Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
ekonomika, produktivita a hospodárnost obrábění
DTB Technologie obrábění Téma 10 ekonomika, produktivita a hospodárnost obrábění

2
1 Opotřebení břitu nástroje
1.1 Mechanizmus opotřebení Abrazivní otěr Difusní otěr Oxidační otěr Adhezní otěr Základní mechanizmy opotřebení břitu řezného nástroje [KP 73]

3
Model abraze čela nástroje [H-I1/42] Abrazivně opotřebený hřbet nástroje z řezné keramiky [H-I1/42]
![Model abraze čela nástroje [H-I1/42] Abrazivně opotřebený hřbet nástroje z řezné keramiky [H-I1/42]](http://slideplayer.cz/slide/2584267/9/images/3/Model+abraze+%C4%8Dela+n%C3%A1stroje+%5BH-I1%2F42%5D+Abrazivn%C4%9B+opot%C5%99eben%C3%BD+h%C5%99bet+n%C3%A1stroje+z+%C5%99ezn%C3%A9+keramiky+%5BH-I1%2F42%5D.jpg "Model abraze čela nástroje [H-I1/42] Abrazivně opotřebený hřbet nástroje z řezné keramiky [H-I1/42]")
4
Model adheze [H-I1/42]
![Model adheze [H-I1/42]](http://slideplayer.cz/slide/2584267/9/images/4/Model+adheze+%5BH-I1%2F42%5D.jpg "Model adheze [H-I1/42]")
5
Závislost forem opotřebení břitu řezného nástroje na teplotě v zóně řezání [H-I1/44] Vliv řezných podmínek na opotřebení břitu řezného nástroje – trendy [H-I1/44]
![Závislost forem opotřebení břitu řezného nástroje na teplotě v zóně řezání [H-I1/44] Vliv řezných podmínek na opotřebení břitu řezného nástroje – trendy [H-I1/44]](http://slideplayer.cz/slide/2584267/9/images/5/Z%C3%A1vislost+forem+opot%C5%99eben%C3%AD+b%C5%99itu+%C5%99ezn%C3%A9ho+n%C3%A1stroje+na+teplot%C4%9B+v+z%C3%B3n%C4%9B+%C5%99ez%C3%A1n%C3%AD+%5BH-I1%2F44%5D+Vliv+%C5%99ezn%C3%BDch+podm%C3%ADnek+na+opot%C5%99eben%C3%AD+b%C5%99itu+%C5%99ezn%C3%A9ho+n%C3%A1stroje+%E2%80%93+trendy+%5BH-I1%2F44%5D.jpg "Závislost forem opotřebení břitu řezného nástroje na teplotě v zóně řezání [H-I1/44] Vliv řezných podmínek na opotřebení břitu řezného nástroje – trendy [H-I1/44]")
6
1.2 Formy opotřebení Opotřebení hřbetu Opotřebení čela
Plastická deformace břitu Opotřebení hřbetu ve tvaru vrubu Hřebenovité trhliny na ostří Únavový lom Vydrolování ostří Křehký lom

7
Formy opotřebení břitu řezného nástroje [KP 75]
![Formy opotřebení břitu řezného nástroje [KP 75]](http://slideplayer.cz/slide/2584267/9/images/7/Formy+opot%C5%99eben%C3%AD+b%C5%99itu+%C5%99ezn%C3%A9ho+n%C3%A1stroje+%5BKP+75%5D.jpg "Formy opotřebení břitu řezného nástroje [KP 75]")
8
Vydrolování ostří v místě záběru [H-I1/46] Vydrolování ostří v místě mimo záběr [H-I1/46]
![Vydrolování ostří v místě záběru [H-I1/46] Vydrolování ostří v místě mimo záběr [H-I1/46]](http://slideplayer.cz/slide/2584267/9/images/8/Vydrolov%C3%A1n%C3%AD+ost%C5%99%C3%AD+v+m%C3%ADst%C4%9B+z%C3%A1b%C4%9Bru+%5BH-I1%2F46%5D+Vydrolov%C3%A1n%C3%AD+ost%C5%99%C3%AD+v+m%C3%ADst%C4%9B+mimo+z%C3%A1b%C4%9Br+%5BH-I1%2F46%5D.jpg "Vydrolování ostří v místě záběru [H-I1/46] Vydrolování ostří v místě mimo záběr [H-I1/46]")
9
Hřebenovité trhliny na ostří – schéma [H-I1/44] Hřebenovité trhliny na ostří nástroje řezné keramiky Al2 O3 [H-I1/44]
![Hřebenovité trhliny na ostří – schéma [H-I1/44] Hřebenovité trhliny na ostří nástroje řezné keramiky Al2 O3 [H-I1/44]](http://slideplayer.cz/slide/2584267/9/images/9/H%C5%99ebenovit%C3%A9+trhliny+na+ost%C5%99%C3%AD+%E2%80%93+sch%C3%A9ma+%5BH-I1%2F44%5D+H%C5%99ebenovit%C3%A9+trhliny+na+ost%C5%99%C3%AD+n%C3%A1stroje+%C5%99ezn%C3%A9+keramiky+Al2+O3+%5BH-I1%2F44%5D.jpg "Hřebenovité trhliny na ostří – schéma [H-I1/44] Hřebenovité trhliny na ostří nástroje řezné keramiky Al2 O3 [H-I1/44]")
10
Plastická deformace špičky nástroje – model [H-I1/4]
P Plastická deformace čela nástroje z povlakovaného slinutého karbidu [H-I1/43]
![Plastická deformace špičky nástroje – model [H-I1/4]](http://slideplayer.cz/slide/2584267/9/images/10/Plastick%C3%A1+deformace+%C5%A1pi%C4%8Dky+n%C3%A1stroje+%E2%80%93+model+%5BH-I1%2F4%5D.jpg "P Plastická deformace čela. nástroje z povlakovaného. slinutého karbidu [H-I1/43]")
11
Křehký lom špičky nástroje – model [H-I1/43] z řezné keramiky Al2O3 [H-I1/43]
![Křehký lom špičky nástroje – model [H-I1/43] z řezné keramiky Al2O3 [H-I1/43]](http://slideplayer.cz/slide/2584267/9/images/11/K%C5%99ehk%C3%BD+lom+%C5%A1pi%C4%8Dky+n%C3%A1stroje+%E2%80%93+model+%5BH-I1%2F43%5D+z+%C5%99ezn%C3%A9+keramiky+Al2O3+%5BH-I1%2F43%5D.jpg "Křehký lom špičky nástroje – model [H-I1/43] z řezné keramiky Al2O3 [H-I1/43]")
12
1.3 Kvantifikace opotřebení
Parametry opotřebení řezného nástroje a jejich značení [KP 76] VB - opotřebení hřbetu průměrné VBC - opotřebení hřbetu v oblasti špičky VBN - opotřebení hřbetu vrubové Vbmax - opotřebení hřbetu maximální KT - hloubka žlábku opotřebení čela KB - šířka žlábku opotřebení čela KM - poloha středu žlábku opotřebení čela VR - radiální opotřebení špičky

13
Charakteristický průběh závislosti VB = f (t) [KP 77]
1.4 Časový průběh opotřebení Postupné opotřebování VB = f(t), KT = f(t), Oblasti opotřebení Charakteristický průběh závislosti VB = f (t) [KP 77] a – zrychlené záběhové opotřebení, b – lineární opotřebení s konstantní intenzitou, c – zrychlené opotřebení
![Charakteristický průběh závislosti VB = f (t) [KP 77]](http://slideplayer.cz/slide/2584267/9/images/13/Charakteristick%C3%BD+pr%C5%AFb%C4%9Bh+z%C3%A1vislosti+VB+%3D+f+%28t%29+%5BKP+77%5D.jpg "1.4 Časový průběh opotřebení. Postupné opotřebování. VB = f(t), KT = f(t), Oblasti opotřebení. Charakteristický průběh závislosti VB = f (t) [KP 77] a – zrychlené záběhové opotřebení, b – lineární opotřebení s konstantní intenzitou, c – zrychlené opotřebení.")
14
Časová posloupnost (průběhová mapa) opotřebení hřbetu – příklad [KP 77] Závislosti opotřebení hřbetu [KP 78] a – rychlořezná ocel, b – slinutý karbid
![Časová posloupnost (průběhová mapa) opotřebení hřbetu – příklad [KP 77] Závislosti opotřebení hřbetu [KP 78] a – rychlořezná ocel, b – slinutý karbid](http://slideplayer.cz/slide/2584267/9/images/14/%C4%8Casov%C3%A1+posloupnost+%28pr%C5%AFb%C4%9Bhov%C3%A1+mapa%29+opot%C5%99eben%C3%AD+h%C5%99betu+%E2%80%93+p%C5%99%C3%ADklad+%5BKP+77%5D+Z%C3%A1vislosti+opot%C5%99eben%C3%AD+h%C5%99betu+%5BKP+78%5D+a+%E2%80%93+rychlo%C5%99ezn%C3%A1+ocel%2C+b+%E2%80%93+slinut%C3%BD+karbid.jpg "Časová posloupnost (průběhová mapa) opotřebení hřbetu – příklad [KP 77] Závislosti opotřebení hřbetu [KP 78] a – rychlořezná ocel, b – slinutý karbid")
15
2 Trvanlivost břitu nástroje
Doba trvání řezného procesu - provozuschopný stav břitu Poruchy nástroje - porucha postupná, porucha náhlá Kritérium vzniku poruchy Kvantifikace trvanlivosti a životnosti břitu nástroje Trvanlivosti břitu T1, T2, T3, T4 při řezné rychlosti vc1, vc2, vc3, vc4 pro kritické opotřebení hřbetu VBk vc1 < vc2 < vc3< vc4 ; T1 > T2 > T3 > T4 [KP-78]

16
F. W. Taylor Taylorův vztah CT – konstanta [-] m - exponent [-]
T - trvanlivost břitu [min] CT – konstanta [-] m - exponent [-] vc – řezná rychlost [m.min-1] F. W. Taylor
![F. W. Taylor Taylorův vztah CT – konstanta [-] m - exponent [-]](http://slideplayer.cz/slide/2584267/9/images/16/F.+W.+Taylor+Taylor%C5%AFv+vztah+CT+%E2%80%93+konstanta+%5B-%5D+m+-+exponent+%5B-%5D.jpg "T - trvanlivost břitu [min] CT – konstanta [-] m - exponent [-] vc – řezná rychlost [m.min-1] F. W. Taylor.")
17
Průběh závislosti T = f(vc) [KP-80) a – lineární souřadnice, b - logaritmické souřadnice Závislost T = f(vc) při tvorbě nárůstku v oblasti malých řezných rychlostí [KP-80]
![Průběh závislosti T = f(vc) [KP-80) a – lineární souřadnice, b - logaritmické souřadnice Závislost T = f(vc) při tvorbě nárůstku v oblasti malých řezných rychlostí [KP-80]](http://slideplayer.cz/slide/2584267/9/images/17/Pr%C5%AFb%C4%9Bh+z%C3%A1vislosti+T+%3D+f%28vc%29+%5BKP-80%29+a+%E2%80%93+line%C3%A1rn%C3%AD+sou%C5%99adnice%2C+b+-+logaritmick%C3%A9+sou%C5%99adnice+Z%C3%A1vislost+T+%3D+f%28vc%29+p%C5%99i+tvorb%C4%9B+n%C3%A1r%C5%AFstku+v+oblasti+mal%C3%BDch+%C5%99ezn%C3%BDch+rychlost%C3%AD+%5BKP-80%5D.jpg "Průběh závislosti T = f(vc) [KP-80) a – lineární souřadnice, b - logaritmické souřadnice Závislost T = f(vc) při tvorbě nárůstku v oblasti malých řezných rychlostí [KP-80]")
18
Pro soustružení se v praxi se často aplikuje vztah Životnost břitu Z se kvantifikuje pro obnovovaný (přeostřovaný) nástroj Z = f (no , T) = ( no + 1)T = ( no + 1) CT . vc-m [ min ] no – počet ostření

19
3 Obrobitelnost materiálu
Normativ CNN 10-0-I/II Zařazení strojírenských materiálů a - litiny b - oceli c - těžké neželezné kovy a jejich slitiny (měď a slitiny mědi) d - lehké neželezné kovy a jejich slitiny (hliník a slitiny hliníku) Etalonové materiály a - ČSN b - ČSN c - ČSN d - ČSN
 d - lehké neželezné kovy a jejich slitiny (hliník a slitiny hliníku) Etalonové materiály. a - ČSN b - ČSN c - ČSN d - ČSN")
20
Součinitel obrobitelnosti

21
Třída obrobitelnosti V jednotlivých skupinách se materiály zařazují do 20-ti tříd obrobitelnosti Třídy obrobitelnosti se vztahují k příslušným součinitelům obrobitelnosti, které jsou odstupňovány podle geometrické řady, s kvocientem q = 101/10 = 1,2589

22
Součinitel obrobitelnosti Kv
Třída obrobitelnosti pro skupinu materiálů Od - do střední hodnota a b c d 0,23 - 0,28 0,25 8 b 0,29 - 0,35 0,32 9 b 0,36 - 0,44 0,40 6 a 10 b 7 c 6 d 0,45 - 0,56 0,50 7 a 11 b 8 c 7 d 0,57 - 0,71 0,63 8 a 12 b 9 c 8 d 0,72 - 0,89 0,80 9 a 13 b 10 c 9 d 0,90 - 1,12 1,0 10 a 14 b 11 c 10 d 1,13 - 1,41 1,26 11 a 15 b 12 c 11 d 1,42 - 1,78 1,59 12 a 16 b 13 c 12 d 1,79 - 2,24 2,0 13 a 17 b 14 c 13 d 2,25 - 2,82 2,5 18 b 2,83 - 3,55 3,15 19 b 3,56 - 4,47 4,0 20 b

23
Zkoušky obrobitelnosti Doporučené nástroje pro zkoušku obrobitelnosti ocelí
Metoda obrábění Doporučené nástroje Soustružení Vyměnitelné destičky typu SNGN nebo SPGN , slinutý karbid P20, průřez držáku 25x25 mm, úhel Xr = 70° (PN nebo PN ) Vrtání Vrták 10 mm, ČSN , strojní ostření s tolerancí délky ostří 0,2 mm. Pro vrtáky se slinutým karbidem doporučen druh K10. Frézování Frézovací hlava PN nebo PN o průměru 125 mm, počet zubů 10. Po upnutí destiček je dovolené maximální házení axiální 0,03 mm, házení radiální 0,05 mm.
 Vrtání. Vrták 10 mm, ČSN , strojní ostření s tolerancí délky ostří 0,2 mm. Pro vrtáky se slinutým karbidem doporučen druh K10. Frézování. Frézovací hlava PN nebo PN o průměru 125 mm, počet. zubů 10. Po upnutí destiček je dovolené maximální házení axiální 0,03 mm, házení radiální 0,05 mm.")
24
Doporučené řezné podmínky pro zkoušku obrobitelnosti ocelových materiálů
Metoda obrábění Řezná rychlost vc Posuv na otáčku Šířka záběru ostří ap [ m.min-1 ] [ mm ] Soustružení - 80, 100, 125 0,25 2,0 vyměnitelná destička SK 160, 200, 250 Vrtání RO 12, 18, 24, 30, 35 0,12 Vrtání SK 28, 36, 44, 52, 60 0,08 Frézování - 80, 110, 139 fz = 0,1 mm 2 176, 220, 278

25
Metodika stanovení obrobitelnosti dle „WIDIA“ A - uhlíkové a legované oceli, oceli na odlitky - třída 1 až 10 B – litiny - třída 11 až 18 C – vysocelegované oceli - třída 21 až 26

26
4 Operační výrobní náklady
Obecné řešení se provede pro soustružení vnější válcové plochy Jiné případy obrábění budou vykazovat specifické modifikace Nop = Ns + Nv + Nnv [ Kč ] Ns - náklady na strojní práci [ Kč ] Nv - náklady na vedlejší práci [ Kč ] Nnv - náklady na nástroj a jeho výměnu vztažené na jeden kus [ Kč ]

27
Náklady na strojní práci Ns = Nsm
Náklady na strojní práci Ns = Nsm . tAS Kč ] tAS - jednotkový strojní čas [ min ] Nsm - náklady na minutu strojní práce [ Kč ] Jednotkový strojní čas L - dráha nástroje ve směru posuvu včetně náběhu a přeběhu [ mm ] n - otáčky obrobku [min-1] f - posuv na otáčku [mm] L = ln + l + lp l – délka obráběné plochy ln – délka náběhu nástroje lp – délka přeběhu nástroje

28
Náklady na vedlejší práci Nv = Nvm
Náklady na vedlejší práci Nv = Nvm . tAV [ Kč ] tAV - jednotkový vedlejší čas [ min ] Nvm - náklady na minutu vedlejší práce [ Kč ]

29
Náklady na nástroj a jeho výměnu vztažené na jeden kus Nnv = NT
Náklady na nástroj a jeho výměnu vztažené na jeden kus Nnv = NT . zv [ Kč ] NT - náklady na nástroj a jeho výměnu vztažené na jednu trvanlivost [ Kč ] zv - počet výměn nástroje vztažený na obrobení jednoho kusu T – trvanlivost břitu nástroje [min] l – délka obráběné součásti L – dráha nástroje ve směru posuvu včetně náběhu a přeběhu

30
Po dosazení a úpravě jsou operační náklady

31
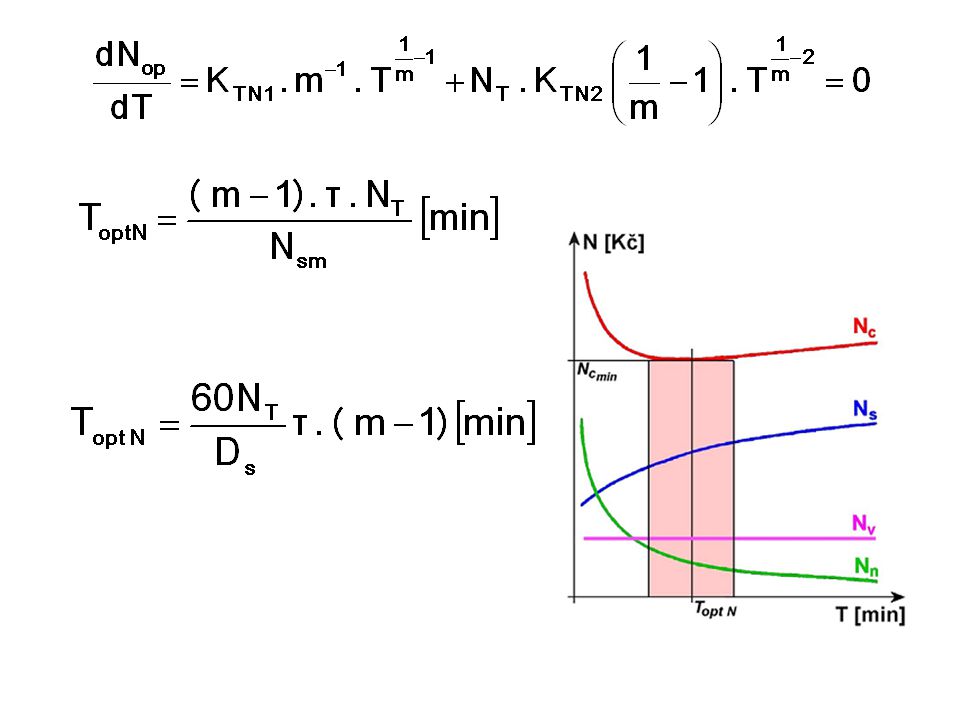
5 Optimální řezná rychlost pro kriterium minimálních operačních výrobních nákladů
Obecné řešení se provede pro soustružení vnější válcové plochy Jiné případy obrábění budou vykazovat specifické modifikace Operační výrobní náklady se vyjádří jako funkce řezné rychlosti

32
Náklady na strojní práci Náklady na vedlejší práci Nezávisí na řezné rychlosti a nejsou tudíž funkcí řezné rychlosti Náklady na nástroj a jeho výměnu vztažené na jeden kus Operační náklady

33
Minimum funkce Nop

34
6 optimální trvanlivost břitu nástroje
6.1 Kritérium minimálních operačních výrobních nákladů Konkretizace pro podélné soustružení válcové plochy -D,l,L - Taylorova závislost T . vcm = CT

36
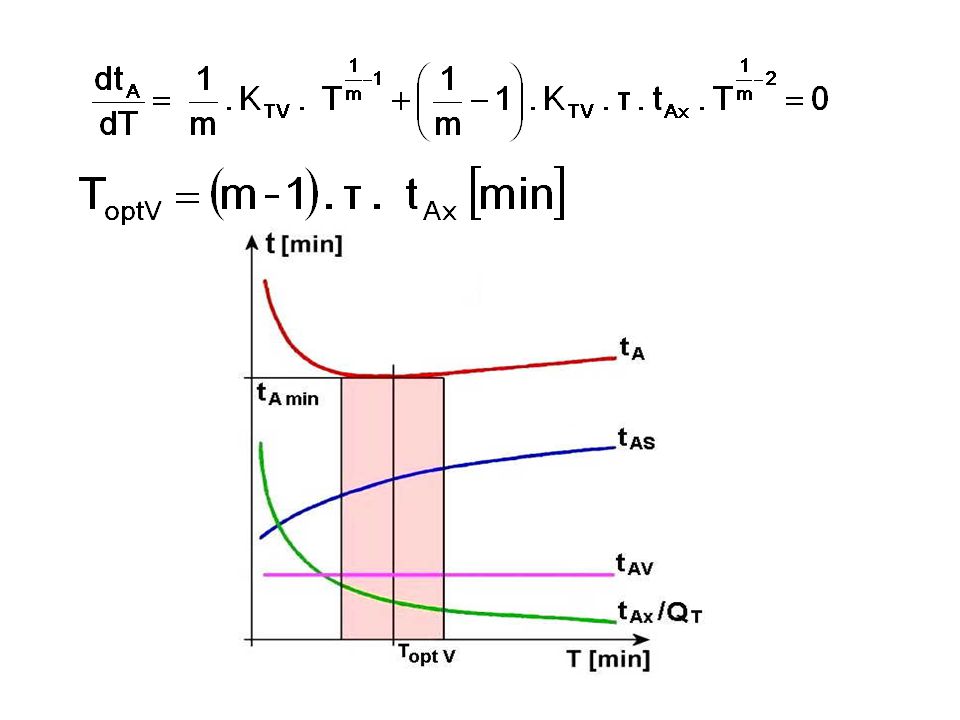
tA = tAS + tAV + tAx/QT [ min ]
6.2 Kritérium maximální výrobnosti tA = tAS + tAV + tAx/QT [ min ] tA - operační čas jednotkové práce [ min ] tAS - jednotkový strojní čas [ min ] tAV - jednotkový vedlejší čas [ min ] tAx - čas jednotkové nepravidelné obsluhy [ min ] QT - počet kusů obrobených za jednu trvanlivost nástroje [ - ] Konkretizace pro podélné soustružení válcové plochy D,l,L - Taylorova závislost T . vcm = CT
![tA = tAS + tAV + tAx/QT [ min ]](http://slideplayer.cz/slide/2584267/9/images/36/tA+%3D+tAS+%2B+tAV+%2B+tAx%2FQT+%5B+min+%5D.jpg "6.2 Kritérium maximální výrobnosti. tA = tAS + tAV + tAx/QT [ min ] tA - operační čas jednotkové práce [ min ] tAS - jednotkový strojní čas [ min ] tAV - jednotkový vedlejší čas [ min ] tAx - čas jednotkové nepravidelné obsluhy [ min ] QT - počet kusů obrobených za jednu trvanlivost nástroje [ - ] Konkretizace pro podélné soustružení válcové plochy. D,l,L - Taylorova závislost T . vcm = CT.")
38
7 Obecný postup stanovení základních řezných podmínek
Trvanlivost břitu T Šířka záběru ostří ap Posuv f Řezná rychlost vc

39
ekonomika, produktivita a hospodárnost obrábění
DTB Technologie obrábění Téma 10 ekonomika, produktivita a hospodárnost obrábění Konec přednášky Děkuji za pozornost

Podobné prezentace







 skupina: kontrolní pacienti průměr 41,08 51,67 sm.odch.>")









>")

