Stáhnout prezentaci
1
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Vzdělávací materiál: Prezentace Určen pro: 2. ročník oboru Strojírenství a Ekonomika podnikání Vzdělávací oblast: Strojírenská technologie – Polotovary Název učebního materiálu: Strojní kování Jméno autora: Ing. Miroslava Jeřichová Datum vytvoření: 13.10.2012 Reg.č. projektu: CZ.1.07/1.5.00/34.0627

2
Klíčová slova: volné kování, buchar, lis, kovadla, pěchování, prodlužování, děrování, osazování Anotace: Prezentace je určena žákům 2. ročníku oboru Strojírenství a Ekonomika podnikání. Inovuje výuku použitím multimediálních pomůcek – prezentace. Metodické pokyny: Tento materiál uplatní učitel při výkladu dané problematiky, použité obrázky, fotografie zvýší názornost výkladu. Prezentaci mohou žáci použít i v rámci samostatné domácí přípravy na výuku.

3
Charakteristika Tvářecí stroje Volné kování Kovadla Základní kovářské operace

4
Kování je beztřískové tváření pomocí klidové tlakové síly nebo úderem, jedná se o objemové tváření. Pro snížení tvářecí síly a zvýšení tvárnosti je materiál nutné ohřát na správnou tvářecí teplotu. Materiál dosáhne teploty rekrystalizace a tím požadované tvárnosti Kování rozdělujeme na ruční a strojní Strojní kování ulehčuje a odstraňuje namáhavou fyzickou práci, urychluje výrobu malých a středně velkých výkovků, umožňuje výrobu velkých výkovků, zlepšuje původní mechanické vlastnosti výchozího materiálu, umožňuje mechanizaci a automatizaci provozu, klade důraz na nízkou spotřebu materiálu, optimální přesnost a jakost výkovku Strojní kování rozdělujeme na volné a zápustkové

5
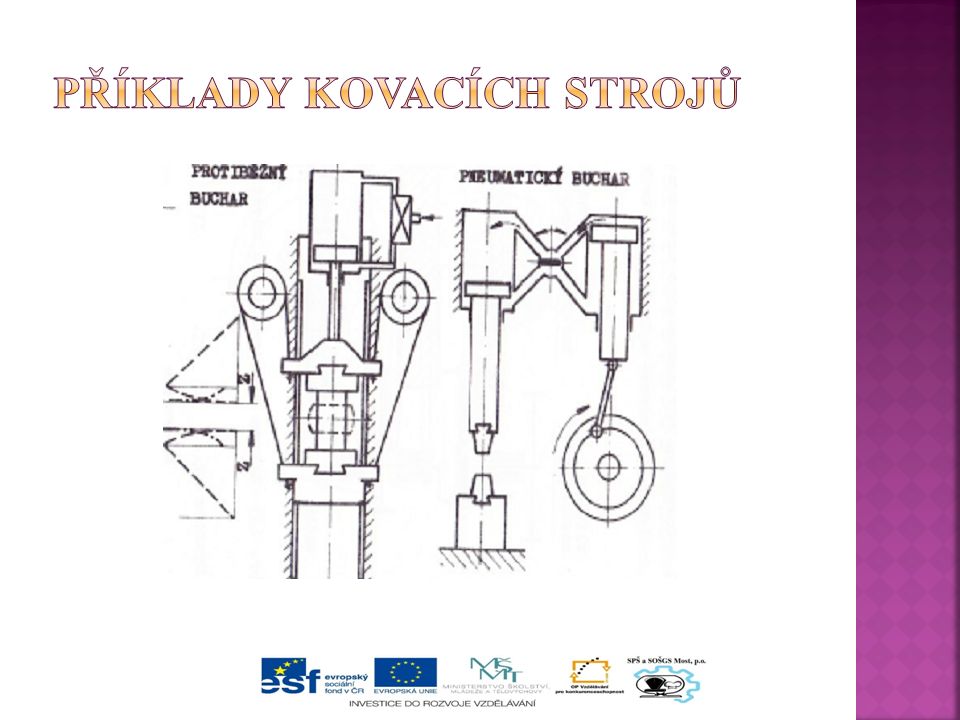
Buchary Lisy Buchary – působí na tvářený materiál rázy beranu, na kterém je upevněno jedno z kovadel, beran se mechanicky nebo tlakem páry nebo vzduchu zvedá do výšky, odkud padá na materiál. Intenzita a počet rázů se dá regulovat. Hmotnost beranu – 50 až 10000 kg Dopadová rychlost beranu 5 až 8 m/s Buchary – prokovou do určité hloubky - okuje odpadají z povrchu čistý povrch - rázy se přenášejí do základů otřesy - pro volné kování používáme převážně buchary pružinové, parní a pneumatické pro zápustkové kování např. padací, protiběžné…..

6
Lisy působí na tvářený materiál klidným tlakem a malými rychlostmi. Používáme je tam, kde potřebujeme velké tvářecí síly. Lisy – prokovou v celém průřezu - pro kování těžkých výkovků - okuje se zatlačí do povrchu materiálu - práce na nich je bezpečnější než na bucharech - pro volné kování používáme hydraulické lisy - pro zápustkové kování mechanické např. klikové, vřetenové…

7
p

8
p

10
Pro všechny operace volného kování

11
Pro všechny operace volného kování

15
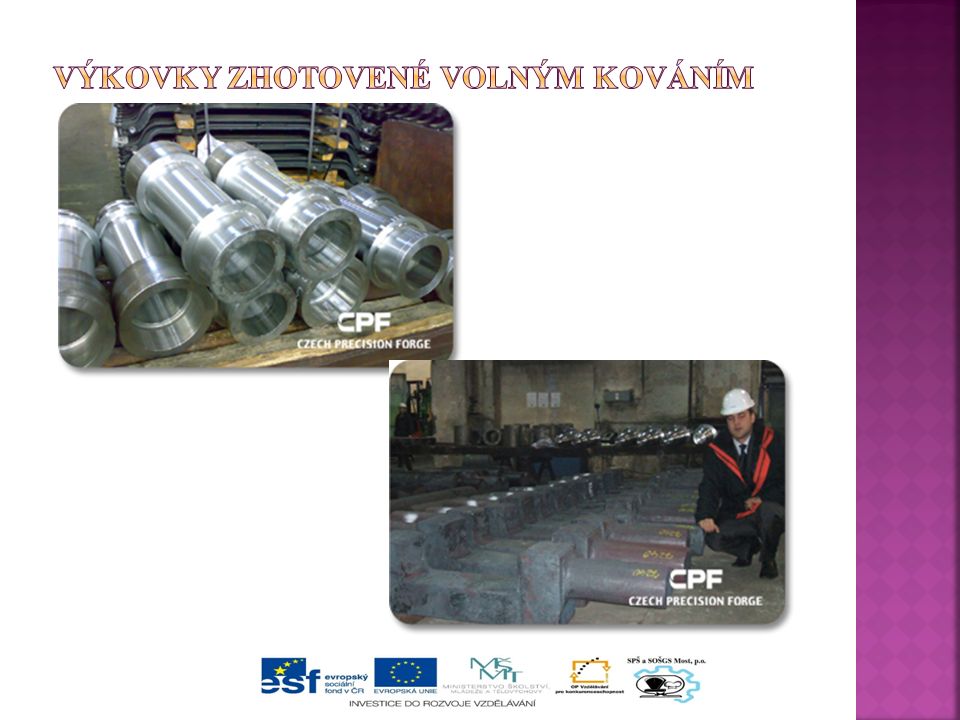
Používá se pro velké výkovky v kusové výrobě nebo pro zhotovení předkovků pro zápustkové kování v sériové a hromadné výrobě Materiál tvářený údery nebo tlakem může volně “ téci“ do stran Kování, při kterém se používá: - jednoduchých nástrojů - několik základních kovářských operací, jejichž kombinací se dají zhotovit i složité tvary výkovků - jako výchozí polotovar předvalky i surové ingoty Povrch výkovků je nerovný, hrubý, rozměrová přesnost je horší v porovnání se zápustkovým kováním

19
Nejpoužívanější nástroje jsou kovadla Pracovní dráhy kovadel se kalí a jsou pootočeny od svislé roviny bucharu o úhel 35 až 45°.Úhlová a tvarová kovadla se zúšlechťují.

20
Kleště : podélné – mají čelisti ve tvaru průřezu kovaného materiálu příčné – používají se při přidržování materiálu kotoučového tvaru při pěchování Sekáče – stejného tvaru jako u ručního kování, ale těžší Trny – pro kování prstenců, kalibrační, pro kování dutých těles Příložky – osazovací, tvarové

21
Pěchování – používá se jako předkovací operace zápustkového kování nebo přímá operace při kování plochých výkovků – kotouče, příruby

22
Prodlužování – operace, při které se zvětšuje délka kovaného předmětu a současně se zmenšuje jeho šířka a tloušťka, aby se omezilo rozšiřování materiálu je nutné jím otáčet

23
Osazování, přesazování a prosazování – dochází ke zmenšení průřezů např. při kování zalomených hřídelů

24
Děrování – slouží k vytvoření otvorů ve výkovku, děrujeme na podložné desce s otvorem nebo za pomoci děrovacího trnu

25
Jsou určeny pro výrobu rotačních součástí např. tyčí kruhového průřezu, čtvercového.. Vřeteno unáší dvě případně i více kovadel Při otáčení vřetena jsou kovadla tlačena odstředivou silou k obvodu, při odvalování válečků kovadel po válečcích v objímce jsou kovadla k sobě opět přitlačována, tak dochází k tváření materiálu, nejčastěji k prodlužování při současné změně velikosti a tvaru průřezu Materiál se tváří za tepla

28
Řasa J., Gabriel V., Pokorný P.: Strojírenská technologie 2 (1. a 2. díl), Scientia spol. s.r.o., pedagogické nakladatelství Praha 1998 Černoch S.: Strojně technická příručka Praha 1977 SNTL Hluchý M. a kolektiv: Polotovary a jejich technologičnost Praha 1977 čj.28 750 77 SNTL Doubravský M., Macášek I., Macháček Z., Žák J.Technologie slévání, tváření a svařování VUT Brno 1985 Použité video – vlastní zdroje autora Zdroje obrázků: AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.cpforge.com/AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.pilsensteel.cz/cs/opracovane_vykovky_a_kovane_tyce/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.akkstroje.cz/nabidka, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.tsplzen.cz/cz/hydraulicke-lisy-kovaci.asp AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.cpforge.com/fotogalerie/3_95.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.cpforge.com/fotogalerie/3_80.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.cpforge.com/fotogalerie/3_90.jpg AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.cpforge.com/fotogalerie/3_84.jpg
, Scientia spol. s.r.o., pedagogické nakladatelství Praha 1998 Černoch S.: Strojně technická příručka Praha 1977 SNTL Hluchý M. a kolektiv: Polotovary a jejich technologičnost Praha 1977 čj SNTL Doubravský M., Macášek I., Macháček Z., Žák J.Technologie slévání, tváření a svařování VUT Brno 1985 Použité video – vlastní zdroje autora Zdroje obrázků: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW:")















: Strojírenská technologie Tváření (ST28) Ing. Elena Nová STROJÍRENSTVÍ.>")










