Stáhnout prezentaci
1
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Vzdělávací materiál: Prezentace Určen pro: 2. ročník oboru Strojírenství a Ekonomika podnikání Vzdělávací oblast: Strojírenská technologie – Polotovary Název učebního materiálu: Ohřev materiálu při tváření za tepla Jméno autora: Ing. Miroslava Jeřichová Datum vytvoření: 6. 10. 2012 Reg.č. projektu: CZ.1.07/1.5.00/34.0627

2
Klíčová slova: tváření, ohřev, austenit, teplota, opal, doba ohřevu, pec. Anotace: Prezentace je určena žákům 2. ročníku oboru Strojírenská technologie a Ekonomika podnikání. Inovuje výuku použitím multimediálních pomůcek – prezentace. Metodické pokyny: Tento materiál uplatní učitel při výkladu dané problematiky, použité obrázky, fotografie zvýší názornost výkladu. Prezentaci mohou žáci použít i v rámci samostatné domácí přípravy na výuku.

3
Úvod Ohřev Doba ohřevu Zařízení pro ohřev materiálu

4
Tváření je beztřískové obrábění založené na tvárné deformaci, při které účinkem vnější síly dochází k přemístění objemů materiálu bez porušení jeho soudržnosti. Tvářením se vyrábí polotovary určené k dalšímu zpracování např. obráběním, ale i hotové výrobky tvarově i rozměrově rozmanité. Výhody : vysoká produktivita a hospodárnost malý odpad 5-10% možnost mechanizace a automatizace

5
Teplota ohřevu – oblast austenitu Horní tvářecí teplota je přibližně 200°C pod teplotou solidu Dolní teplota je přibližně 50°C nad Ac3 a Ac1

6
Technik odhaduje teploty oceli dle barvy: 700°C – tmavě třešňově červená 750°C – třešňově červená 800°C – jasně třešňově červená 850°C – červená 900°C – jasně červená 950°C – červenožlutá /oranžová/ 1000°C – žlutá 1050°C – jasně žlutá 1100°C – žlutobílá 1200°C – bílá

7
1) Nesmíme překročit horní kovací teplotu, protože by došlo ke spálení oceli 2) Ocel ohřátá na teplotu se má skutečně kovat, nepřekovaná část je pak hrubozrnná horší mechanické vlastnosti 3) Vysoká teplota způsobuje opal 1 ohřev 3 až 5% 4) Rozhodující pro dosažení vlastností je konečná teplota 5) Jestliže není při dosažení dolní tvářecí teploty práce skončená, je nutné znovu ohřát 6) Důležité zaručit stejnoměrné prohřátí v celém průřezu
 Nesmíme překročit horní kovací teplotu, protože by došlo ke spálení oceli 2) Ocel ohřátá na teplotu se má skutečně kovat, nepřekovaná část je pak hrubozrnná horší mechanické vlastnosti 3) Vysoká teplota způsobuje opal 1 ohřev 3 až 5% 4) Rozhodující pro dosažení vlastností je konečná teplota 5) Jestliže není při dosažení dolní tvářecí teploty práce skončená, je nutné znovu ohřát 6) Důležité zaručit stejnoměrné prohřátí v celém průřezu")
8
Ocel dle ČSNPočáteční teplota °CKonečná teplota °C 12 010, 12 0201150750 12 0601100750 13 1511150800 14 1091050800 15 1111200800 15 2301150800 16 2401150800 17 0201150750 19 0831050800

9
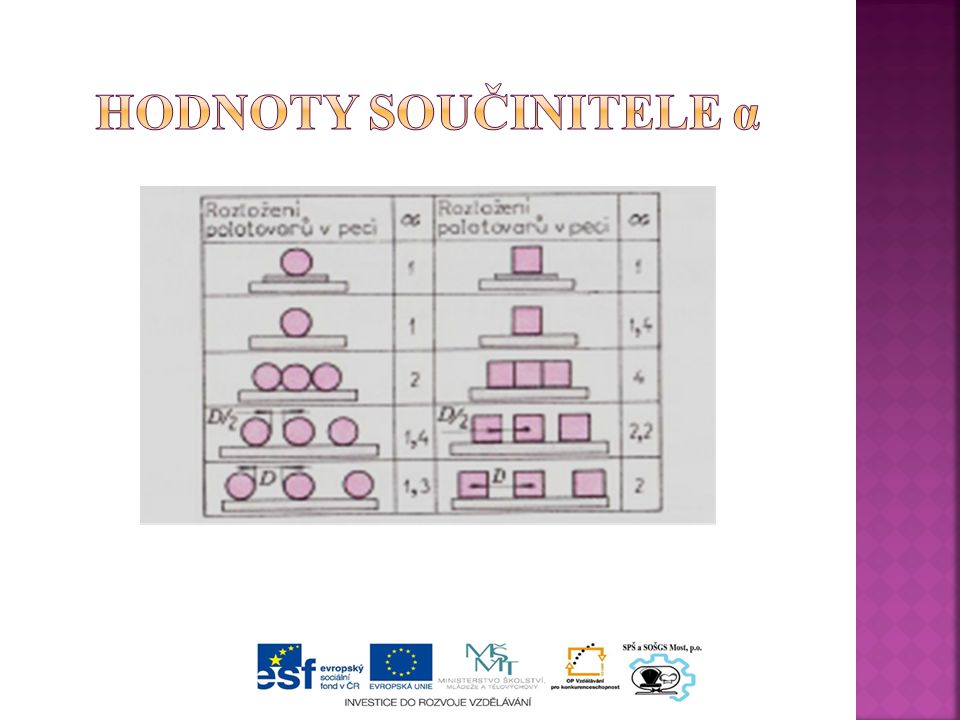
Čím rychlejší je ohřev, tím menší je opal a oduhličení povrchu oceli Při rychlém ohřevu vlivem nerovnoměrného tepelného spádu vzniká velké pnutí trhliny Rychlost ohřevu je dána tepelným spádem tj. rozdílem teploty v peci a teploty ohřívaného kovu Doba ohřevu závisí na tepelné bilanci pece, tepelné vodivosti materiálu a jeho rozložení v peci Doba ohřevu se stanoví: dle zkušeností z tabulek výpočtem

12
Skupina I – uhlíková ocel s obsahem uhlíku 0,1 až 0,5% C, oceli chromové s obsahem 0,1 až 0,45% C a 1% Cr Strana čtverce [mm]Doba ohřevu [h] 2201,5 2501,7 2701,9 3002,1 3502,5 Nejvyšší teplota v peci 1250°C
![ Skupina I – uhlíková ocel s obsahem uhlíku 0,1 až 0,5% C, oceli chromové s obsahem 0,1 až 0,45% C a 1% Cr Strana čtverce [mm]Doba ohřevu [h] 2201,5 2501,7 2701,9 3002,1 3502,5 Nejvyšší teplota v peci 1250°C](http://images.slideplayer.cz/41/11195004/slides/slide_12.jpg " Skupina I – uhlíková ocel s obsahem uhlíku 0,1 až 0,5% C, oceli chromové s obsahem 0,1 až 0,45% C a 1% Cr Strana čtverce [mm]Doba ohřevu [h] 2201,5 2501,7 2701,9 3002,1 3502,5 Nejvyšší teplota v peci 1250°C")
13
Skupina II – uhlíková ocel s obsahem uhlíku 0,5 až 0,7% C, oceli chromové s obsahem 0,4 až 0,55% C a 1% Cr, oceli tř.14, 15 a 16. Strana čtverce [mm]Doba ohřevu [h] 2201,9 2502,2 2702,4 3002,6 3503,0 Nejvyšší teplota v peci 1200°C

14
Materiál se ohřívá v pecích, které jsou cyklické nebo průchozí, v sériové a hromadné výrobě se používá indukční ohřev mtr. Cyklická pec – vsázka se vloží do pecního prostoru a během ohřevu se nepřekládá Průchozí pec – materiál se ohřívá při průchodu pecním prostorem Dle způsobu vytápění jsou pece plynové /koksárenský, generátorový, vysokopecní/ nebo elektrické

19
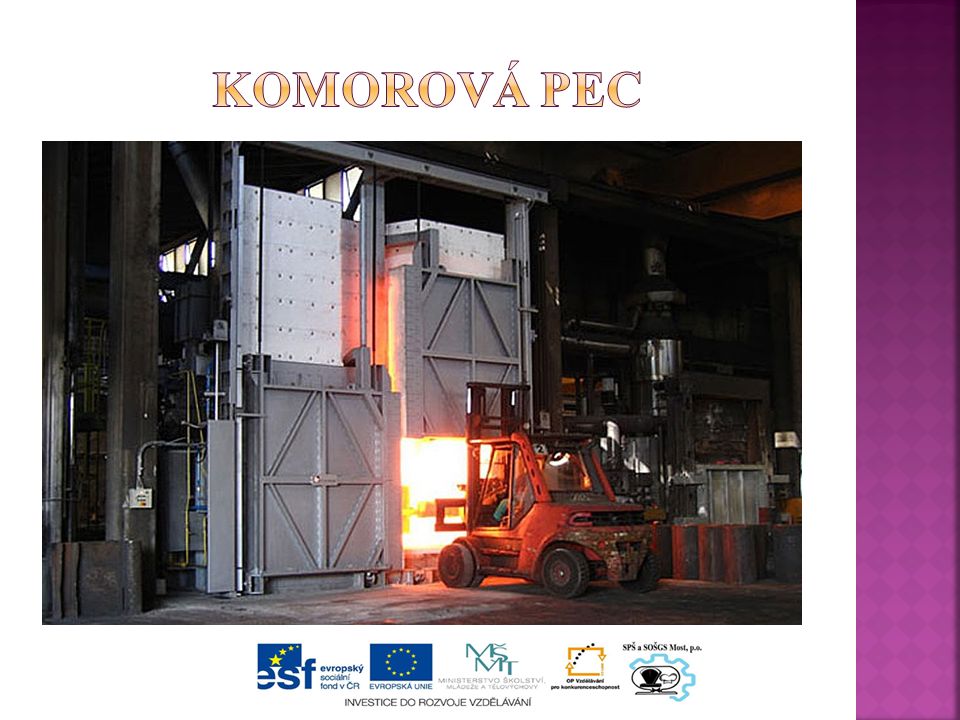
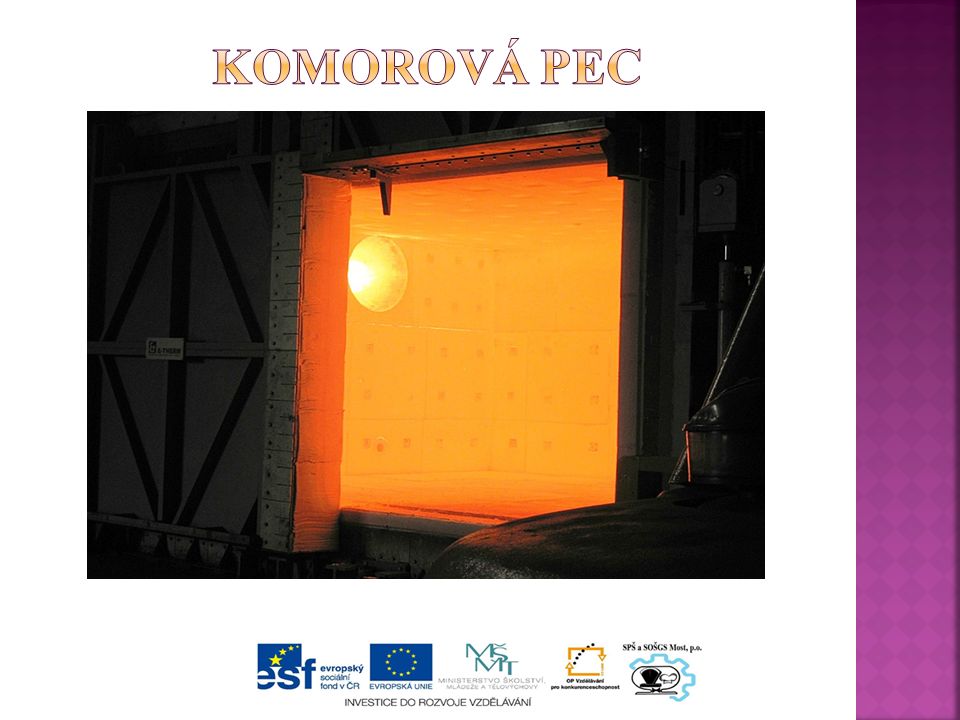
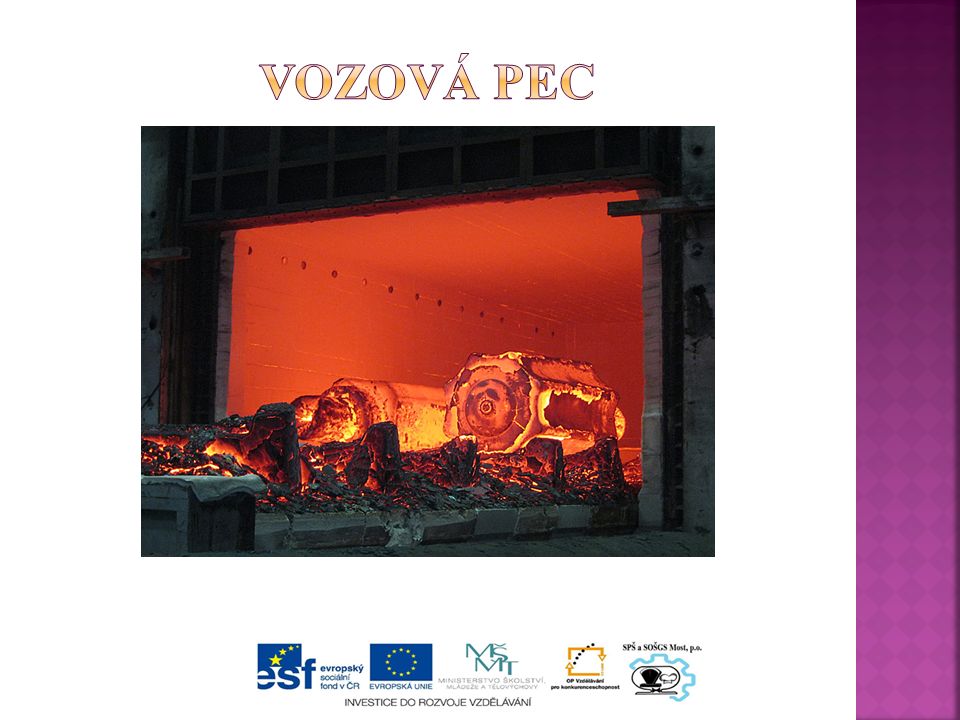
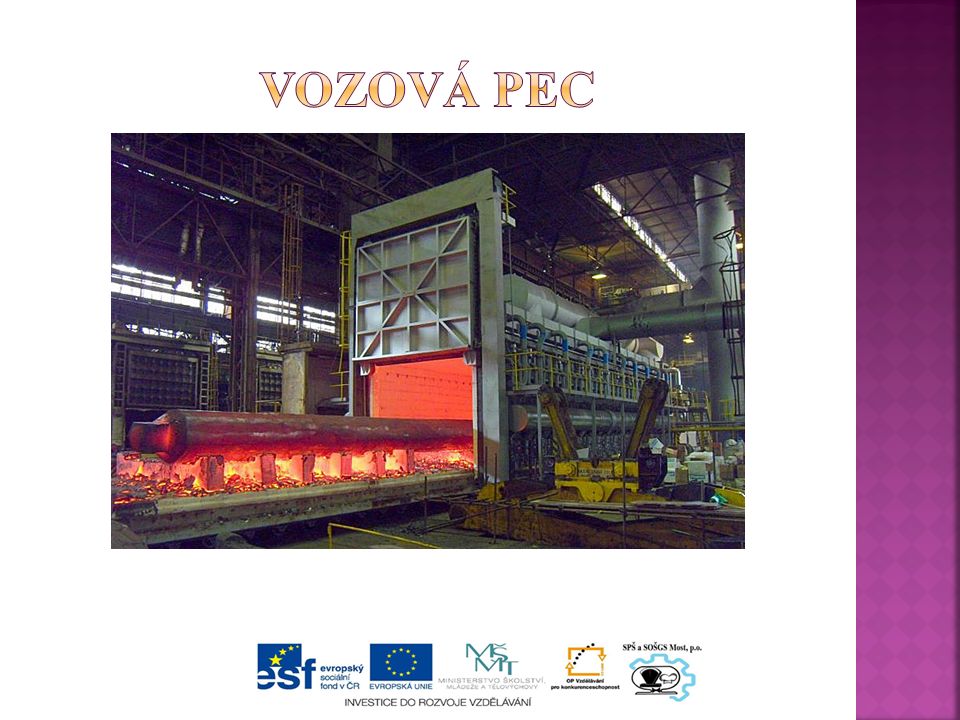
Kovárny ji používají pro ohřev drobných a středně velkých výkovků Pracovní teploty do 1300°C Kapacita 80t vsázky Topné systémy s regeneračními hořáky Rozměr nístěje 5,6 x 6,5m

20
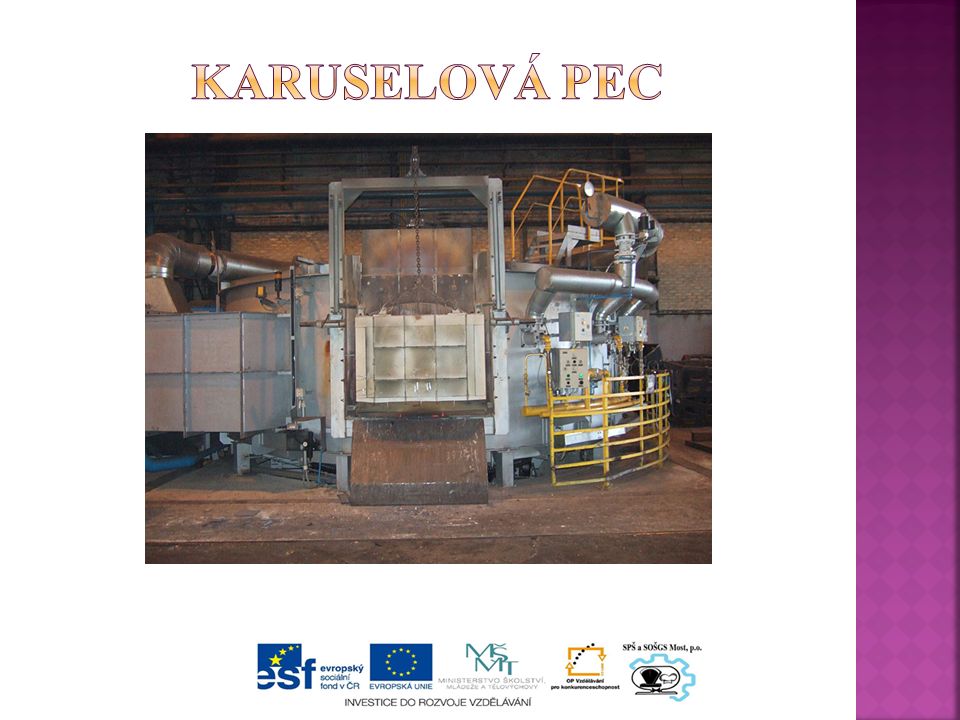
Použití – ohřev ingotů, polotovarů pro kování Pracovní teplota do 1350°C Pro velké rozměrné výkovky např. rotory parních turbín, hřídele větrných elektráren Plynové pece

21
Průběžná pec pro ohřev polotovarů pro zápustkové kování, válcování Použití v sériové výrobě s měnícím se sortimentem ohřevu Výhody: široké rozmezí řízení rychlosti průchodu vsázky pecí

26
Ohřev sochorů ve válcovnách

28
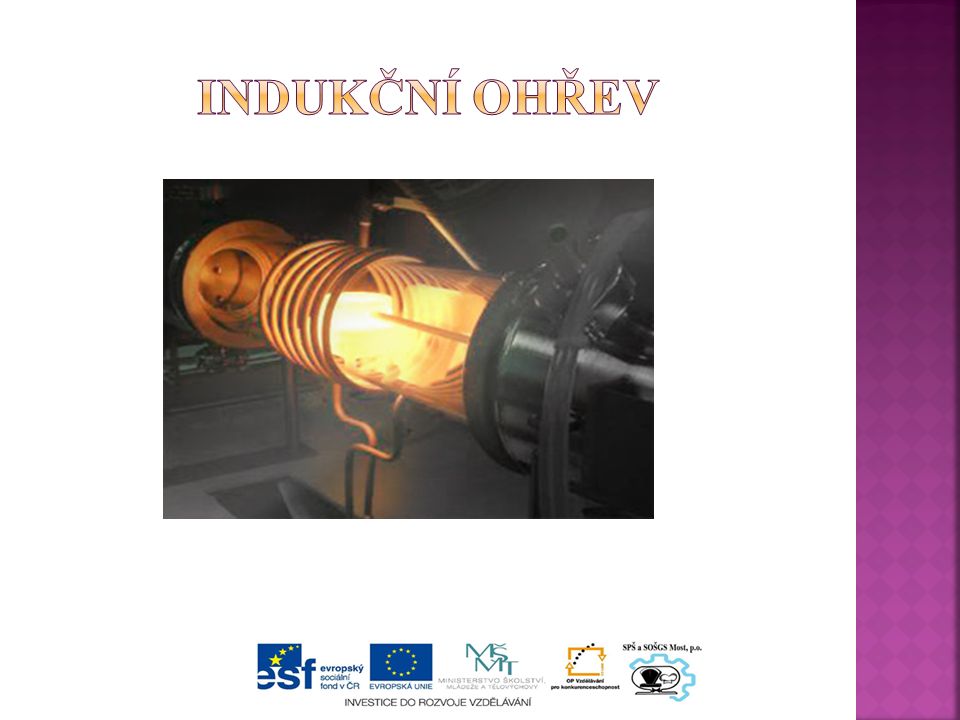
V porovnání s průběžnou plynovou pecí je úspornější Výhody: velká hustota výkonu vysoká rychlost ohřevu přesně určené ohřívané místo menší negativní vliv na životní prostředí dobré řízení teploty kovu Při indukčním ohřevu prochází ohřívaný materiál přes vodou chlazenou pracovní cívku – induktor, která je napájená proudem o určitém kmitočtu ze středofrekvenčního nebo vysokofrekvenčního generátoru

32
Řasa J., Gabriel V., Pokorný P.: Strojírenská technologie 2 (1. a 2. díl), Scientia spol. s.r.o., pedagogické nakladatelství Praha 1998 Černoch S.: Strojně technická příručka Praha 1977 SNTL Hluchý M. a kolektiv: Polotovary a jejich technologičnost Praha 1977 čj.28 750 77 SNTL http://www.rajmont.cz http://www.rajmont.cz http://www.ethermtz.cz/ http://www.ethermtz.cz/ Zdroje obrázků: AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.ethermtz.cz/vyrobky/vozove-ohrivaci-pece/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.ethermtz.cz/vyrobky/komorove-pece-pro-ohrev-v-kovarnach/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.ethermtz.cz/vyrobky/krokove-pece/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 13.3.2013]. Dostupný na WWW: http://www.ethermtz.cz/vyrobky/karuselove- pece/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.rajmont.cz/produkty-indukcni-ohrev/ AUTOR NEUVEDEN. www.seznam.cz [online]. [cit. 7.4.2013]. Dostupný na WWW: http://www.rajmont.cz/cache/822d6-Photogallery-maly-pristroj-web-resize800x500.jpg
, Scientia spol. s.r.o., pedagogické nakladatelství Praha 1998 Černoch S.: Strojně technická příručka Praha 1977 SNTL Hluchý M. a kolektiv: Polotovary a jejich technologičnost Praha 1977 čj SNTL Zdroje obrázků: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: pece/ AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW: AUTOR NEUVEDEN. [online]. [cit ]. Dostupný na WWW:")














>")








>")


>")
>")