Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Vzdělávací materiál: Prezentace Určen pro: 2. ročník oboru Strojírenství a Ekonomika podnikání Vzdělávací oblast: Strojírenská technologie – Polotovary Název učebního materiálu: Zápustkové kování Jméno autora: Ing. Miroslava Jeřichová Datum vytvoření: 20.10.2012 Reg.č. projektu: CZ.1.07/1.5.00/34.0627

2
Klíčová slova: zápustka, postupová zápustka,výronková drážka, výronek. Anotace: Prezentace je určena žákům 2. ročníku oboru Strojírenství a Ekonomika podnikání pro výuku v předmětech Strojírenská technologie a Strojírenská výroba. Inovuje výuku použitím multimediálních pomůcek – prezentace. Metodické pokyny:Tento materiál uplatní učitel při výkladu dané problematiky, použité obrázky, fotografie, video zvýší názornost výkladu. Prezentaci mohou žáci použít i v rámci samostatné domácí přípravy na výuku.

3
Charakteristika Zápustka Výronková drážka Technologický postup zápustkového kování Hlavní technologické zásady Přesné kování Tvářecí stroje

4
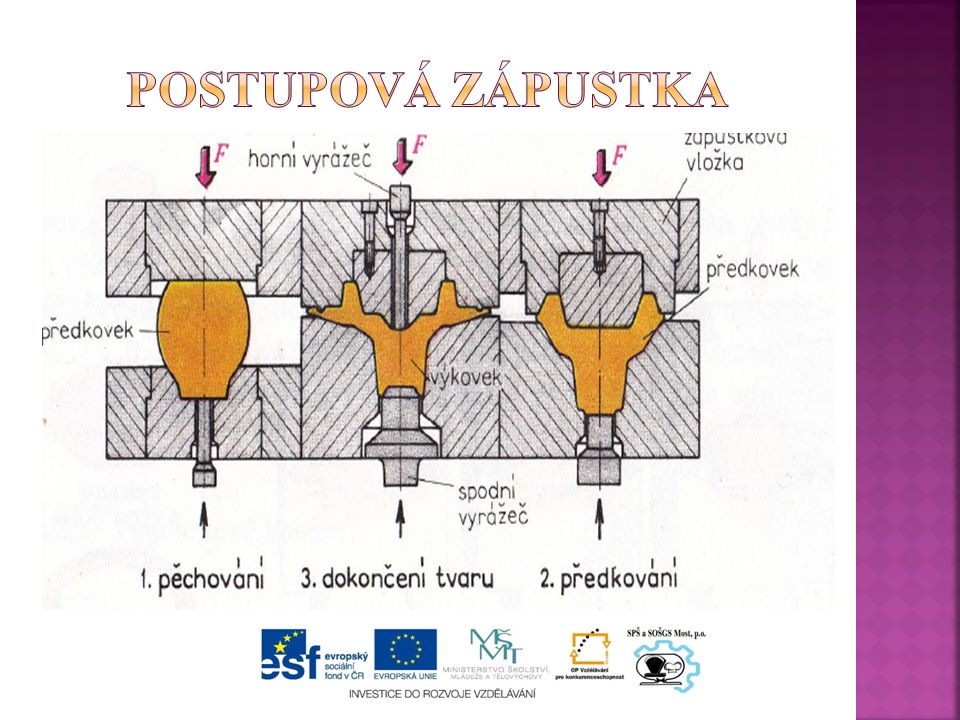
Pro tento způsob kování je charakteristické řízené „tečení„ ohřátého kovu dle tvaru dutiny zápustky Ohřátý polotovar se vloží do dutiny zápustky a při kování na bucharu je dutina vyplněna po několika úderech, při kování na lisu v průběhu jednoho zdvihu příp. několika zdvihů(postupová zápustka) Výhody: vyšší tvarová přesnost,lepší jakost povrchu a lepší mechanické vlastnosti výkovku,vysoká výkonnost, tvarová rozmanitost výkovků včetně jejich hmotnosti ( max. do 300kg) Použití: sériová a hromadná výroba
 Výhody: vyšší tvarová přesnost,lepší jakost povrchu a lepší mechanické vlastnosti výkovku,vysoká výkonnost, tvarová rozmanitost výkovků včetně jejich hmotnosti ( max. do 300kg) Použití: sériová a hromadná výroba.")
5
Je dvoudílná ocelová forma z nástrojové oceli (např.19 642), zušlechťují se Je rozdělena dělící rovinou tak, aby se výkovek mohl snadno vyjmout Horní díl je upevněn na beranu lisu nebo bucharu, dolní díl na šabotě bucharu pomocí rybinové drážky nebo na stole lisu pomocí šroubů Dle počtu dutin je: jednodutinová a vícedutinová (postupová) Je opatřena výronkovou drážkou, objem polotovaru se určí o něco větší než objem výkovku a přebytečný materiál se vytlačí do této drážky, a tak docílíme dokonalého vyplnění dutiny zápustky
, zušlechťují se Je rozdělena dělící rovinou tak, aby se výkovek mohl snadno vyjmout Horní díl je upevněn na beranu lisu nebo bucharu, dolní díl na šabotě bucharu pomocí rybinové drážky nebo na stole lisu pomocí šroubů Dle počtu dutin je: jednodutinová a vícedutinová (postupová) Je opatřena výronkovou drážkou, objem polotovaru se určí o něco větší než objem výkovku a přebytečný materiál se vytlačí do této drážky, a tak docílíme dokonalého vyplnění dutiny zápustky")
7
Její tvarová dutina se nejčastěji zhotoví třískovým obráběním Zápustky pro buchar jsou z jednoho kusu Zápustky pro lis jsou vložkované, těleso zápustky je z konstrukční oceli a pracovní tvarové dutiny jsou vyrobeny jako vložky, které se zalisují do zákl. bloku Jsou namáhané tepelně a na otěr

9
Postupová zápustka Kleště

10
Zápustka

12
Na lisuNa bucharu OtevřenáUzavřená

13
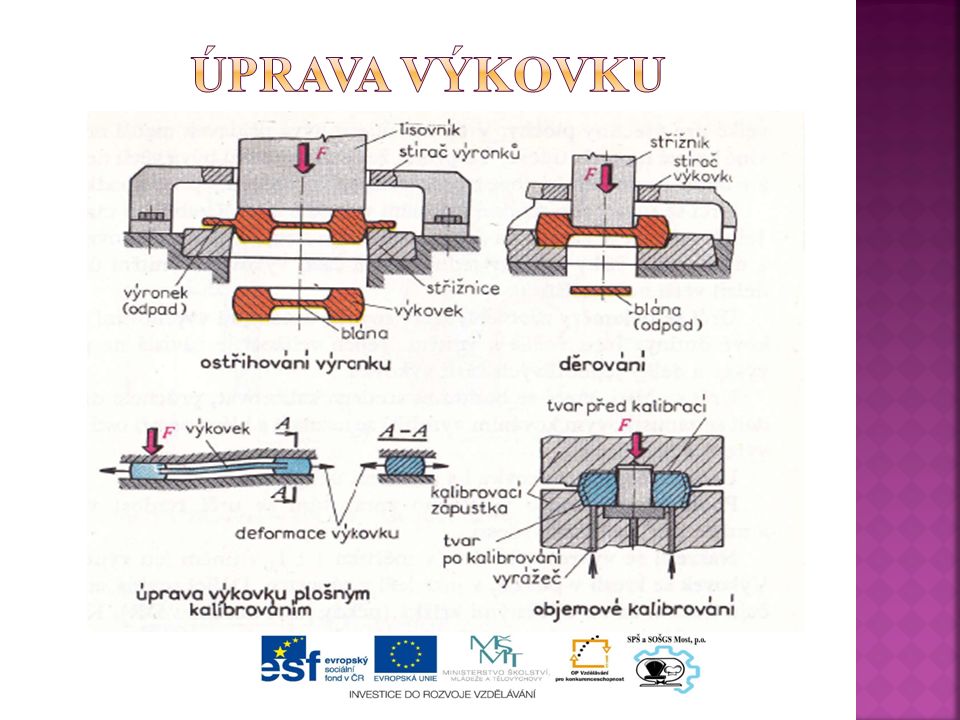
Skládá se z můstku(zúžení drážky) a zásobníku, můstek zvyšuje odpor proti vytečení materiálu do drážky a tím napomáhá správnému vyplnění dutiny zápustky a umožňuje i snazší ostřižení výronku Rozměry výronkové drážky se navrhují dle tvaru výkovku Přebytečný materiál vytlačený do výronkové drážky vytvoří na výkovku výronek, který se pak ostřihne
 a zásobníku, můstek zvyšuje odpor proti vytečení materiálu do drážky a tím napomáhá správnému vyplnění dutiny zápustky a umožňuje i snazší ostřižení výronku Rozměry výronkové drážky se navrhují dle tvaru výkovku Přebytečný materiál vytlačený do výronkové drážky vytvoří na výkovku výronek, který se pak ostřihne")
15
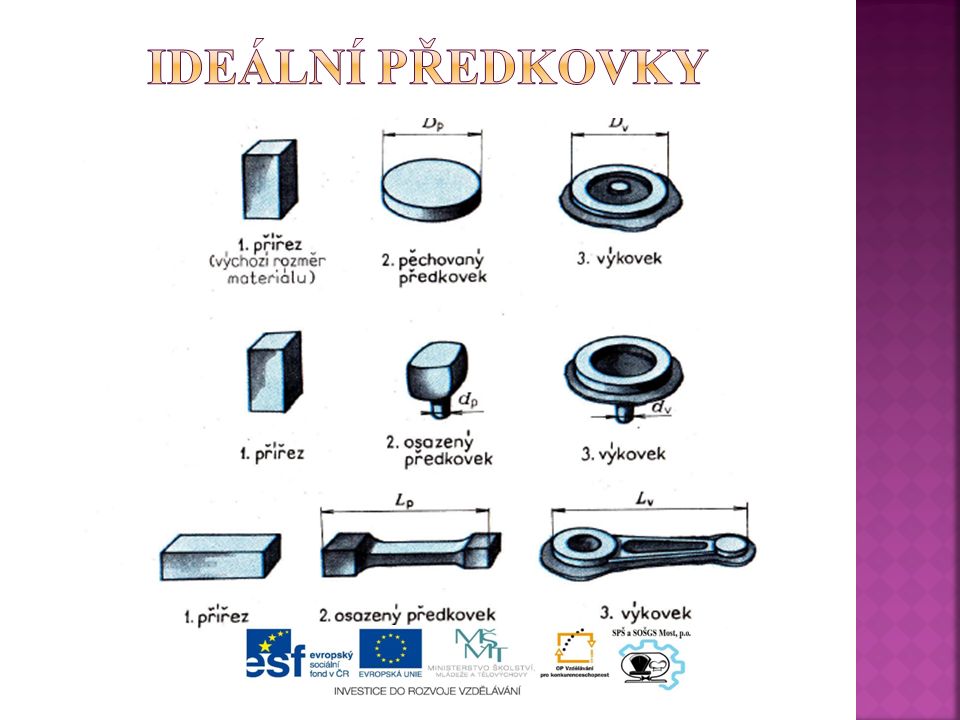
1. Ohřev materiálu na kovací teplotu 2. Vlastní kování v zápustce, pro přiblížení tvaru výkovku můžeme předkovat např. volným kováním, v postupové zápustce máme předkovací dutiny 3. Ostřižení výronku 4. Je-li předkován otvor – proděrování blány 5. Kalibrace, rovnání 6. Tepelné zpracování, odstranění okují

17
1. Výkres výkovku – volba dělící roviny, vnější a vnitřní úkosy, zaoblení hran, přídavky na obrábění, výrobní tolerance,tvar a velikost blány, místa, která se budou kalibrovat, rozměry výkovku včetně mezních úchylek 2. Určení hmotnosti polotovaru 3. Volba ideálního předkovku 4. Návrh zápustky – tvarová dutina má tvar výkovku, kde rozměry jsou zvětšeny o velikost smrštění kovu 5. Volba tvářecího stroje pro zápustkové kování 6. Volba ostatních nástrojů např. pro ostřižení výronku

20
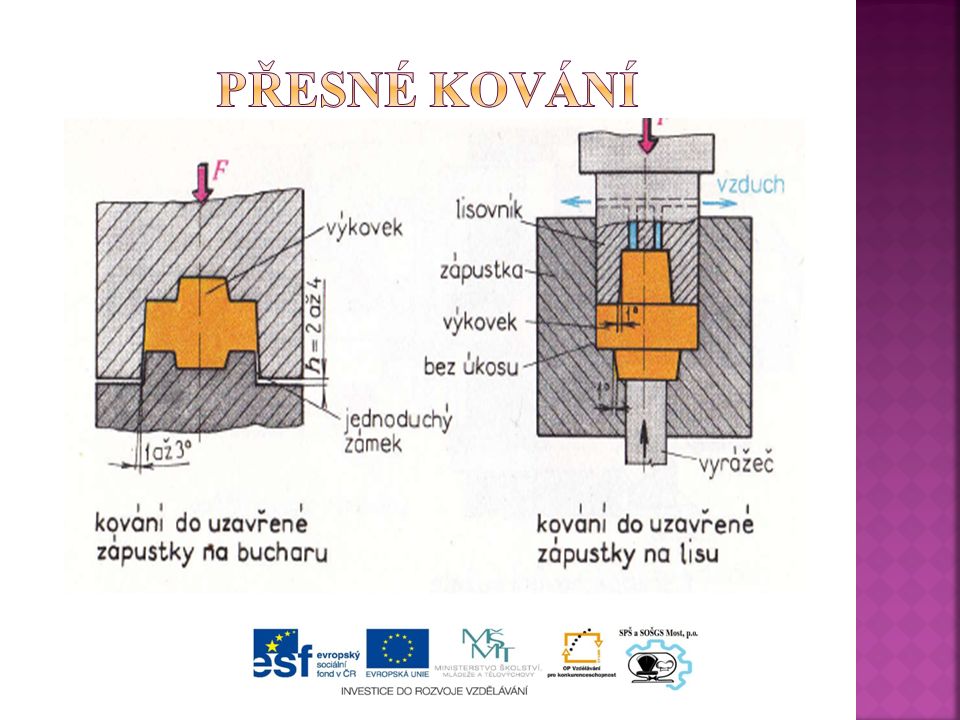
Je kování v uzavřené zápustce tzn.bez výronkové drážky Použití: pro rotační výkovky při kování převážně na lisech Je třeba: přesně vypočítat objem polotovaru a správně vystředit polotovar v zápustce

22
Buchary – padací, protiběžné Lisy – vřetenové Svislé kovací lisy – dutina zápustky se zaplňuje jedním zdvihem, takže počet dutin v zápustce je roven počtu zdvihů lisu, konstrukce lisu umožňuje vyhazování výkovku z dutiny Horizontální kovací lisy – převažující operací je pěchování, výkovky lze i děrovat Srovnání bucharů a lisů viz DUM č.4

23
Hluchý M. a kolektiv: Polotovary a jejich technologičnost Praha 1977 čj.28 750 77 SNTL Doubravský M., Macášek I., Macháček Z., Žák J.Technologie slévání, tváření a svařování VUT Brno 1985 http://www.cpforge.com/ http://www.knipex.com/ Zdroje obrázků: AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.knipex.com/cz/kleste-abc/vyroba-kombinovanych-klesti/, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.knipex.com/uploads/pics/gluehen_17.jpg http://www.knipex.com/cz/kleste-abc/vyroba-kombinovanych-klesti/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: www.cpforge.com, AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.cpforge.com/fotogalerie/2_78.jpg Vlastní zdroje autora Použité video: HAMMERURS. www.youtube.com [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.youtube.com/watch?v=cidHIQHSH0E&feature=player_detailpage Další videa z vlastních zdrojů autora

Podobné prezentace









: Strojírenská technologie Tváření (ST28) Ing. Elena Nová STROJÍRENSTVÍ.>")











