Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
TECHNOLOGIE PŘESNÉHO LITÍ
METODA VYTAVITELNÉHO MODELU

2
Parametry metody rozměry: 100 – 200 mm (světové max. 1000 mm)
hmotnost odlitu: 0,1 – 8 kg (48 kg –SPL Zlín, světové max. 200 kg ) tvar: témeř bez omezení tloušťka stěny: ocel =1,2 mm, neželezné kovy = 0,6 mm Materiál: Ocel, slitiny Co, Ni, Cu, Al, Ti, Mg, legované litiny, Sériovost: kusová až velkosériová Srovnání jednotlivých technologií z hlediska přesnosti Lití do písku ± 1 - ± 2 mm Kokilové lití ± 0,1 - ± 0,3 mm Tlakové lití ± 0,5 - ± 0,2 mm Vytavitelný model ± 0,03 - ± 0,1 mm
 tvar: témeř bez omezení. tloušťka stěny: ocel =1,2 mm, neželezné kovy = 0,6 mm. Materiál: Ocel, slitiny Co, Ni, Cu, Al, Ti, Mg, legované litiny, Sériovost: kusová až velkosériová. Srovnání jednotlivých technologií z hlediska přesnosti. Lití do písku. ± 1 - ± 2 mm. Kokilové lití. ± 0,1 - ± 0,3 mm. Tlakové lití. ± 0,5 - ± 0,2 mm. Vytavitelný model. ± 0,03 - ± 0,1 mm.")
3
Využití odlitků přesného lití
Letectví Automobilový průmysl Zbrojní průmysl Raketová technika Lékařské nástroje Implantáty Ortopedické produkty Jaderná energie Hydraul. a pneu. komponenty Energetika Potravinářství Petrochemické zařízení Armatury Příslušenství lodí Části jízdních kol Hudební nástroje Golfové hole Zemědělská technika

4
Průmyslové plynové turbíny Všeobecné strojírenství
Sportovní zboží 7 % Automobilový průmysl 3% Průmyslové plynové turbíny 25 % Všeobecné strojírenství 18% Letecký průmysl 47%

5
Asie 17% Západní Evropa 25% ostatní 6% Severní Amerika 52%

6
Pozice českého přesného lití ve světě statistika k roku 2006
Evropa Velká Británie Francie Německo Česká republika Severní Amerika Obrat v mil. USD 1250 550 325 212 20 2600 Procento ze Světové Produkce 25% 10% 6% 4% 0,20% 50%

7
Nejvýznamnější slévárny přesného lití v ČR
Rok Celkový počet sléváren Počet zaměstnanců Kapacita [tun] / využití [%] Celkový obrat [mil.] oceli superslitiny Neželezné kovy 1994 15 1100 3650 35% 90 10% 60 70% 230 2000 13 994 3500 80% 15% 100% 864 2006 12 950 3600 85% 150 30% 1250 Nejvýznamnější slévárny přesného lití v ČR PBS Velká Bíteš, a.s mil/2006 Kdynium Kdyně, a.s mil/2006 Prague Casting Services, a.s mil/2006

8
TECHNOLOGIE VÝROBY INVESTMENT CASTING
metoda INVESTMENT CASTING

9
Pracovní postup – výrobní operace
1.Výroba forem na modely 2.Výroby voskových modelů 3.Sestava stromečku

10
Pracovní postup – výrobní operace
4.Výroba skořepin – keramické obaly 5.Výroba skořepin – žáruvzdorný posyp 6.Vytavení v autoklávu *

11
Pracovní postup – výrobní operace
7.Vypalování skořepin 8.Tavení odlévání 9.Odstranění keramiky

12
Pracovní postup – výrobní operace
10.Oddělování vtokové soustavy – řezání 11.Oddělování vtoků z odlitků - broušení 12.Dokončovací operace tryskání, broušení, 13.Kontrola

13
Formy na voskové modely
Způsob výroby: - obráběním - odléváním - galvanopalsticky Materiál: - ocel - hliníkové slitiny - nízkotavitelné slitiny - zinkové slitiny - plastické hmoty - sádra - kaučuk

14
Formy na voskové modely
Stupeň mechanizace: - s ručním vyjímáním - s vyhazovači - s jádry a částmi forem ručně nebo mechanicky rozebíratelnými - celkově mechanizovaná

15
Hliníková mříž pro zpevnění formy
Forma na voskový model Hliníková mříž pro zpevnění formy POSUVNÉ DÍLCE VSTUPNÍ OTVOR PŘIDRŽOVACÍ DESKA

16
Výroba voskových modelů – požadavky na vlastnosti vosku
Dostatečná pevnost, tvrdost a dostatečná stabilita Dostatečná pružnost pro manipulaci Malé smrštění během tuhnutí Nízké procento popela Vhodná viskozita Odolnost oxidaci Nesmí se lepit na stěny kovové formy Nesmí reagovat s obalovými hmotami Přesná reprodukce formy Musí ztuhnout ve formě během krátké doby po vstříknutí

17
Výroba voskových modelů – voskové směsy
na modely - čisté - plněné - emulgované na vtokové soustavy rekultivované vosky speciální vosky - adhezní - opravný - vosky na jádra - namáčecí - rozpustné

18
Výroba voskových modelů – způsob výroby
Gravitační lití modelů Je používáno už jen velice zřídka a to většinou při výrobě pomocných modelů jako jsou např. vtokové kanály apod. Vstřikování do formy Výroba voskových modelů vstřikováním vosku do formy je hlavní metodou výroby voskových modelů. Výroba se uskutečňuje na speciálních vstřikovacích lisech, které vstřikují roztavený vosk pod tlakem. Teplota vosků při vstřikování je v rozmezí 55 – 90°C. Po ztuhnutí je model vyjmut z formy.Vstřikovací lisy jsou klasifikovány dle stavu vosku, který je stroj schopný vstřikovat.

19
Výroba voskových modelů – vstřikovací stroje
Stroje pracující s tekutým voskem - lisovací teplota ( oC) - lisovací tlak ( 5 – 25 MPa) - čas lisování ( 0,5 – 6 min ) - teplota formy (25 – 45 oC) - čas ve formě (0,5 – 1,5 min)
 - lisovací tlak ( 5 – 25 MPa) - čas lisování ( 0,5 – 6 min ) - teplota formy (25 – 45 oC) - čas ve formě (0,5 – 1,5 min)")
20
TVAROVÁ ZÁKLADOVÁ DESKA
Kalibrační přípravek VOSKOVÝ MODEL TVAROVÁ ZÁKLADOVÁ DESKA

21
Sestava vtokové soustavy
Podle počtu modelů v jedné licí soustavě se rozlišují: Sestavování jednotlivých modelů Používá se v případě rozměrnějších odlitků. Jsou to převážně odlitky u nichž velké nároky na kvalitu nebo rozměrovou přesnost vylučují použití jiné technologie. Vtoková soustava s různými druhy nálitků se vyrábí ve zvláštních formách a na model se připojí pájením nebo lepením. Sestavování modelů do stromečku Stromeček se skládá z většího počtu modelů, spojených jednotlivými vtoky s vtokovou soustavou.

22
Sestava vtokové soustavy
Sestavování jednotlivých modelů Sestavování modelů do stromečků

23
Výroba keramických forem
Obalování spočívá v opakovaném namáčení modelových stromečků do obalové hmoty, posypávání žáruvzdorným materiálem o vhodné zrnitosti a sušení jednotlivých obalů. Tento cyklus se opakuje tolikrát, dokud nemá obal požadovanou tloušťku. Počet vrstev bývá obvykle mezi 5 až 15 obaly.

25
Výroba keramických forem
Při namáčení se čisté voskové stromečky pozvolna ponořují do obalové hmoty(břečky) při současném otáčení a naklánění tak, aby obalová hmota rovnoměrně pokryla stromeček, a aby se neutvořily v koutech, rozích nebo drážkách vzduchové polštáře, nebo aby tam neulpěly vzduchové bublinky. Posypávání žáruvzdorným materiálem se provádí fluidně, ponořením do vzduchem načeřeného posypového materiálu. Na první dva lícní obaly, které rozhodují o kvalitě povrchu odlitku se používá jemný zásypový materiál se zrnitostí většinou 0,1 až 0,25 mm, na další obaly pak 0,25 až 0,5 mm
 při současném otáčení a naklánění tak, aby obalová hmota rovnoměrně pokryla stromeček, a aby se neutvořily v koutech, rozích nebo drážkách vzduchové polštáře, nebo aby tam neulpěly vzduchové bublinky. Posypávání žáruvzdorným materiálem se provádí fluidně, ponořením do vzduchem načeřeného posypového materiálu. Na první dva lícní obaly, které rozhodují o kvalitě povrchu odlitku se používá jemný zásypový materiál se zrnitostí většinou 0,1 až 0,25 mm, na další obaly pak 0,25 až 0,5 mm.")
26
Výroba keramických forem
Formovací směsi pro výrobu keramických skořepin se obecně skládají ze dvou látek - plniva - pojiva (břečka) Základní vlastnosti keramických skořepin Minimální tepelná roztažnost Vysoká teplota tavení Chemická netečnost vůči odlévaným kovům materiály Al2O3 – oxid hlinitý ZrO2 – oxid zirkoničitý. křemičitany mulitu, zirkonu, silimanitu a molochitu.
 Základní vlastnosti keramických skořepin. Minimální tepelná roztažnost. Vysoká teplota tavení. Chemická netečnost vůči odlévaným kovům. materiály Al2O3 – oxid hlinitý. ZrO2 – oxid zirkoničitý. křemičitany mulitu, zirkonu, silimanitu a molochitu.")
27
Výroba keramických forem
Při operace sušení keramických skořepin musí každý obal schnout v klimatizovaném prostoru při konstantních podmínkách. Teplota prostředí 20 až 24°C Vlhkost prostředí 50 až 70% Při sušení musí být zajištěno dostatečné proudění vzduchu. Podstatného zkrácení doby sušení se dosáhne sušením v proudu vzduchu s rychlostí proudění alespoň 180 m/min. V mírně ohřátém vzduchu (25 až 27°C), proudícím rychlostí 250 m/min, lze zkrátit dobu sušení mezi jednotlivými obaly na 50 až 55s
, proudícím rychlostí 250 m/min, lze zkrátit dobu sušení mezi jednotlivými obaly na 50 až 55s.")
28
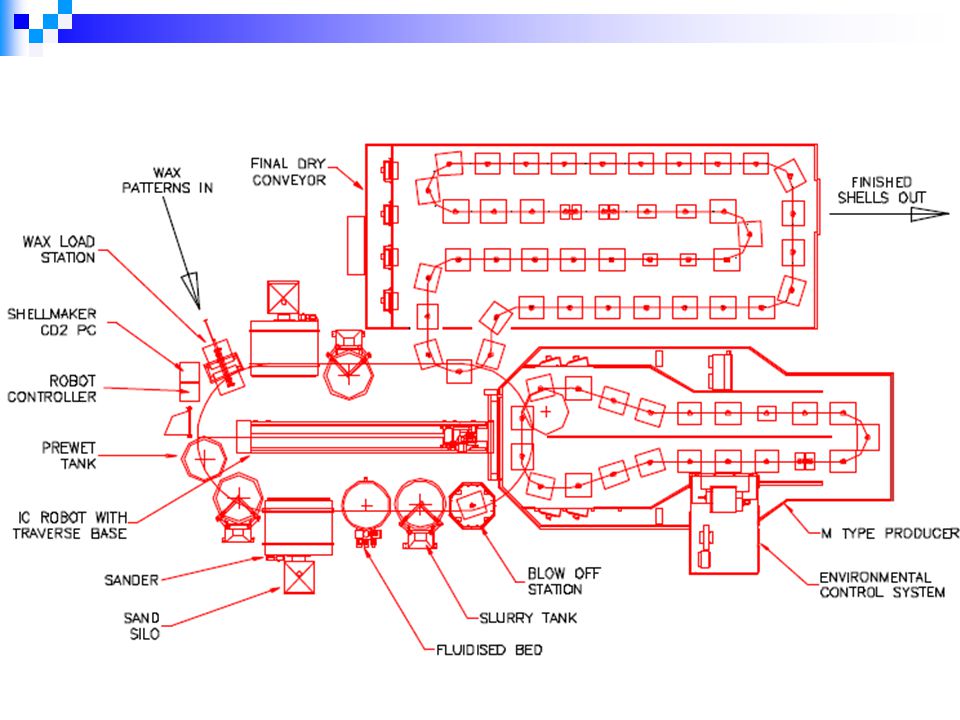
Výrobní linka na keramické skořepiny

29
Vytavení voskové hmoty z formy
Vytavování voskových modelů se provádí: V autoklávu 0,3 – 1,6 MPa, při T = 120 – 185 °C Za vysoké teploty v peci za teploty 900 až 1000°C, takže se spojí vytavení vosku s vypálením skořepiny. Ztráty vosku jsou 10 až 15; Za nízké teploty vytavování se provádí v roztavené a přehřáté hmotě stejného složení jako má hmota modelů Dielektrickým ohřevem skořepiny se zvlhčí vodou a pak se umístí v poli vysokofrekvenčních oscilací. Vlhká skořepina se rychle ohřeje, vosk se těsně u skořepiny odtaví a vytvoří se dilatační spára, jenž zabrání popraskání skořepiny rozpínajícím se voskovým modelem Horkým vzduchem proud horkého vzduchu se zavádí do středu vtoku. Ten s protaví dříve než se celý model ohřeje a k odtavování pak dochází z vnitřku.

30
Příprava keramické skořepiny
Keramická skořepina je po vytavení tepelně izolována pomocí izolačního materiálu sibral. Tento materiál slouží jako izolace v místech, kde je potřeba prodloužit tuhnutí odlitku. Podle tvaru, váhy a rozměrů se určí zda bude skořepina odlita: - zasypaná ( lupek, ocelové broky) - samonosně
 - samonosně.")
31
Vypálení keramické skořepiny
Vypálené formy jsou schopny odolávat velmi vysokým teplotám a při pečlivém výběru skladby keramické břečky a posypového materiálu mohou být používány pro velmi širokou oblast slitin. Důvody vypalování forem před odléváním: - Odstranění zbytků voskových materiálů a těkavých látek zbylých po vytavování. - Zhutnění struktury keramiky – dosažení potřebné pevnosti skořepiny. - Předehřátí formy před litím na stanovenou teplotu (850–1150oC)
")
32
Vypálení keramické skořepiny - průběžná pec

35
Dokončovací operace Typické pořadí dokončovacích operací:
Odstranění převážné části keramické skořepiny(mechanicky) Odstranění odlitků z vtokové soustavy. Odstranění zbylé keramiky (mechanicky / chemicky) Odstranění vtoků z odlitků. Tryskání a dokončování.
 Odstranění odlitků z vtokové soustavy. Odstranění zbylé keramiky (mechanicky / chemicky) Odstranění vtoků z odlitků. Tryskání a dokončování.")
36
Odstranění zbylé keramiky
Chemické metody – lze použít fluorovodíkové kyseliny, žíravé soli nebo soli v roztavené formě jako vodní roztok. Existují 2 chemické metody: Lázeň s rozpuštěnou solí – hydroxid sodný,pracovní teplota v rozmezí 475 – 600°C. Doba ponoření odlitků je okolo 20 minut. Po solné lázni jsou odlitky opláchnuty a vloženy do neutralizační kyseliny kde dojde k odstranění okují. Horká vodní žíravá lázeň – alkalické koncentráty, obvykle s hydroxidem draselným. Pracovní teplota je okolo 80°C a odlitky, doba ponoření několik hodin. Obě výše uvedené metody jsou schopny odstraňovat i přístupná keramická jádra. Pro obtížnější, nepřístupná jádra, se používá louhovacího autoklávu. Jako louhovací prostředek je úspěšně používána koncentrace vodné žíraviny nebo kyseliny fluorovodíkové

37
Kontrola odlitků Metody pro rozměrovou kontrolu
Důsledné dodržování rozměrů je nevyhnutelným požadavkem na kvalitu přesných odlitků, dodávaných jako výrobky typu near-net-shape. Metody pro zjišťování kvality povrchu Metody zkoumající povrchovou kvalitu odlitků. Metody pro zjišťování vnitřních vad Zkoumání vnitřní struktury odlitku. Kontrola výskytu převážně ředin a staženin.

38
Kontrola odlitků - rozměrová
Metody pro rozměrovou kontrolu Existuje mnoho technik používaných ke kontrole rozměrové přesnosti odlitků. Kontrola se provádí pomocí mikrometrů, ručních či automatických měřidel, souřadnicových měřicích systémů a tří – rozměrných automatických měřicích systémů

39
Kontrola odlitků - povrchové vady
Metody pro zjišťování kvality povrchu Trhliny a jiné povrchové vady mohou být zjišťovány pomocí velkého počtu metod: - visuální kontrola - chemické leptání - fluorescenční kapilární metoda - zkouška vířivými proudy - magnetická zkouška

40
Kontrola odlitků – vnitřní vady
Nedestruktivní metody lze systematicky rozdělit na optické, akustické, elektromagnetické, tepelné, radiografické a vzájemně propojené. - Penetrační - Magnetické - Vířivé proudy - Ultrazvukové - Rentgenové

41
Děkuji za pozornost

42
Ing. Václav Píša PROJECT MANAGER E-mail: Vaclav.Pisa@praguecast.cz
Radlická 227/ Praha 5 Czech Republic

Podobné prezentace