyblivými (nastavitelnými) dorazy.
 dorazy..")
26
Druhy nůžek: ruční rovné nůžky na plech do tlouštky 1,5 mm ruční vystřihové nůžky do tlouštky 1,5 mm jednoduché pákové nůžky do tlouštky 1,5 mm pákové nůžky na tenké plechy do tlouštky 2 mm pákové nůžky na silné plechy do tlouštky 5 mm strojní nůžky, tabulové (padací), vibrační (elektrické), okružní, křivkové, vibrační (elektrické), nůžky na profilový materiál aj.
, vibrační (elektrické), okružní, křivkové, vibrační (elektrické), nůžky na profilový materiál aj.")
27
Ruční nůžky Ruční nůžky se používají při stříhání tenkých plechů podle druhu materiálu (ocel do 1 mm, Al asi do 2 mm). Nůžky se skládají z: střižných nožů, držadla. Skladba nůžek

28
Rozeznáváme: Ruční nůžky, které se používají při stříhání tenkých plechů podle druhu materiálu (ocel asi do 1 mm, Al asi do 2 mm). Ty se dále dělí na: nůžky na plech s přímými držadly slouží pro krátké rovné střihy a mohou být vybaveny uzávěrem držícím nůžky v uzavřené poloze. nůžky na plech s vyhnutými držadly se používají pro dlouhé přímé střihy, kde by jinak stříhaný materiál překážel. Držadla jsou vždy vyhnuta tak, aby byla ruka vždy nad tabulí plechu a stříhaný materiál byl dole. Tyto nůžky mohou být i v provedení s pákovým převodem, takže není potřeba tak velká síla. Případně lze s nimi stříhat silnější materiál.
. Ty se dále dělí na: nůžky na plech s přímými držadly slouží pro krátké rovné střihy a mohou být vybaveny uzávěrem držícím nůžky v uzavřené poloze. nůžky na plech s vyhnutými držadly se používají pro dlouhé přímé střihy, kde by jinak stříhaný materiál překážel. Držadla jsou vždy vyhnuta tak, aby byla ruka vždy nad tabulí plechu a stříhaný materiál byl dole. Tyto nůžky mohou být i v provedení s pákovým převodem, takže není potřeba tak velká síla. Případně lze s nimi stříhat silnější materiál.")
29
Poloha ruky a nůžek na plech s vyhnutými držadly při střihání
vystřihovací nůžky na plech slouží pro tvarové stříhání jako je vystřihování otvorů

30
Elektrické ruční nůžky umožňují stříhat jak rovně, tak i tvarově i velmi tenké plechy. Rychlost stříhání je až 2 metry za sekundu. Je to dáno tím, že pohyblivý nůž kmitá vysokou frekvencí zdvihů (až 1500 zdvihů za sekundu). Elektrické ruční nůžky na plech

31
Pákové nůžky Pákové nůžky, které jsou oproti ručním nůžkám přesnější a lze s nimi zpracovávat s menší námahou materiál o větší tloušťce efektivněji. Některé typy dovolují stříhat i profilový materiál. Skládají se z: horního pohyblivého nože, dolního pohyblivého nože. Nože jsou provedeny ze speciální ocele a musí být dobře nabroušeny. Pákou je ovládán horní pohyblivý nůž, který jde do řezu a vlastně provádí střih. U těchto nůžek je často přidržovač bránící posuvu materiálu při stříhání.

33
Pákové tabulové nůžky slouží pro dlouhé střihy v těch případech, kde nevyhovují pákové nůžky určené pro krátké střihy. Plát materiálu je přidržován přidržovačem po celé délce materiálu. Délka střihu je omezena dorazem. Toho vyplývá, že ustřižené kusy budou stejných rozměrů a pravoúhlé. Nůž je umístěn na páce, která má protiváhu (závaží). Tento nůž je prohnutý z důvodu postupného pronikání nože do materiálu.
. Tento nůž je prohnutý z důvodu postupného pronikání nože do materiálu..")
34
Tabulové nůžky mohou stříhat materiál ještě větší tloušťky
Tabulové nůžky mohou stříhat materiál ještě větší tloušťky. Jeho pohyblivý nůž je uložen ve svislém vedení a po střihu se automaticky vrací do horní polohy. Tyto nůžky deformují materiál zcela minimálně, protože horní nůž má skloněné ostří (1º až 3º) a díky tomu opět vniká do materiálu postupně. Na obrázku jsou tabulové elektromechanické nůžky na plech
 a díky tomu opět vniká do materiálu postupně. Na obrázku jsou tabulové elektromechanické nůžky na plech.")
35
Uspořádání nožů u tabulových elektromechanických nůžek

37
Pracovní postup Při stříhání plechů musí být ostří nožů dobře nabroušeno ve správných úhlech (750 – 850). Nože nůžek musí mít mezi sebou nepatrnou mezeru. Při velké mezeře nůžky nestříhají, ale ohýbají plech (žvýkají jej). Materiál musí být postaven kolmo k nůžkám a pevně držen. Při stříhání delších pásů materiálu je nutno materiál křivit.
. Nože nůžek musí mít mezi sebou nepatrnou mezeru. Při velké mezeře nůžky nestříhají, ale ohýbají plech (žvýkají jej). Materiál musí být postaven kolmo k nůžkám a pevně držen. Při stříhání delších pásů materiálu je nutno materiál křivit.")
38
Bezpečnost při práci Při přenášení a stříhání tabulí plechů musíme mít bezpodmínečně rukavice. Při práci s ručními nůžkami dbáme na správné držení nůžek (hrozí skřípnutí prstů nebo dlaně). U ustřižených výrobků musíme ihned odstranit otřep, protože se lze říznout o hranu materiálu. Stříhaný materiál držíme pevně a kolmo na ostří nůžek. U pákových a strojních nůžek smí být pouze dva určení pracovníci. Zde dochází k úrazům! Po skončení pracovní operace musíme nůžky vždy zajistit uzávěrkou (řetěz). Odstřižky plechů okamžitě ukládáme na určené místo. U pákových nůžek je možnost zranění pákou. U pákových a tabulových nůžek je možnost zranění druhou osobou, proto lze pracovat nejvýše ve dvojici.
. U ustřižených výrobků musíme ihned odstranit otřep, protože se lze říznout o hranu materiálu. Stříhaný materiál držíme pevně a kolmo na ostří nůžek. U pákových a strojních nůžek smí být pouze dva určení pracovníci. Zde dochází k úrazům! Po skončení pracovní operace musíme nůžky vždy zajistit uzávěrkou (řetěz). Odstřižky plechů okamžitě ukládáme na určené místo. U pákových nůžek je možnost zranění pákou. U pákových a tabulových nůžek je možnost zranění druhou osobou, proto lze pracovat nejvýše ve dvojici.")
39
Vrtání, zahlubování a vrtačky
Vrtáním vytváříme pomocí vrtáků a vrtačky otvor kruhového průřezu a to zpravidla šroubovitým vrtákem. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu. Používáme převážně šroubovité vrtáky. Zahlubování se provádí pomocí vrtáku z legované nástrojové oceli, případně s břity ze slinutých karbidů. Zahloubením kuželovým záhlubníkem se srazí okraje vyvrtaného otvoru a provede se zahloubení pro hlavy nýtů a šroubů.

40
Druhy vrtáky: plochý kopinatý, šroubovitý, dělový, čepový, navrtávací. Vrták se skládá z následujících částí: stopky za kterou se upíná, z pracovní části šroubovitého vrtáku, který tvoří dvě šroubovité drážky, které umožňují odvádění třísek a přístup chladící kapaliny k břitům

41
fazetky (což je zbytek původního válcovitého průřezu), které vedou vrták ve vrtané díře. Jsou úzké, čelní plochu vrtáku tvoří dvě hlavní ostří spojená příčným ostřím a vytváří hlavní břity. hlavních břitů, příčného břitu

43
Spirálový vrták Materiál spirálového vrtáku je přesná kulatina vyšší pevnosti – tzv. nástrojová ocel. Pro vrtáky vyšší kvality se pak používá rychlořezná ocel označovaná HSS (High Speed Steel). Řezná část je tvořena dvěma drážkami ve tvaru šroubovice. Tyto drážky byly válcovány, nebo frézovány. Na konci jsou pak drážky spojeny do špičky, která vytváří dvě řezné hrany. Drážky slouží k odvodu třísek. Části vrtáku
. Řezná část je tvořena dvěma drážkami ve tvaru šroubovice. Tyto drážky byly válcovány, nebo frézovány. Na konci jsou pak drážky spojeny do špičky, která vytváří dvě řezné hrany. Drážky slouží k odvodu třísek. Části vrtáku.")
44
Ostření vrtáku Pro správnou činnost vrtáku musí být řezné hrany broušeny přesně včetně dodržení vrcholového úhlu. Při broušení vrtáku vznikají následující úhly: vrcholový úhel, úhel hřbetu, úhel příčného ostří Pro odvod třísek je důležitý: úhel stoupání šroubovice, úhel hřbetu.

45
Úhel čela nástroje je dán stoupáním šroubovice vrtáku, ale směrem k ose vrtáku se zmenšuje. Jako u všech obráběcích nástrojů je nutné volit pro měkké materiály kladné úhly, pro tvrdé menší úhly čela. Vrcholový úhel (špička) je tvořena hlavními břity. Úhel stoupání šroubovice závisí na druhu vrtaného materiálu. U materiálu s velkým řezným odporem a malou tepelnou vodivostí jako jsou plastické hmoty je nutné volit šroubovitý vrták s menším úhlem. Obě hřbetní plochy vrtáku musí být podbroušeny (úhel hřbetu), aby nedocházelo k tření o materiál.
 je tvořena hlavními břity. Úhel stoupání šroubovice závisí na druhu vrtaného materiálu. U materiálu s velkým řezným odporem a malou tepelnou vodivostí jako jsou plastické hmoty je nutné volit šroubovitý vrták s menším úhlem. Obě hřbetní plochy vrtáku musí být podbroušeny (úhel hřbetu), aby nedocházelo k tření o materiál.")
46
Vrcholový úhel a úhel hřbetu záleží na materiálu do kterého se má vrtat a jsou nesmírně důležité pro výběr vrtáku. Takže standardně je tento úhel 118º. Může se však podle materiálu pohybovat mezi 80º a 140º. Bližší údaje jsou v následující tabulce Geometrie špice vrtáku

47
Vrcholový úhel musí mimo své správné hodnoty mít správnou polohu vůči ose vrtáku. Pokud tomu tak není, pak bude ubírat třísku jen jedna strana vrtáku. Navíc obě řezné hrany musí být naprosto stejné, jinak by neodpovídal vyvrtaný otvor průměru vrtáku. Takže broušení vrcholu vrtáku je:

48
Správně nabroušený vrchol má řezné hrany stejně dlouhé a souměrné podle osy vrtáku (obr. a).
Jsou-li řezné hrany různě dlouhé, pak je vyvrtaný otvor větší než jmenovitý průměr (obr. b). Pokud vrcholový úhel nemá dvě stejně velké poloviny, pak jedna z řezných hran je zatěžována více (obr. c).
. Pokud vrcholový úhel nemá dvě stejně velké poloviny, pak jedna z řezných hran je zatěžována více (obr. c).")
49
Úhel hřbetu Plochy hřbetu jsou ve směru od řezné hrany broušeny pod malým úhlem (10º až 13º) nazývaným úhel hřbetu. Pokud by tam tento úhel nebyl, pak by docházelo ke tření, silnému oteplování vrtáku a vrták by špatně řezal. Je-li špička se správným úhlem hřbetu, pak lze s vrtákem bez problémů vrtat protože jsou řezné hrany dostatečně podepřeny. Je-li příliš velký úhel hřbetu, pak jsou hrany málo podepřeny a dojde i ke zlomení vrtáku. Je-li příliš malý úhel hřbetu, pak je potřeba velkého tlaku na vrták aby byl v záběru čímž se poškodí jádro.
 nazývaným úhel hřbetu. Pokud by tam tento úhel nebyl, pak by docházelo ke tření, silnému oteplování vrtáku a vrták by špatně řezal. Je-li špička se správným úhlem hřbetu, pak lze s vrtákem bez problémů vrtat protože jsou řezné hrany dostatečně podepřeny. Je-li příliš velký úhel hřbetu, pak jsou hrany málo podepřeny a dojde i ke zlomení vrtáku. Je-li příliš malý úhel hřbetu, pak je potřeba velkého tlaku na vrták aby byl v záběru čímž se poškodí jádro.")
50
Úhel příčného ostří Jak je vidět z obrázku, spojují se obě řezné hrany ve středu vrtáku. Jejich spojnice se nazývá příčným ostřím.Délka tohoto příčného ostří je asi 1/8 průměru vrtáku. Úhel který svírá příčné ostří s hlavním ostřím se nazývá úhel příčného ostří a svírá asi 125º. Středový úhel je vlastně doplněk příčného ostří a nabývá asi hodnoty 55º až 60º. Je-li jádro vrtáku příliš tlusté, pak příčné ostří bude dlouhé a díky tomu se musí jádro na obou stranách podbrousit. Tento problém nastává často u vrtáků větších průměrů.

51
Úhel stoupání šroubovice
Úhel stoupání šroubovice je úhel, který svírají drážky určené pro odvod třísek s podélnou osou vrtáku. Protože se při vrtání materiál odděluje a podle tohoto materiálu tvoří třísky dělíme materiály na materiály s: dlouhou třískou, krátkou třískou.

52
Z tohoto důvodu má úhel stoupání šroubovice velký význam vzhledem k vrtanému materiálu. Proto se dělí vrtáky používané pro: všeobecné použití – ocel, nerezová ocel, litina – zde se volí vrtáky s úhlem stoupání kolem 28º. Neželezné kovy s dlouhou třískou – měď , hliník, termoplasty - zde se volí vrtáky s úhlem stoupání kolem 40º. Neželezné kovy s krátkou třískou – mosaz, termosety, aj. - zde se volí vrtáky s úhlem stoupání kolem 12º.

53
Úhel břitu Velikost úhlu břitu závisí též na úhlu stoupání šroubovice a platí, že čím je jeho hodnota větší, tím je menší úhel pod kterým se musí ohnout tříska, když jí řezná hrana odřezává. Velký úhel břitu znamená menší vynaloženou práci a méně tepla.

54
Stopka vrtáku Stopka vrtáku slouží k upevnění vrtáku do sklíčidla (vrtací hlavičky), nebo do kužele ve vřetenu vrtačky. Rozeznáváme vrtáky s: válcovou stopkou, které se vyrábí od průměru 0,05 mm až asi do 20 mm kuželovou stopkou, které se vyrábí v průměru od 4 mm až asi do 100 mm. Na konci kuželové stopky je unášeč sloužící k uvolnění vrtáku z kužele vřetena nebo pouzdra. K tomu se používá vyrážecí klín. Rozměry kuželových stopek jsou normalizovány (Morse 0-6) Poznámky do ø10 jsou vrtáky odstupňovány po 0,1mm nad po 0,25mm, stopka do ø16 má válcový tvar, větší jsou většinou kuželové.
 Poznámky. do ø10 jsou vrtáky odstupňovány po 0,1mm nad po 0,25mm, stopka do ø16 má válcový tvar, větší jsou většinou kuželové.")
55
Redukční pouzdro Pokud nejsou oba kužely shodné (vrtáku i vřetena vrtačky), a je-li kuželová stopka vrtáku menší než kužel ve vřeteni, pak je nezbytné redukční pouzdro.
, a je-li kuželová stopka vrtáku menší než kužel ve vřeteni, pak je nezbytné redukční pouzdro.")
56
Broušení vrtáků Pro broušení vrtáků se musí používat doporučený brusný kotouč. Vrták se nesmí příliš zahřívat. Pokud se však tak stane, nesmí se prudce zchladit například ponořením do vody. Při broušení je třeba kontrolovat pomocí šablony či měrky správný úhel špičky.

57
Chladící kapaliny Při práci se vrták zahřívá a je proto často nezbytné ho chladit. Chladit je možné: vodou, která velmi dobře chladí, ale podporuje korozi materiálu olejem, který vytváří na povrchu materiálu tenký film a snižuje řezný odpor. Chlazení je však horší. emulsí, což je směs vody a oleje. Chladí lépe než olej a snižuje řezný odpor.

58
Řezná rychlost Při vrtání je důležitá řezná rychlost, která závisí na průměru vrtáku a otáčkách. Pokud se zvětší počet otáček, a též při stejných otáčkách a větším průměru je řezná rychlost větší. Každý materiál má doporučenou řeznou rychlost, která je udávána v m/s. Doporučené řezné rychlosti: Pozor ! Pokud se při vrtání netvoří správné třísky, pak se musí upravit otáčky.

59
Vytahovák zalomených šroubů
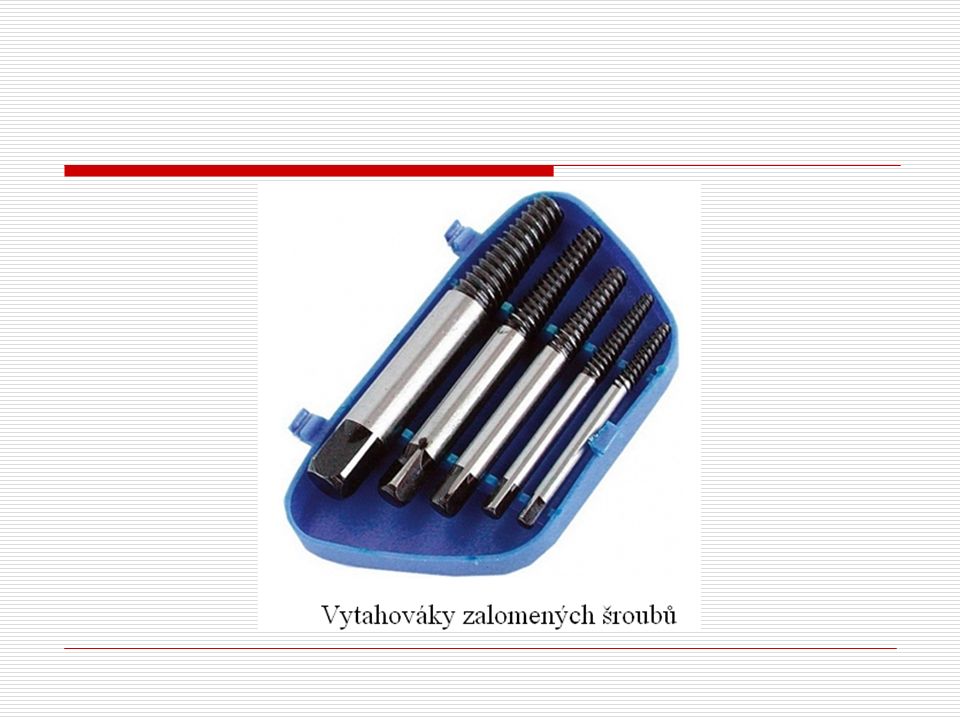
Pokud se zalomí šroub v závitovém otvoru, musí se použít vytahovák zalomených šroubů, čímž se ochrání závitový otvor před poškozením. Tento vytahovák je vyroben z velmi kvalitní oceli jehož horní část je zakončena čtyřhranem pro vratidlo. Spodní část je kuželová s levým závitem. Postup vytažení zalomeného šroubu: do zalomeného šroubu se vyvrtá otvor doporučným průměrem vrtáku do vyvrtaného otvoru se naklepne kuželová část vytahováku otáčením pomocí vratidla se ostré hrany šroubovice zakousnou do stěn vyvrtaného otvoru a vzniká pevné spojení. Tím se zalomený šroub bez poškození součásti vyšroubuje.

61
Postup při vrtání Posuvem vrtáku ve směru jeho osy vnikají hlavní břity do materiálu a oddělují třísky. Výběr řezné rychlosti a posuvu se uskutečňuje podle vrtaného materiálu a podle zkušenosti. Hodnoty jsou shrnuty v tabulkách. Řezná rychlost a posuv určují výkon vrtáku. Řezná rychlost udávaná v m/min, je obvodová rychlost, kterou urazí bod na obvodu nástroje za minutu. Posuv je rozměr, o který se posune vrták do záběru v průběhu jedné otáčky (mm/ot.). Počet otáček v l/min se může vypočítat nebo odečíst z diagramu otáček.
. Počet otáček v l/min se může vypočítat nebo odečíst z diagramu otáček.")
62
K zajištění přesného vrtání pamatujeme na tyto pravidla:
Záleží především na správné hloubce důlčíku podle průměru vrtáku Vrták musí mít správně nabroušeny úhly břitu Při vrtání větších děr se musí díra předvrtat vrtákem menších rozměrů. Měří se síla jádra vrtáku (šířka příčného ostří) a dle zjištěného průměru zjistíme průměr vrtáku na předvrtání. Materiál upínáme do svěráku nebo k desce vrtačky. Podle druhu a tvrdosti materiálu volíme počet otáček (rychlost vrtačky) a posuv vrtáku.
 a dle zjištěného průměru zjistíme průměr vrtáku na předvrtání. Materiál upínáme do svěráku nebo k desce vrtačky. Podle druhu a tvrdosti materiálu volíme počet otáček (rychlost vrtačky) a posuv vrtáku.")
63
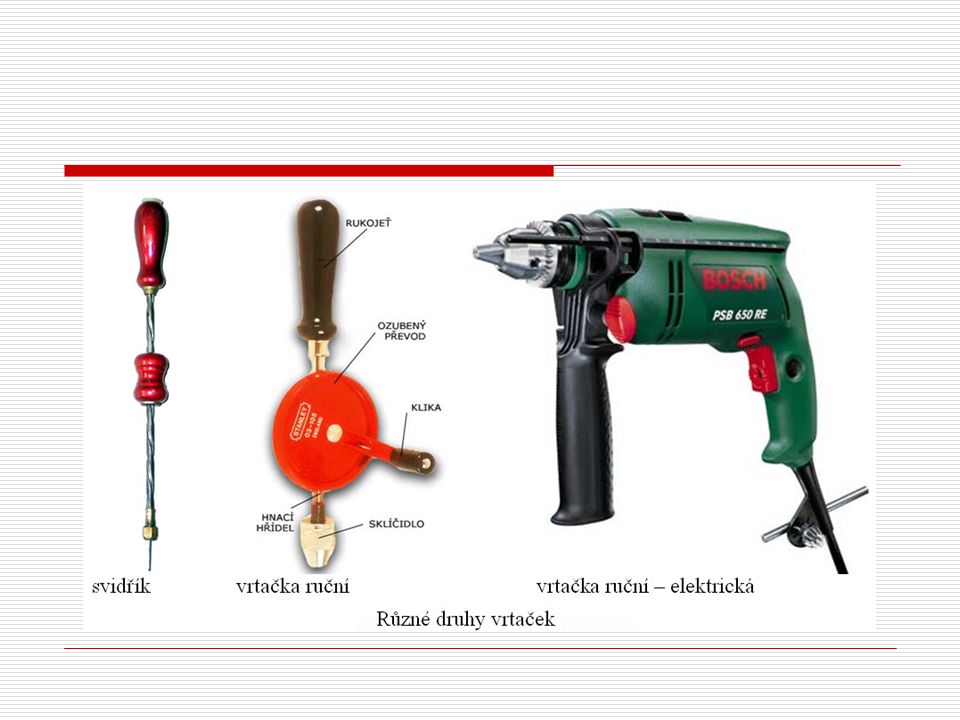
Druhy vrtaček: svidřík, ruční mechanická, ruční elektrická vrtačka je přenosná a používá se všude tam, kde není možno použit jiné vrtačky, používají se při montážních pracích, v domácnostech, pro vrtání ve všech polohách různých materiálů. Mohou být upínány do stojanu. pneumatická, stolní vrtačky se používají pro malé až střední průměry vrtáků (do ø 13 mm), pro vrtací práce které vyžadují vysoký počet otáček, nejjemnější cit pro vrtání a vysokou přesnost, dají se lehce instalovat a připojovat.
, pro vrtací práce které vyžadují vysoký počet otáček, nejjemnější cit pro vrtání a vysokou přesnost, dají se lehce instalovat a připojovat.")
64
sloupová vrtačka má pevný kruhový sloup nesoucí svisle přestavitelný a otočný vřeteník s motorem a převodovkou. Stůl vrtačky je rovněž otočně upevněn na sloupu. řadová, speciálně účelová rychloběžné vrtačky s vysokým počtem otáček vřetene se používají k vrtání malých děr a na plošné spoje.

67
Upínání vrtáků Vrtáky upínáme do těchto sklíčidel:
dvoučelisťové sklíčidlo, tříčelisťové sklíčidlo u kterého upínáme vrták ve všech třech otvorech sklíčidla, vrtáky s kuželovou stopkou /Morze/ vkládáme přímo do vřetene. Na vrtáky, které nemají stejnou velikost kužele jako má vřeteno vrtačky, používáme redukcí.

68
Mazání a chlazení Při vrtání se vyvíjí teplo,vzniklé hlavně třením a oddělováním třísky. Při obrábění se zpravidla používají kapaliny, které v sobě spojují mazací a chladící účinky. Vrtáky nejčastěji mažeme vrtacím olejem. Je to směs vydrolenu a jiných medií ředěných vodou. Děje se to pomocí štětce, nádobky s trubičkou nebo čerpadlem chladící kapaliny. Hliník chladíme lihem, litinu bez chlazení.

69
Bezpečnost při práci U stroje a v jeho okolí udržuj pořádek!
Před prací zkontroluj řádně upnutý oděv (hlavně rukávy a blůzu). Na hlavě musí být čepice. Stoj nejprve prohlédni jestli nemá závadu (zakryté řemenové převody) a poslechem elektromotor, zdali pracuje správně. Vrtaný předmět musíš řádně upnout neb jinak zajistit proti vysmeknutí vrtacím přípravkem. Nikdy nedrž vrtaný předmět v ruce. Vrtáky, hlavičky, pouzdra nikdy nevyměňuj pokud se stroj točí. Rychlost vřetena změň jen tehdy, když je stroj v klidu. Při práci s prodlouženým vrtákem se zavádí tento vrták do vrtané díry opatrně, aby se nezlomil.
. Na hlavě musí být čepice. Stoj nejprve prohlédni jestli nemá závadu (zakryté řemenové převody) a poslechem elektromotor, zdali pracuje správně. Vrtaný předmět musíš řádně upnout neb jinak zajistit proti vysmeknutí vrtacím přípravkem. Nikdy nedrž vrtaný předmět v ruce. Vrtáky, hlavičky, pouzdra nikdy nevyměňuj pokud se stroj točí. Rychlost vřetena změň jen tehdy, když je stroj v klidu. Při práci s prodlouženým vrtákem se zavádí tento vrták do vrtané díry opatrně, aby se nezlomil.")
70
K odstranění třísek (špon) musíš používat vždy štětec, smetáček nebo škrabku. Odstraňování střísek holou rukou, v rukavicích nebo vyfukováním ústy je zakázáno. Při vrtání ruční elektrickou vrtačkou vždy používej vždy ochranné brýle (případně dioptrické s netříštivým vrstveným sklem). Na vrtačce smí pracovat pouze jeden pracovník a jeden pomocník. Nevrtej v rukavicích, s obvazem nebo s prstýnky! Nerozptyluj se a nenechávej běžící stroj bez dozoru Měj vždy dobře upnutý materiál, zajištěný proti pootočení, do ø 6 mm je možno použít svěrky, kleště apod. delší kusy (ne drobné) možno držet i v ruce. Pozor při dovrtávání. Pozor na břity nástrojů, materiálu a špon.
. Na vrtačce smí pracovat pouze jeden pracovník a jeden pomocník. Nevrtej v rukavicích, s obvazem nebo s prstýnky! Nerozptyluj se a nenechávej běžící stroj bez dozoru. Měj vždy dobře upnutý materiál, zajištěný proti pootočení, do ø 6 mm je možno použít svěrky, kleště apod. delší kusy (ne drobné) možno držet i v ruce. Pozor při dovrtávání. Pozor na břity nástrojů, materiálu a špon.")
71
Neskláněj se k běžícímu stroji!
Při výměně materiálu musíš vypnout vrtačku. Uvolněný a roztočený materiál nezachytej rukou. Ke srážení hran (ostřin) používáme kuželových záhlubníků. Při této operaci nesmí být obrobek držen v ruce. Řemenový převod od hnacího elektromotoru k vrtacímu vřetenu musí být při práci uzavřen ochranným krytem. Vyrážecí klín neponecháváme ve vřetenu. Vyrážecí klín nesmí být k vrtačce nebo jinému zařízení připevněn řetízkem, lankem nebo jiným způsobem.
 používáme kuželových záhlubníků. Při této operaci nesmí být obrobek držen v ruce. Řemenový převod od hnacího elektromotoru k vrtacímu vřetenu musí být při práci uzavřen ochranným krytem. Vyrážecí klín neponecháváme ve vřetenu. Vyrážecí klín nesmí být k vrtačce nebo jinému zařízení připevněn řetízkem, lankem nebo jiným způsobem.")
72
Zahlubování Záhlubníky rozeznáváme : čelní, čepové,
kuželové (podle šroubu nebo nýtu), do závitu, do díry pro šroub Zjistíme průměr a hloubku zahloubení, seřídíme doraz. Zahlubování se provádí podle hlav šroubů. Je třeba volit obvodovou rychlost (otáčky stroje).
, do závitu, do díry pro šroub. Zjistíme průměr a hloubku zahloubení, seřídíme doraz. Zahlubování se provádí podle hlav šroubů. Je třeba volit obvodovou rychlost (otáčky stroje).")
74
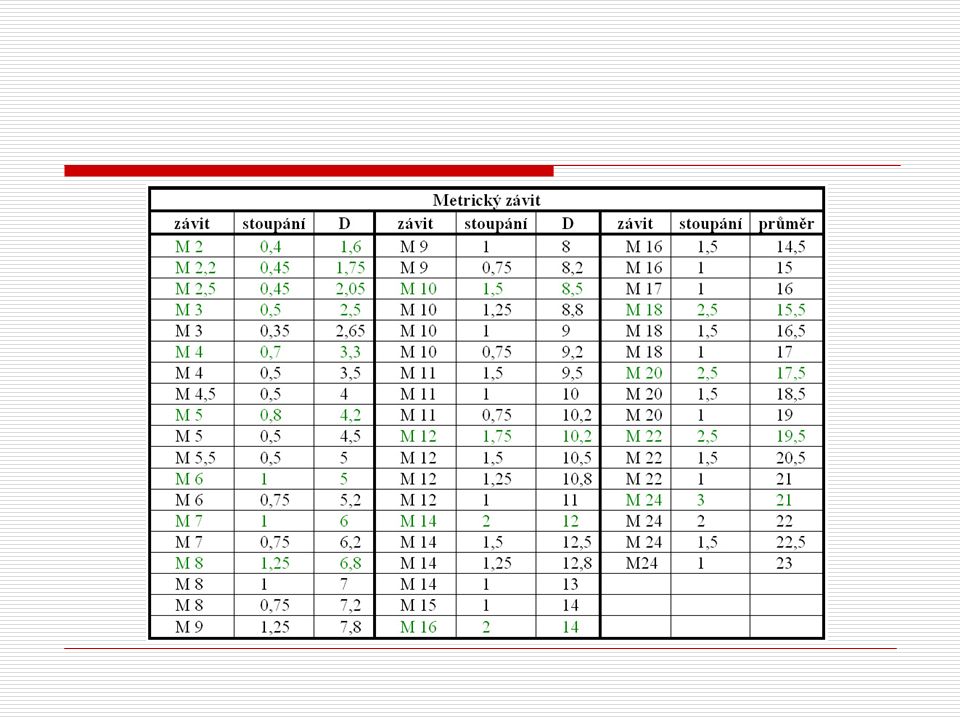
Ruční řezání závitů Závitníky jsou mnohobřité nástroje podobné šroubům a jejich tvar je přizpůsoben postupnému odebírání třísek při vytváření závitu. V praxi rozlišujeme několik druhů závitu, z nichž 2 druhy jsou nejpoužívanější: metrický (M), který se používá pro šroubové spoje. Značí se písmenem M a číslem, které udává vnější průměr závitu v mm. Například označení M 10 označuje metrický závit s vnějším průměrem 10 milimetrů. Vnitřní průměr je 80% z vnějšího průměru. trubkový (G), který se používá pro instalační trubky a armatury se používají závity G, odvozené z palcových rozměrů. Pozn. palec = coul.
, který se používá pro šroubové spoje. Značí se písmenem M a číslem, které udává vnější průměr závitu v mm. Například označení M 10 označuje metrický závit s vnějším průměrem 10 milimetrů. Vnitřní průměr je 80% z vnějšího průměru. trubkový (G), který se používá pro instalační trubky a armatury se používají závity G, odvozené z palcových rozměrů. Pozn. palec = coul.")
75
whitworth (W), pancéřový (Pg), unifikovaný (UNC), s jemným stoupáním UNF a UNEF, trapézový (Tr), oblý závit (Rd) Závity se rozlišují na pravotočivé a levotočivé. Standardní a nejvíce používané závity jsou pravotočivé. Poznáme je tak, že při pohledu na hlavu šroubu se šroub zatahuje do závitů otáčením ve směru hodinových ručiček. Levotočivé závity se používají například u hřídelí, kde pomáhají při provozu matku zatahovat a zabraňují tak jejímu nechtěnému uvolnění. Levý závit je vždy označen například M 10 L.

76
Značení závitníků: v trojčlenné sadě se závitníky označují drážkou: přeřezávací závitník je označen jednou drážkou, řezací závitník dvěma drážkami dořezávací závitník žádnou. jednorázový závitník je opatřen třemi drážkami. Při řezání závitu závitníky z trojčlenné sady ubírá postupně: přeřezávací závitník 60 % materiálu, potom řezací závitník asi 30 % a nakonec dořezávací závitník 10 %.

77
Na čtyřhranný konec stopky závitníku se nasazuje vratidlo přiměřené velikosti, jehož délka L má odpovídat přibližně vztahu L = 20 . D [mm] kde D je průměr závitu v mm. Pro řezání závitů malých průměrů se používá převážně vícebřitých nástrojů, a to závitníků pro řezání vnitřních závitů a závitových čelistí pro řezání vnějších závitů. Závitníky jsou to mnohobřité nástroje, které mají základní tvar šroubu, na němž jsou vyfrézovány drážky pro odvádění třísek.

78
Závitník se skládá z těchto části:
řezné, dokončovací, vodící, stopka se čtyřhranem pro upínání.

79
Řezné drážky jsou: přímé, ve šroubovici.

80
Druhy závitníků: ruční sadové – pro ruční řezání závitů, strojní – pro řezání závitů v průchozích nebo neprůchozích dírách, maticové – pro řezání závitů do matic, kalibrovací – pro dokončování závitů, čelistníky – pro řezání závitů závitových čelistí, speciální – lichoběžníkové se zahnutou stopkou, sdružené – pro současné vrtání děr a řezání závitů

81
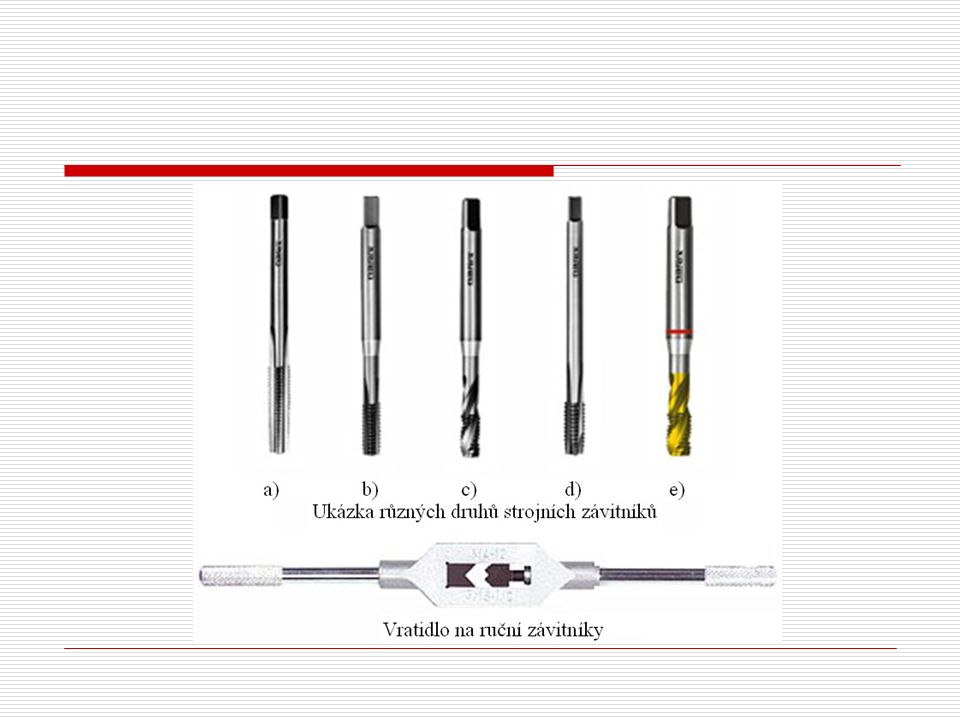
Strojní závitníky Provádějí vyříznutí závitu během jedné operace. Upínají se do sklíčidla, nebo do upínací hlavy. Dle provedení se dělí na: Maticové závitníky, které mají dlouhý náběh a používají se do krátkých průchozích otvorů (obr. a) Závitníky s rovnou drážkou pro odvod třísek, používají se pro slepé i průchozí otvory (obr. b) Závitníky s drážkou do šroubovice, které se používají do slepých otvorů. Jsou vhodné pro použití do dlouhých a slepých děr (obr. c) Závitníky s lamačem jsou nejvhodnější závitníky do průchozích otvorů. Drážka se používá jen na mazání (obr. d) Závitníky HSSE ocel s povlakem nitridu titanu, který zvyšuje otěruvzdornost a prodlužuje životnost ostří závitníku. Je vhodný buď pro sériovou výrobu, nebo tvrdší a houževnaté materiály (obr. e)
 Závitníky s rovnou drážkou pro odvod třísek, používají se pro slepé i průchozí otvory (obr. b) Závitníky s drážkou do šroubovice, které se používají do slepých otvorů. Jsou vhodné pro použití do dlouhých a slepých děr (obr. c) Závitníky s lamačem jsou nejvhodnější závitníky do průchozích otvorů. Drážka se používá jen na mazání (obr. d) Závitníky HSSE ocel s povlakem nitridu titanu, který zvyšuje otěruvzdornost a prodlužuje životnost ostří závitníku. Je vhodný buď pro sériovou výrobu, nebo tvrdší a houževnaté materiály (obr. e)")
83
Závitová očka Závitová očka se používají pro řezání vnějších závitů. Kruhová závitová očka se upínají do vratidla prostřednictvím upínacích šroubků. Menší závity asi do průměru 16 mm se zpravidla řežou jednou čelistí, větší se obvykle ještě přeřezávají.

84
Technologie řezání závitů v díře
Vrtaná díra pro vnitřní závit se musí vrtat vždy o něco menší, aby bylo do čeho udělat závit. Průměr vrtáku se vypočítá podle vzorce: Ø = D . 0,8 [mm] kde D je průměr závitu v mm. Při řezání závitů se obráběné součásti musí upnout. Aby se usnadnilo zařezávání závitníku nebo závitového očka, upravuje se vrtaná díra pro závit nejčastěji kuželovým zahloubením a na dříku se zhotovuje kuželové sražení. Protože se při řezání závitu materiál díry postupně napěchovává, musí se pro vnitřní závit vrtat o málo větší díra.

85
Při řezání vnitřních závitů se na čtyřhran maticového nebo sadového závitníku nasadí vratidlo a závitník se zavede kolmo do díry. Při zařezávání vratidlem pomalu otáčíme a zároveň vyvozujeme přiměřený tlak ve směru osy závitníku. Po zaříznutí se závitník již vtahuje do díry sám. Abychom při práci usnadnily ulamování a odvádění třísek, pootáčí se při řezání závitníkem také poněkud nazpět (dvě otáčky zaříznout a poté půl otáčky nazpět, aby se ulomily tvořící se třísky), zejména pocítíme-li příliš velký odpor proti řezání.
, zejména pocítíme-li příliš velký odpor proti řezání..")
86
Mazání Při řezání závitů mažeme závitníky (očka) některým z uvedených druhů mazadel: Ocel řepkový olej, fermež, sádlo Litina - lůj, petrolej Měď - terpentýnem Hliník - petrolejem

88
Postup při řezání vnitřního závitu
průměr díry pro vnitřní závit vrtáme dle strojnických tabulek.. závitník č.1 (1 proužek okolo stopky) nasadíme na díru a mírným tlakem a otáčením řežeme závit (po ¼ otáčce se vždy vracíme zpět). Po jedné až dvou otáčkách závitník zkontrolujeme úhelníkem zda-li je závitník v díře kolmo usazen. Po kontrole řežeme závit tím způsobem, že po každé otáčce ulomíme třísku zpětným pootočením závitníku. závitník musí být ostrý bez vylomených zubů. Otáčí-li se závitník ztuha, vyjmeme jej a zjistíme příčinu. Buď je závitník tupý nebo je malá díra a nebo je díra ucpaná třískami.
 nasadíme na díru a mírným tlakem a otáčením. řežeme závit (po ¼ otáčce se vždy vracíme zpět). Po jedné až dvou otáčkách závitník zkontrolujeme úhelníkem zda-li je závitník v díře kolmo usazen. Po kontrole řežeme závit tím způsobem, že po každé otáčce ulomíme třísku zpětným pootočením závitníku. závitník musí být ostrý bez vylomených zubů. Otáčí-li se závitník ztuha, vyjmeme jej a zjistíme příčinu. Buď je závitník tupý nebo je malá díra a nebo je díra ucpaná třískami.")
89
Postup při řezání vnějších závitů
kulatina musí mít přesný průměr odpovídající závitu, který volíme ( M3, M4, M6, atd.) závitové očko nasadíme vratidla pro očka tak, aby bylo vidět označení očka. konec dříku (kulatina) zbrousíme do kužele, nasadíme očko a mírným tlakem a otáčením řežeme závit. Po jedné až dvou otáčkách zkontrolujeme úhelníkem rovinné posazení očka. po provedené kontrole řežeme závit tím způsobem, že po každé otočce ulomíme třísku zpětným pootočením očka. POZOR!!! Na mazání nikdy nepoužívat strojních či minerálních olejů!!!
 závitové očko nasadíme vratidla pro očka tak, aby bylo vidět označení očka. konec dříku (kulatina) zbrousíme do kužele, nasadíme očko a mírným tlakem a otáčením řežeme závit. Po jedné až dvou otáčkách zkontrolujeme úhelníkem rovinné posazení očka. po provedené kontrole řežeme závit tím způsobem, že po každé otočce ulomíme třísku zpětným pootočením očka. POZOR!!! Na mazání nikdy nepoužívat strojních či minerálních olejů!!!")
90
BP při ručním řezání závitů
Možnost poranění o ostré hrany závitu v materiálu a o břity závitníků Nepoužívat stlačený vzduch k čištění materiálu a nástrojů

91
Rovnání, ohýbání Rovnání
Pokřivená součást se srovnává do roviny. Přiloženým pravítkem se zjistí křivost materiálu. Materiál se dobře podloží a srovnává údery gumovou, dřevěnou nebo měděnou paličkou. Dřevěné paličky je možno použít jen pro slabší materiály. Dlouhý materiál vyrovnáme snadno záseky na vnitřní straně ohybu, při vyrovnávání plechu netlučeme na vyboulené místo, ale na okolí. Podle druhu materiálu se volí druh paličky i její váha. Pro vyrovnání torzně zkrouceného pasu používáme francouzského klíče kterým točíme materiál v opačném směru.

92
Ohýbání Pokud je třeba přesných rozměrů po ohýbání, je třeba připočíst na každý ohyb tloušťku neutrálního vlákna o kterou se změní rozměr. Neutrální vlákno je ½ tloušťky ohýbaného materiálu. Pokud není možno určit délku výpočtem, musí se provést několik zkušebních ohybů. Ohýbací stroje jsou: svěrák a ohýbací svěrka tvarová ohýbačka ohraňovací stroj

93
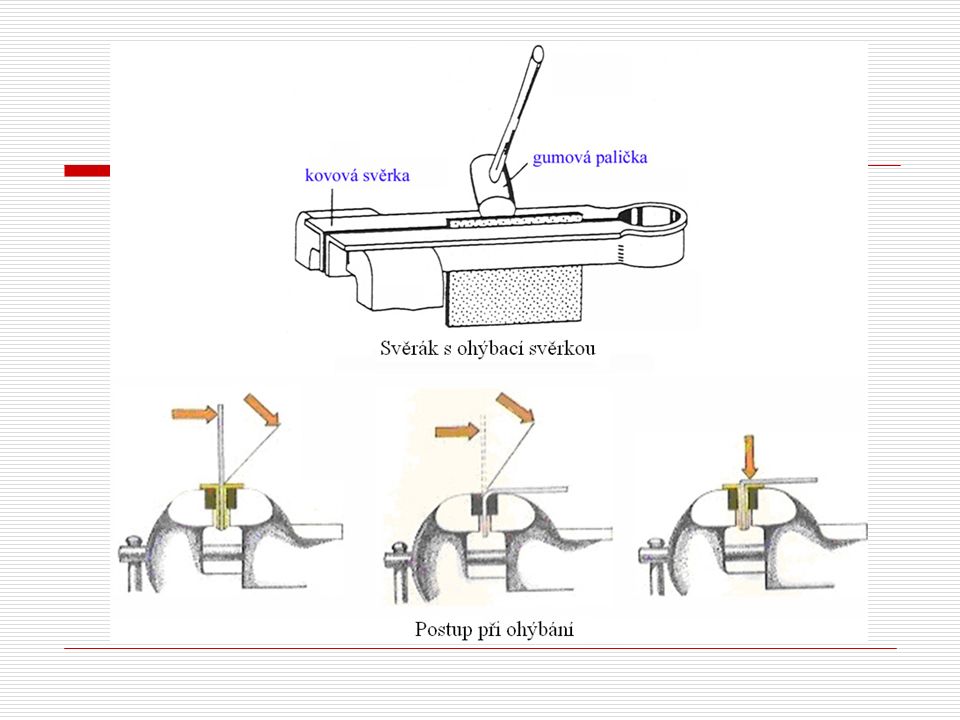
Svěrák s ohýbací svěrkou
Plechy se mohou podle potřeby ohýbat ručně. Jedná se o ohýbání přes hranu ocelové desky nebo ve svěráku. Na čelisti svěráku je nutné dát ochranné vložky, abychom povrch plechu nepoškodili. Ohýbaný plech nesmí být širší, než je délka rovnací hrany ocelové desky, délka čelistí svěráku nebo délka vložky, ve kterých je plech upnutý! Místo ohybu se předem zřetelně označíme. Musí být při upnutí vždy těsně nad hranou čelistí nebo vložky. Při ohýbání plechu přes hranu ocelové desky, ho přidržujeme těsně jinou deskou nad označenou ryskou.

94
Plechy do tloušťky 1mm ohneme nejdříve rukou a ohyb dokončíme paličkou
Plechy do tloušťky 1mm ohneme nejdříve rukou a ohyb dokončíme paličkou. Údery paličky vedeme vždy co nejblíže místu ohybu. Na plechy o tloušťce větší než je 1mm klepeme mírně tak, aby se hrana lehce vyznačila. Poté překontrolujeme správnost upnutí. Upravíme šířku i směr ohybu. Dále pomocí paličky dokončíme ohyb. Paličku přitom stále nakláníme, aby na ohýbaný plech přiléhala celou ploškou. U ostrohranných ohnutí je nutné věnovat pozornost poloměru ohybu. Čím je plech tlustší a méně tažný, tím musí být poloměr ohybu větší! Při oblých ohybech musíme používat podložky s oblými hranami.

96
Tvarová ohýbačka Pro přesné ohýbání se používá tvarová ohýbačka na které lze provádět celou řadu ohybů s tenkým plechem. Její části jsou: horní příčka, která má velmi často výměnnou lištu se zaobleným rohem, což umožňuje ohyby větší než 90º. Tento zaoblený roh určuje i vnitřní zaoblení ohýbaného rohu. spodní příčka, ohýbací čelist.

97
Náplní práce těchto strojů je zhotovování složitých ohybů, které jsou často dlouhé.
Postup při ohýbání: plech se vloží mezi horní a dolní příčku, k nastavení polohy slouží zadní doraz, při ohýbání se pohybuje ohýbací čelistí zdola nahoru, maximální otočení čelistí je až 150º, což znamená že lze ohnout úhel až 300º.

98
Ohraňovací stroj Pro hromadnou výrobu se často používá ohraňovací stroj (lis). Jeho hlavní části jsou: pohyblivá horní příčka s nástroji, která vykonává pohyb nahoru i dolů, pevná spodní příčka s tvarovaným protikusem.

99
Čeho se vyvarovat Při ohýbání tyčového materiálu je nezbytné dbát na to, aby vlákna materiálu se ohýbala po délce. Ohýbá-li se materiál přes malý poloměr, dojde k deformaci vnější strany materiál se v ohybu vytáhne – zeslabí. Slabší tyčový materiál se ohýbá ve svěráku (asi do ø10 až 12). Je-li ohýbaný konec krátký, lze konec prodloužit trubkou (jako pákou). Délka ohnutého materiálu se počítá 1/3 tloušťky ohýbaného materiálu. Pro stáčení materiálu do oblouku se používají skružovačky.
. Je-li ohýbaný konec krátký, lze konec prodloužit trubkou (jako pákou). Délka ohnutého materiálu se počítá 1/3 tloušťky ohýbaného materiálu. Pro stáčení materiálu do oblouku se používají skružovačky.")
100
Technologické zásady a chyby
na ohýbačce je zakázáno ohýbat dráty a kulatiny před ohýbáním je důležité nastavení mezery mezi lištami a to v závislosti na tloušťce plechu do ohýbačky se upíná ten rozměr, který se narýsoval (vnitřní rozměr) ne všechny plechy jsou vhodné k ohýbání (např.tvrdé hliníkové slitiny) při ohýbání ve svěráku můžeme ohýbat plech jen do šíře čelist svěráku plech ohýbaný přes hranu čelistí svěráku má minimální rádius ohybu (zaoblení ohybu), neboť hrany svěráku jsou ostré před ohýbáním musí být zkontrolovaná kolmost založení a plech musí pevně upnut na rysku
 ne všechny plechy jsou vhodné k ohýbání (např.tvrdé hliníkové slitiny) při ohýbání ve svěráku můžeme ohýbat plech jen do šíře čelist svěráku. plech ohýbaný přes hranu čelistí svěráku má minimální rádius ohybu (zaoblení ohybu), neboť hrany svěráku jsou ostré. před ohýbáním musí být zkontrolovaná kolmost založení a plech musí pevně upnut na rysku.")
101
velmi častou chybou je milné ohnutí na opačnou stranu
oprava této chyby je velmi obtížná a často nemožná, neboť plech se po přehnutí na správnou stranu ohybu deformuje, nebo praskne další chybou je špatný výpočet rozvinutého tvaru také chybný rozměr narýsované rysky na ohyb (vnitřní) má za následek nepřesný výrobek ohýbání se provádí ve většině případů jako poslední operace
 má za následek nepřesný výrobek. ohýbání se provádí ve většině případů jako poslední operace.")
102
Bezpečnost a ochrana zdraví při práci (BOZP)
bezpečnost práce při použití kladívka(palice) velmi pečlivě upínat plechy i pomůcky, aby nedošlo k jejich posunutí (vystřelení) pořádek na pracovišti, zejména na zemi u ohýbačky (pozor na mokro, olej, plechy, nebezpečí uklouznutí pozor na přiskřípnutí prstů, zejména při použití ohýbacích lišt, kostek apod. pozor na nebezpečná místa označená žlutočerným pruhováním.
 velmi pečlivě upínat plechy i pomůcky, aby nedošlo k jejich posunutí (vystřelení) pořádek na pracovišti, zejména na zemi u ohýbačky (pozor na mokro, olej, plechy, nebezpečí uklouznutí. pozor na přiskřípnutí prstů, zejména při použití ohýbacích lišt, kostek apod. pozor na nebezpečná místa označená žlutočerným pruhováním.")
Podobné prezentace
















 ploch do úhlů, spárování a k srážení hran. Rozlišujeme:>")







