Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Tato prezentace byla vytvořena
v rámci projektu Orbis pictus 21. století

2
OB21-OP-STROJ-TE-MAR-U-3-005
Poloha a tvar svaru Ing. Josef Martinák

3
Druhy svarů podle polohy dílů
Při konstrukci svařovaného obrobku je zadána technologie svařování Vzájemná poloha svařovaných dílů Druh svaru a poloha svařování Svar může spojovat více dílů, mohou mít prostorové uspořádání

4
Druh svaru podle tvaru Závisí na vzájemné poloze, tloušťce svařovaných dílů Na způsobu svařování Na tvaru dílů Pro některé tvary svarů upravíme hrany

5
Popis svaru Nejdůležitější rozměr svaru je jeho tloušťka
Podélné svary velkých průřezů se vytváří postupně Z jednotlivých svarových housenek Kladou se ve vrstvách Po navaření výplňové vrstvy se navaří krycí vrstva a povrchová vrstva

6
Polohy svařování

7
Stehování Provádí se rovnoměrně po celé délce spoje. Steh je součástí svarového spoje. Doporučuje se, aby min. délka stehového svaru byla 50mm, avšak pro tloušťky mat. menší než 12mm musí být min. délka 4xtloušťka. Stehujeme nejprve konce plechů, pak uprostřed a nakonec střídavě zbytek. Pokud není na výkrese uvedeno jinak volíme rozteč stehů 25xtloušťka plechu. Velikost stehu a volíme 0,3 až 0,6 konečného svaru Stehujeme malými průměry sv. drátu (0,6 až 1,0) Stehujeme stejným druhem svařovacího drátu
 Stehujeme stejným druhem svařovacího drátu.")
8
Svařování tenkých plechů
Úseky jsou vhodné v délce 200 až 300mm

9
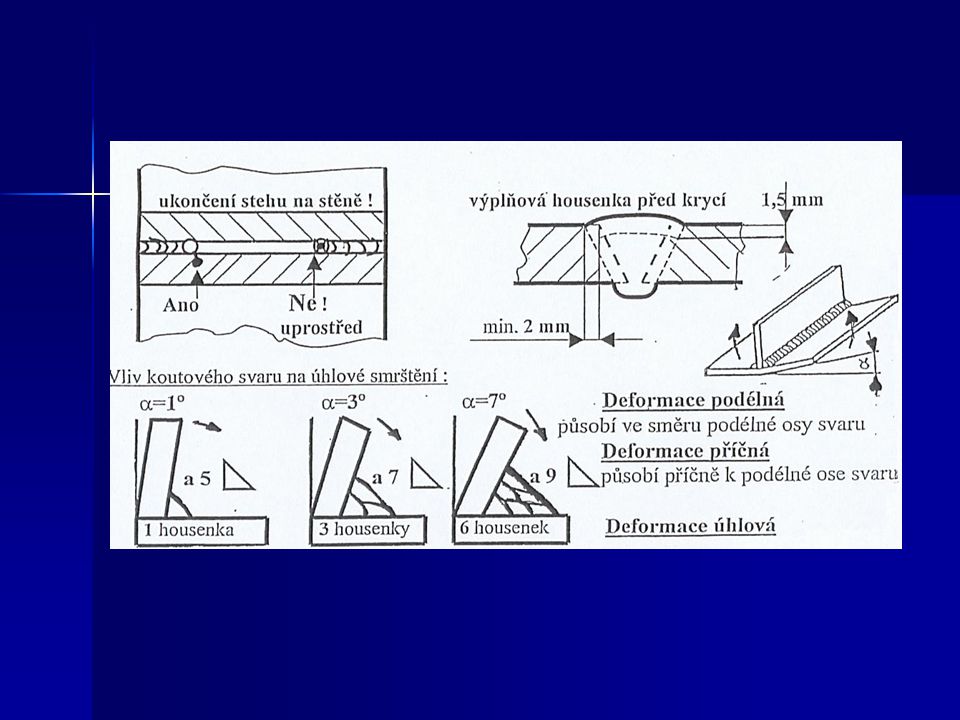
Úhlové deformace Závisí především na tloušťce materiálu a úhlu rozevření sv. ploch. Omezit je můžeme nastehováním s opačným sklonem svař. Dílů, jejich upnutím nebo zatížením. Pokud je přístup z obou stran, používáme oboustranné střídání svarů, vhodné je svařovat od středu – těžiště souměrně k okrajům, nebo současně dva svářeči. U jednostranných svarů se doporučuje svařované díly předehnout, nebo vnášet teplo postupně (ne u předehřevu).
.")
10
Přerušení stehu nebo kořenové housenky
Provádí se vynesením housenky na stěnu svarové plochy a tam se stehování přeruší. Pokud stehování nebylo přerušeno správně, je nutné broušením upravit náběh před pokračováním svaru. Kořenové svarové housenky se svařují s přímým vedením hořáku, výplňové svarové housenky s příčným rozkyvem hořáku (max. 15 mm) – zlepšuje se odplynění a tekutost lázně (nesmí předběhnout elektrický oblouk), ale zvyšuje se množství vneseného tepla do svaru a s tím související důsledky.
 – zlepšuje se odplynění a tekutost lázně (nesmí předběhnout elektrický oblouk), ale zvyšuje se množství vneseného tepla do svaru a s tím související důsledky.")
12
Použitá literatura Moderní strojírenství, J. Dillinger a kol.
Odborné texty Svářečské školy a.s. Slovácké Strojírny Uh. Brod

Podobné prezentace