Stáhnout prezentaci
1
ISO PROGRAMOVÁNÍ Frézování

2
Přehled ISO funkcí pro frézování

3
Podrobný rozbor nejpoužívanějších pohybových funkcí
Lineární interpolace G01 Nástroj se pohybuje po přímce z výchozího bodu do bodu definovaného souřadnicemi X,YZ rychlostí F.

4
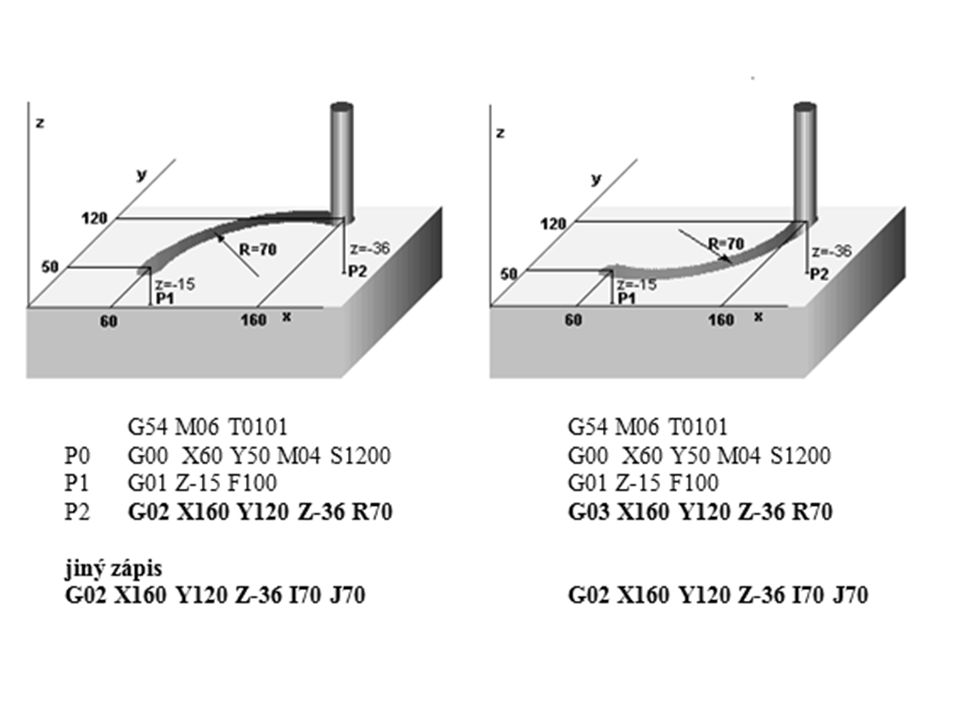
Kruhová interpolace G02, G03
Pohyb nástroje se realizuje po kruhové dráze z výchozího bodu do bodu daného souřadnicemi X,Y,Z, rychlostí F. Pohyb nástroje se realizuje po kruhové dráze z výchozího bodu do bodu daného. G02 – pohyb ve směru hodinových ručiček G03 – pohyb proti směru hodinových ručiček G02 X.. Y.. Z.. I.. J.. K.. / F.. S.. T.. M../ G03 X.. Y.. Z.. I.. J.. K.. / F.. S.. T.. M../ Nebo jiný zápis G02 X.. Y.. Z.. R.. / F.. S.. T.. M../ X, Y, Z – souřadnice koncového bodu, I - přírůstková vzdálenost středu kruhové dráhy od počátečního bodu ve směru osy X, J - přírůstková vzdálenost středu kruhové dráhy od počátečního bude ve směru osy Y, K - přírůstková vzdálenost středu kruhové dráhy od počátečního bodu ve směru osy Z, R - poloměr středu kruhové dráhy / / -další adresy F - rychlost pohybu nástroje (posuv) mm/min, mm/ot S - otáčky vřetene ot/min T - použitý nástroj M - pomocné funkce
 mm/min, mm/ot. S - otáčky vřetene ot/min. T - použitý nástroj. M - pomocné funkce.")
6
Výměna nástroje M06 Funkce M06 realizuje výměnu nástroje otočením nástrojové hlavy do polohy dané adresou T. Povolené použití příkazu M06 : M06 T adresa T má povolené 4 znaky. První dva znaky udávají pozici natočení nástrojové hlavy, druhé dva znaky řádek načítání korekcí z tabulky korekcí, M06 T .. D adresa T udává pozici natočení nástrojové hlavy. Adresa D udává řádek pro načítání korekcí z tabulky korekcí. M06 Z .. T adresa T udává pozici natočení nástrojové hlavy, adresy X,Z přírůstkovou hodnotu pohybu nástroje. Funkce M06 T0101 způsobí otočení nástrojové hlavy do polohy 1 a zároveň nástroji přiřadí korekci odpovídající řádku 1 registru korekcí.

7
Vrtací cyklus s přerušením G82

8
Vrtací cyklus s výplachem a přerušením G83

9
ISO programování pomocí programovacího a simulačního systému F2000 - frézování
Podrobný návod zde

10
Systém F2000 F2000 GRAPHIC je univerzální řídící systém CNC frézky.
Pracuje na platformě PC s operačním systémem MW Windows® XP / Vista / 7, což umožňuje plně využít výkon počítače včetně rozsahu paměti, kvalit grafického akcelerátoru nebo snadného přístupu do sítě. Systém pracuje ve volném formátu dle DIN s rozšířením o parametrické programování s plnou matematickou podporou. Díky tomu je slučitelný s CAD/CAM a CNC systémy předních výrobců. Uživatel může vytvářet vlastní stojní cykly a doplňovat je do knihovny. V editoru lze otevřít několik CNC programů současně. Ladící modul umožňuje účinné trasování programu v samostatném okně včetně prohlížení stavu parametrů a dalších operací. Grafický simulátor zobrazuje v průběhu řezného procesu aktuální nárys, půdorys a bokorys obrobku nebo 3D model. Velmi užitečný je test kolizí a zobrazení dráhy nástroje. Nová podoba CNC režimu a režimu ručního řízení přináší dokonalejší přehled o probíhajících operacích. I v CNC režimu je přístupné okno ladícího modulu, novinkou je zobrazení zbytkové dráhy nástroje.

11
Modul dílenského programování (WOP) umožňuje tvorbu CNC kódu ve vizuální podobě. Režim ručního řízení s předvolbou umožňuje provádění jednoduchých operací přímo na stroji bez předchozí přípravy CNC programu. Systém F2000 je velmi vhodný pro výuku CNC frézování, varianta F2000 MULTI označuje multilicenci simulátoru frézování, která je plně kompatibilní s řídícím systémem F2000 GRAPHIC

12
Ukázkový příklad 1 Proveďte obrobení kontury dle výkresu z polotovaru 70x45x20 mm

13
N10 G29 UKAZKA1 N20 G90 N30 G95 N40 M06 D40 z0 T1 N50 M03 S450 N60 M07 N70 G00 x-60 y-110 z+20 N80 G00 x-15 y-110 z-3 N90 G00 x-15 y-60 z-3 N100 G01 x-15 y z-3 F0.8 N110 G01 x+9.17 y+15 z-3 F0.8 N120 G01 x y+15 z-3 F0.8 N130 G01 x+85 y-8.86 z-3 F0.8 N140 G01 x+85 y z-3 F0.8 N150 G01 x y-60 z-3 F0.8 N160 G01 x-15 y-60 z-3 F0.8 N170 G00 x-60 y-110 z+20 N180 M09 N190 M05 N200 M30 VP:70x45x20 Nástroj-Souřadnice : x-60 y-110 z+20 Nulový bod: x y z 20

14
Ukázkový příklad 2 Proveďte obrobení kontury dle výkresu z polotovaru 50x30x10 mm

15
N10 G29 Ukazka 2 N20 G90 N30 G94 N40 M06 D15 z0 T1 N50 M03 S450 N60 M07 N70 G00 x-30 y-30 z+20 N80 G42 N90 G00 x+25 y+2 z+1 N100 G01 z-3 F80 N110 G01 x+43 F120 N120 G03 x+48 y+7 R5 F120 N130 G01 y+23 F120 N140 G03 x+43 y+28 R5 F120 N150 G01 x+7 F120 N160 G03 X+2 Y+23 R5 F120 N170 G01 y+7 F120 N180 G03 X+7 Y+2 R5 F120 N190 G01 x+25 F120 N200 G01 z+1 F200

16
N210 G40 N220 G00 y-10 N230 M05 N240 M09 N250 G00 x-30 y-30 z+20 N260 M06 D6 z0 T2 N270 G00 x+7 y+7 z+1 N280 M03 S850 N290 M07 N300 G81 Z-12 F15 N310 G00 x+43 y+7 z+1 N320 G81 z-12 F15 N330 G00 x+43 y+23 N340 G81 z-12 F15 N350 G00 X+7 Y+23 N360 G81 z-12 F15 N370 M05 N380 M09 N390 G00 x-30 y-30 z+20 N400 M30 VP:50x30x10 Nástroj-Souřadnice: x-30, y-30, z+20 Nul. bod : x 0, y 0, z 10

17
Další funkce v simulátorech SOUSTRUŽENÍ a FRÉZOVÁNÍ
Souřadnice v závorkách platí pro FRÉZOVÁNÍ Přerušení běhu programu G04 Funkce přeruší běh programu / pohyb nástroje/ na čas zadaný v adrese T. Po uplynutí času pokračuje program vykonáváním dalšího bloku. Po vykonání bloku N8 se běh programu přeruší na 4 sekundy, přičemž vřeteno zůstává roztočené a pokračuje blokem N16.

18
Skok v hlavním programu G25
Funkce realizuje vykonávání programu od čísla bloku daného v adrese L. Skok do podprogramu s opakováním G26 Některé části programu, hlavně části které se opakují, je vhodné psát jako podprogramy, které jsou volané funkci G26 z hlavního programu. Funkcí M17 se vrátí řízení do hlavního programu. V tomto případě by se podprogram vykonal 1x, přičemž po jeho ukončení by pokračoval hlavní program blokem N20.

19
Opakování části programu G27
Programování v palcích G71 Korekce dráhy nástroje G41,G42 (platí pouze pro FRÉZOVÁNÍ) Funkce přepíná ŘS do stavu, kdy přepočítává dráhu nástroje podle jeho průměru a směru pohybu
 Funkce přepíná ŘS do stavu, kdy přepočítává dráhu nástroje podle jeho průměru a směru pohybu.")
20
SHRNUTÍ Popište pracovní plochu F2000

21
Přiřaďte správné významy funkcí
Textová poznámka G29 Lineární interpolace M30 Zrušení korekce poloměru nástroje G40 Inkrementální programování G95 Nastavení jednotek posuvu mm/ot G01 G98 Nastavení svislé konfigurace frézky G26 Ukončení programu G967 Cyklus frézování pravoúhlého zámku G91 Volání cyklu









>")
>")







: Strojírenská technologie NC stroje(ST53) Funkce přípravné, posuvové a pomocné Jaroslav.>")


