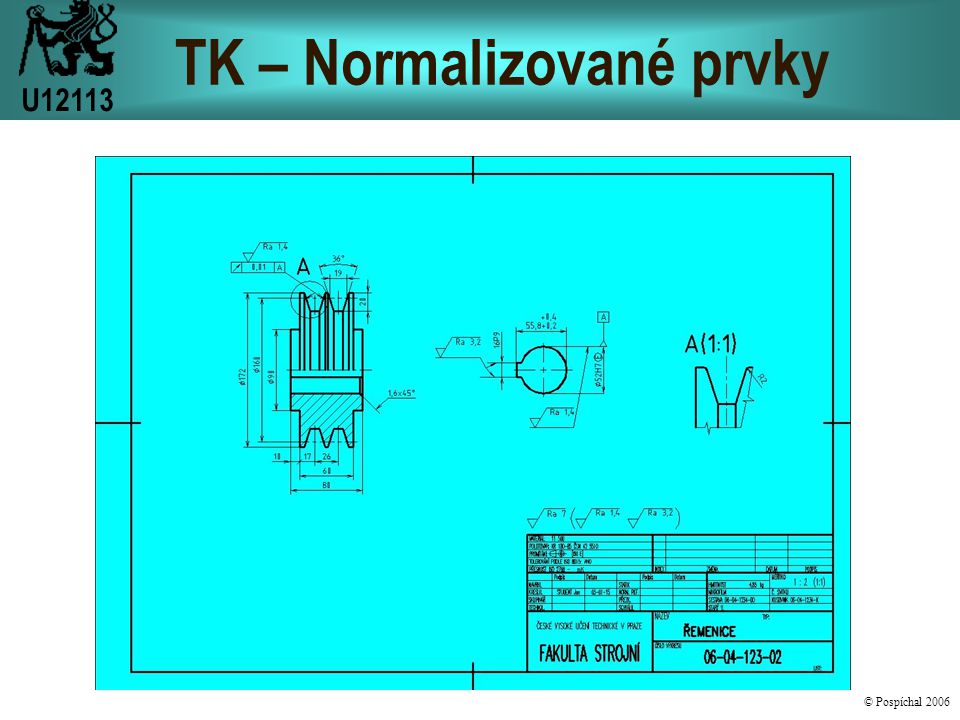
TK – Normalizované prvky U12113 © Pospíchal 2006
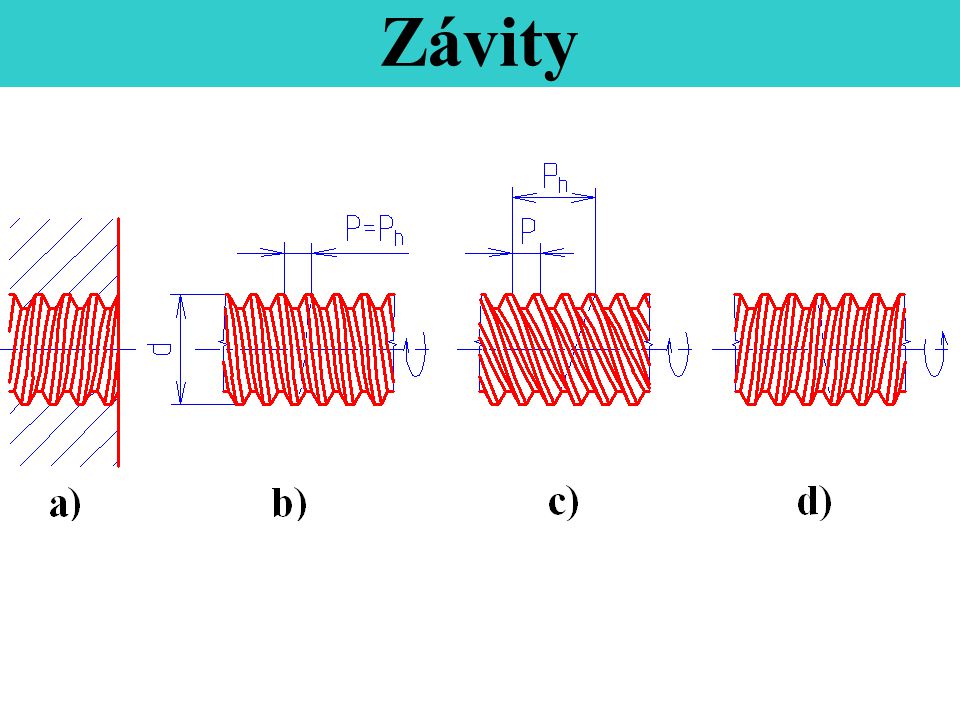
Závity
Závit pravý jednochodý
Závit levý jednochodý
Závit pravý trojchodý
Závity - zobrazení
Závity - zobrazení
Závity - zobrazení
Metrický závit ISO M 100x6(P2) LH - 4H5H/4h Starší značení Tolerance středního (d2) a velkého (d) průměru šroubu Tolerance středního (D2) a malého průměru (D1) matice LH = Left Hand = levý (pravý se neuvádí) Rozteč p = 2mm Trojchodý (6/2=3) stoupání = 6 mm Velký průměr d = 100 mm
Metrický závit ISO M 100xPh6P2 – 2H6H/1k6h – L – LH Nové značení LH = Left Hand = levý (RH pravý se neuvádí) Délka zašroubování L ong N ormal –se neuvádí S hort Tolerance středního (d2) a velkého (d) průměru šroubu Tolerance středního (D2) a malého průměru (D1) matice Rozteč p = 2mm Trojchodý (6/2=3) stoupání = 6 mm Velký průměr d = 100 mm
Nyní si každý ve svých tabulkách nalezněte rozměrovou normu metrických závitu ISO pro všeobecné použití
U závitů s hrubou roztečí se tato neuvádí – např.: M16 Tento závit musí mít stoupání 2 mm
U závitů s hrubou roztečí se tato neuvádí – např.: M16 Tento závit musí mít stoupání 2 mm Pro jmenovitý průměr 16 mm existují ještě závity s jemnou roztečí: M16x1,5 a M16x1
U závitů s hrubou roztečí se tato neuvádí – např.: M16 Tento závit musí mít stoupání 2 mm Ale pozor!!! Nelze napsat např.: M17 Protože pro tento rozměr norma neuvádí hrubou rozteč
U závitů s hrubou roztečí se tato neuvádí – např.: M16 Tento závit musí mít stoupání 2 mm Ale pozor!!! Nelze napsat např.: M17 Protože pro tento rozměr norma neuvádí hrubou rozteč Pro jmenovitý průměr 17 mm existují pouze závity s jemnou roztečí: M17x1,5 a M17x1
Největší závit s hrubou roztečí je Všechny závity větší než M68 Všechny závity větší než M68 jsou závity s jemnou roztečí (jemné závity), např.: M110x6 M110x4 M110x3 M110x2
Určení rozměru metrického závitu na skutečné součásti Závit je pravotočivý … RH Určení rozměru metrického závitu na skutečné součásti jednochodý
Posuvkou jej nelze změřit Je možno změřit průměr D1: Jak zjistit průměr D: Posuvkou jej nelze změřit Je možno změřit průměr D1:
Posuvkou jej nelze změřit Je možno změřit průměr D1: Jak zjistit průměr D: Posuvkou jej nelze změřit Je možno změřit průměr D1:
20,84
Posuvkou jej nelze změřit Je možno změřit průměr D1: Jak zjistit průměr D: Posuvkou jej nelze změřit Je možno změřit průměr D1: !! Takto změřený průměr je zatížen chybou z výroby, opotřebení, měřidla, měření, … odhadem +/- 0,2 mm 20,84 Teoretický (tabulkový) D1 tudíž musíme hledat v rozsahu 20,64 až 21,04 mm
V tomto rozsahu leží malé průměry závitů M22x1 a M24 D1=20,64 až 21,04 mm V tomto rozsahu leží malé průměry závitů M22x1 a M24 Je nutno změřit rozteč závitu
K měření rozteče použijeme závitové měrky, nebo proužek papíru na který závit obtiskneme a poté změříme
5.P=15mm K měření rozteče použijeme závitové měrky, nebo proužek papíru na který závit obtiskneme a poté změříme
D1=20,64 až 21,04 mm 5.P = 15 P = 3 Jedná se o závit M24
W 4 1/2 Whitworthův závit [ČSN 01 4030]. d (D) = 4,5 anglického palce
1/4 – 28 UNF – 3A Palcový závit ISO [ISO263; ISO725; ISO5864] Vnější závit (vnitřní závit se označuje B) třída přesnosti řada (UN, UNF, UNEF, UNC) počet závitů na 1 palec (na 25,4 mm) velký průměr (d (D) v anglických palcích)
Lichoběžníkový závit [ČSN 01 4051]. Funkce: - převádí rotační pohyb na pohyb posuvný - posuvný na rotační (je-li splněna podmínka, že třecí úhel je menší než úhel stoupání šroubovice závitu).
Tr 20x12(P4) LH - 7H/7e6h Lichoběžníkový závit [ČSN 01 4051]. Tolerance středního (d2) a velkého (d) průměru šroubu Tolerance středního (D2) a malého průměru (D1) matice LH = Left Hand = levý (pravý se neuvádí) Rozteč p = 4mm Trojchodý (12/4=3) stoupání = 12 mm Velký průměr d = 20 mm
Trubkový závit [ISO 228:1982, ČSN 01 4034]. Funkce: trubkový závit plní současně dvě funkce: 1. spojení dvou součástí, 2. jejich utěsnění (pomocí těsnicího materiálu, nebo přímo závitem - vnější kuželový do vnitřního válcového, nebo naopak).
Trubkový závit [ISO 228:1982, ČSN 01 4034]. G 4 1/2 . . . trubkový závit dle ISO 228 jmenovité světlosti DN=4,5 anglického palce (vnější i vnitřní) (DN=Diameter Nominal). R 2 1/4 . . . trubkový závit kuželový vnější dle ČSN 01 4034 jmenovité světlosti DN=2,25 anglického palce. Rc 2 1/4 . . . trubkový závit kuželový vnitřní dle ČSN 01 4034 jmenovité světlosti DN=2,25 anglického palce (Rc 2 1/4 LH . . . totéž, ale levý). Rp 2 1/4 . . . trubkový závit válcový vnitřní dle ČSN 01 4034 jmenovité světlosti DN=2,25 anglického palce.
Trubkový závit [ISO 228:1982, ČSN 01 4034]. Utěsnění: - pomocí těsnění (konopí, ...) uložení G/G (např. G/G 1 1/2) - přímo závitem uložení Rp/R, G/R,nebo Rc/G (např. Rp/R 2)
Výběhy a zkosení závitů
Výroba závitu do slepé díry závitníkem
Drážka za závitem - funkce
Drážka za závitem – zobrazení a kótování
Středicí důlek
Digital Readout Chuck Headstock Tailstock Bed Carriage
Středicí důlek
ISO 6411 – B 2,5/8
ISO 6411 – B 2,5/8
Zápich
Rýhování, vroubkování
Rýhování, vroubkování
Drážka pro pero
Kótování drážky pro pero náboj hřídel pero Hřídel, pero a náboj tvoří lineární obvod. Pro smontovatelnost těchto 3 částí je nutné, aby vůle v>0. Vůle v je uzavíracím členem tohoto obvodu a proto platí: vmax = amax - (bmin + pmin ) vmin = amin - (bmax + pmax )
Kótování drážky pro pero Každý sám vyhledejte ve svých tabulkách normu per a tabulku přiřazení k hřídelům Zde se vyhledá rozměr t1 v závislosti na šířce pera, nikoliv na průměru hřídele +0,4 t1 = 3,8 +0,2 +0,4 +0,4 D + t1 = 60 + 3,8 +0,2 = 63,8 +0,2 Donutit studenty k vyhledání hodnot ve vlastních tabulkách A dále se vyhledá rozměr t +0,2 t = 6,2 0 +0,2 0 D - t = 60 – (6,2 0 ) = 53,8 -0,2