Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Spoje svařované Střední odborná škola Otrokovice www.zlinskedumy.cz
Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je ing. Jaroslav Dufka Dostupné z Metodického portálu ISSN: , financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým v Praze.

2
Charakteristika DUM Název školy a adresa
Střední odborná škola Otrokovice, tř. T. Bati 1266, Otrokovice Číslo projektu CZ.1.07/1.5.00/ /1 Autor Ing. Jaroslav Dufka Označení DUM VY_32_INOVACE_SOSOTR-In-Mat/1-SO-4/5 Název DUM Spoje svařované Stupeň a typ vzdělávání Středoškolské vzdělávání Kód oboru RVP 36-52-H/01 Obor vzdělávání Instalatér Vyučovací předmět Materiály Druh učebního materiálu Výukový materiál Cílová skupina Žák, 15 – 16 let Anotace Výukový materiál je určený k výuce učitelem, případně jako materiál pro samostudium. Náplň: podstata svařování ocelí, bezpečnost při práci Vybavení, pomůcky Dataprojektor Klíčová slova Svařované spoje, bezpečnost při práci, příprava pracoviště a svařovací soupravy, způsoby svařování, stehování, svařování „za roh“, svařovací drát, označování drátů, tepelné zpracování svarů, vady svarů Datum

3
Spoje svařované Náplň výuky Bezpečnost při práci
Příprava pracoviště a svařovací soupravy Způsoby svařování Stehování svařovaných kusů Svařování „za roh“ Svařovací dráty a jejich označování Tepelné zpracování svárů Vady svarů

4
Bezpečnost svařování vzdálenost jednotlivých svařovacích souprav při svařování je nejméně 3 m jestliže jsou láhve vystaveny sálavému teplu, musí se chránit vhodnou zástěnou, která je ve vzdálenosti nejméně 25 cm od láhve nejmenší délka hadic je 5 m minimální vzdálenost lahví od ohně je 3 metry láhev na acetylén musí být při svařování v poloze svislé nebo ve sklonu minimálně 30o od vodorovné roviny ventilem vzhůru

5
Svařovat se nesmí pokud: - nejsou splněny podmínky požární bezpečnosti - nejsou stanovena bezpečnostní opatření s ohledem na místo svařování a druh svářečských prací - svářeč nesplňuje odbornou způsobilost - se zjistí závada na svařovací soupravě

6
Příprava ke svařování V okolí svařovaných trubek musí být k dispozici dostatečně velký manipulační prostor, veškeré hořlavé látky nebo překážky v trase svařování se musí odstranit, v dosahu musí být hasicí přístroj nebo jiný vhodný prostředek k hašení požáru. Prostor musí být dostatečně osvětlený a větraný, podlaha ve všech místech čistá bez mastných skvrn.

7
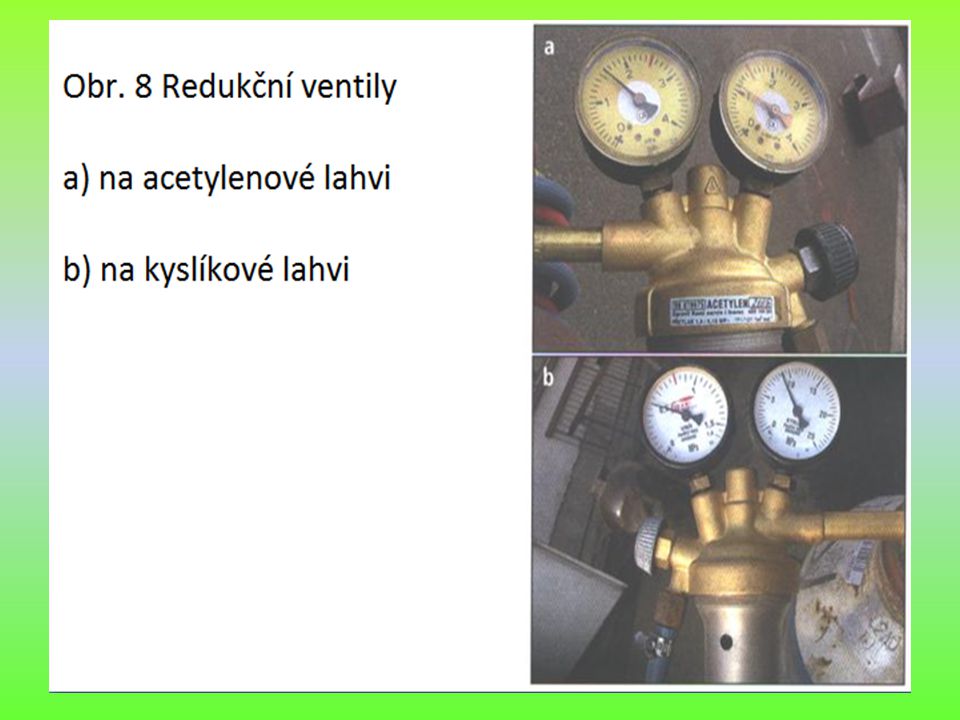
Příprava svařovací soupravy
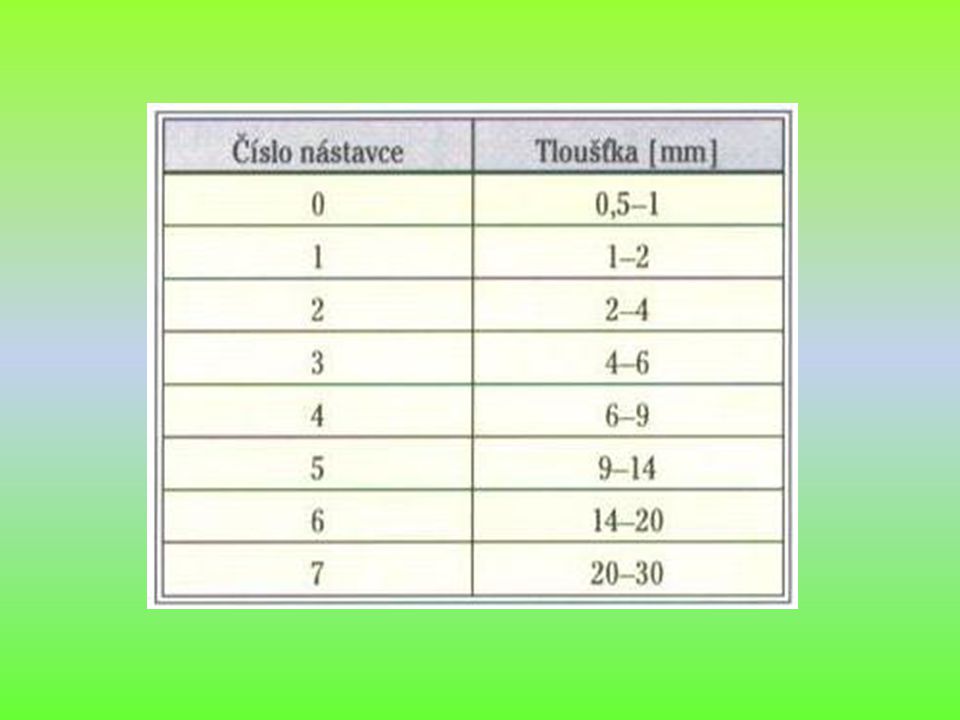
Je třeba připravit láhve, zjistit množství plynu a kyslíku v lahvích, regulačním šroubem nastavit pracovní tlak plynu a kyslíku do hadic, zkontrolovat délku a neporušenost hadic. Láhve musí být zajištěny proti spadnutí a postaveny tak, aby na ně nesvítilo slunce nebo nepřekážely. Hořákový nástavec je třeba přichystat podle tloušťky svařované trubky. Běžně používané nástavce pro svařování trubek domovních instalací mají označení 4 až 6 nebo 2 až 4.

8
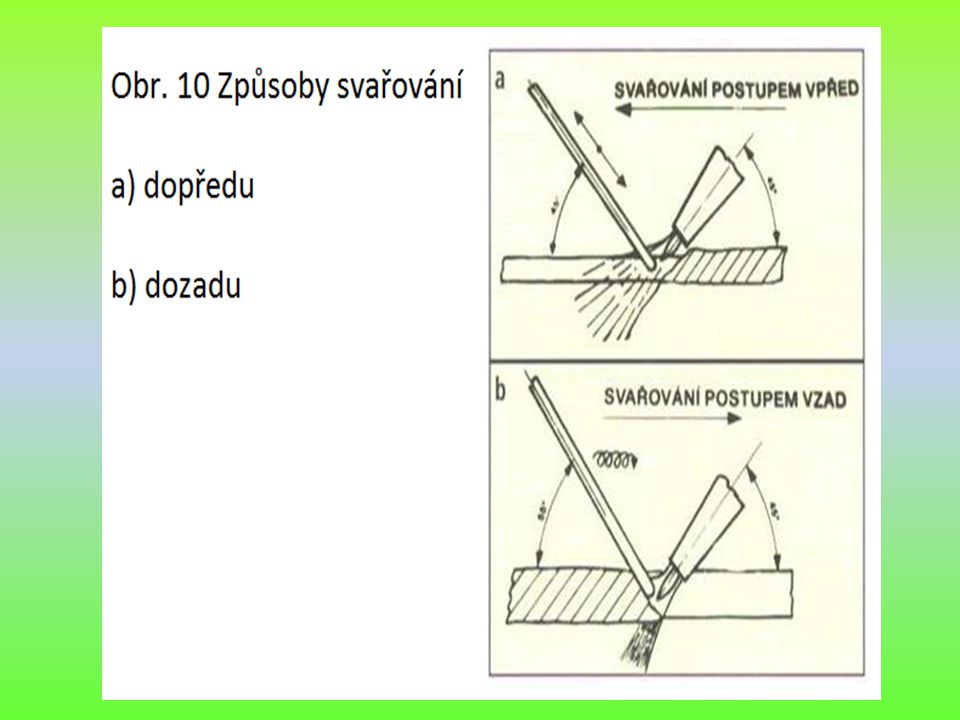
Způsoby svařování Svařování se provádí dvěma způsoby: dopředu nebo dozadu. Svařování dopředu je vhodné pro trubky do tloušťky stěny 3-4 mm. Vytvořená housenka se ochlazuje rychleji, protože zůstává za hořákem. Tím jsou mechanické vlastnosti svaru o něco horší než při svařování dozadu. Způsob svařování dozadu zajišťuje po určitou dobu působení tepla z hořáku na již vytvořený svar. K ochlazení svaru dochází pomaleji a tím se zlepší jeho mechanické vlastnosti. Pro svářeče je však vytvoření svaru poněkud náročnější a vyžaduje praxi.

9
Stehování trubek Před svařováním si svářeč trubky nastehuje. Do mezery mezi trubkami vloží drát ohnutý do tvaru písmene V. V mezerách se trubky nastehují a to ve třech místech pokud možno pravidelně vzdálených od sebe. Správným sestehováním lze předcházet některým vadách svarů, např. trhlinám nebo křivě provedeným svarům – zejména u větších průměrů trubek. Pokud je vedeno několik potrubí vedle sebe, provede se stehování na všech trubkách.

10
Svařování „za roh“ Občas se svařují trubky v blízkosti stěn nebo jiných stavebních konstrukcí. Svářeč přitom dobře nevidí do všech míst na trubce. V takovém případě svářeč používá zrcátko a u svařování potřebuje pomocníka. Pro svařování špatně přístupných svarů, kde je málo místa se používají také zrcátka s magnetkou. Zrcátko se přichytí na kovovou konstrukci v blízkosti tak, aby svářeč dobře viděl na celý vytvářený svar.

11
Svařovací drát Materiál drátu musí být z hlediska složení a vlastností shodný (nebo lepší) s materiálem trubky, aby byla zajištěna požadovaná pevnost spoje. Dráty pro svařování plamenem se vyrábí v jednotné délce 1000 mm, avšak jejich průměry jsou různé. Průměrová řada je 1,6; 2,0; 2,5; 3,2; 4 a 5 mm. Nejmenší průměr 1,6 mm a největší 5 mm se na stavbách běžně nepoužívají. Volba průměru drátu závisí zejména na tloušťce stěny svařované trubky.
 s materiálem trubky, aby byla zajištěna požadovaná pevnost spoje. Dráty pro svařování plamenem se vyrábí v jednotné délce 1000 mm, avšak jejich průměry jsou různé. Průměrová řada je 1,6; 2,0; 2,5; 3,2; 4 a 5 mm. Nejmenší průměr 1,6 mm a největší 5 mm se na stavbách běžně nepoužívají. Volba průměru drátu závisí zejména na tloušťce stěny svařované trubky.")
12
Označování svařovacích drátů
Nejčastěji používané dráty mají označení G 102 a G 104. Drát G 102 je určen pro nenáročné svary potrubí. Jeho povrch je poměděný a používá se ke svařování ve všech polohách. Drát prodávaný pod označením G 104 se využívá nejčastěji ke svařování trubek, které jsou součástí energetických zařízení. Většinou se jedná o ocelové trubky s označením 12 021 a 12 022, které slouží k dopravě látek do teploty 425 oC.

13
Tepelné zpracování svarů
Důsledkem smršťování svarového kovu při chladnutí vzniká pnutí. Napětí ve svaru může být v některých případech tak velké, že dojde k jeho prasknutí. Tomu lze zabránit tepelným zpracováním hotového svaru. Svar a jeho blízké okolí se žíhá ke snížení vnitřního pnutí. Na svar a na obě strany okolo něj je třeba působit teplem z hořáku po dobu několik desítek sekund. Plamenem se trubka po celém svém obvodě rovnoměrně ohřívá v délce cca 15 – 20 cm na každou stranu od sváru a poté nechá volně vychladnout.

23
Závady na hořácích

27
Obr. 12 Vady svarů a) krystalická trhlina b) neprovařený kořen c) studený spoj d) trhlina ve sváru
 krystalická trhlina b) neprovařený kořen c) studený spoj d) trhlina ve sváru")
28
Kontrolní otázky: Otázka – Co zahrnuje bezpečnost práce při svařování ? Otázka – Jaká je příprava před svařováním? Otázka – Jaké jsou způsoby svařování? Otázka – Co je stehování a jak se provádí? 5. Otázka – Kdy se provádí svařování za roh a jak? 6. Otázka – Jaké jsou svařovací dráty?

29
Seznam obrázků: Obr. 1: vlastní Obr. 2: vlastní Obr. 3: vlastní
Obr. 5: propagační materiály firmy ESAB Obr. 6: propagační materiály firmy ESAB Obr. 7: vlastní Obr. 8: vlastní Obr. 9: vlastní Obr. 10: vlastní Obr. 11: vlastní Obr. 12: propagační materiály firmy ESAB

30
Seznam použité literatury:
[1] Propagační materiály firmy ESAB

31
Děkuji za pozornost

Podobné prezentace