Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Orbis pictus 21. století Tato prezentace byla vytvořena v rámci projektu

2
OB21-OP-STROJ-TE-MAR-U-2-033 Broušení – zahřívání, chlazení Ing. Josef Martinák

3
Teploty při broušení V místě řezu se materiál zahřívá až na 1000°C Malý přisuv a malá délka záběru Malý poměr rychlostní ρ Použití brusného kotouče s velkým odběrem materiálu Intenzivní chlazení a mazání

5
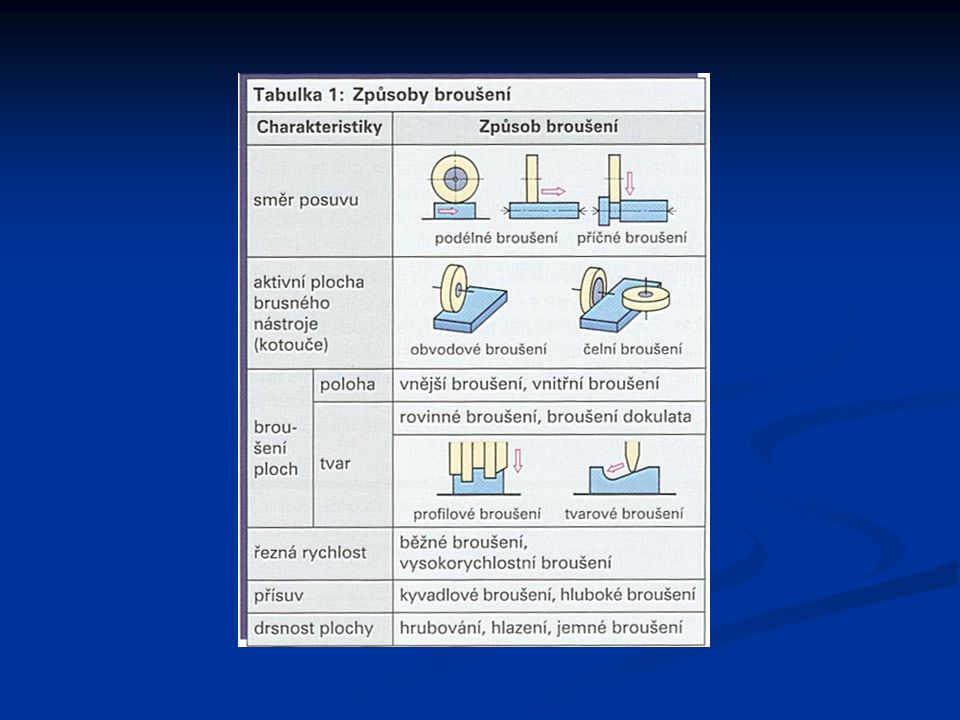
Čelní broušení Rovinné čelní broušení – v záběru velká plocha kotouče Rychle je zanese třískami, velký tlak kotouče na obrobek Velký brousící výkon, špatná kvalita povrchu Při naklonění osy kotouče se zmenší plocha záběru

7
Kyvadlové broušení Kyvadlové broušení (vratné) Přísuv se mění po krocích Opotřebovává brusná zrna na hraně Hluboké broušení – volí se velký přísuv, malá rychlost posuvu Vzniká tenká tříska, menší opotřebení Výhodné pro profilové broušení
 Přísuv se mění po krocích Opotřebovává brusná zrna na hraně Hluboké broušení – volí se velký přísuv, malá rychlost posuvu Vzniká tenká tříska, menší opotřebení Výhodné pro profilové broušení")
8
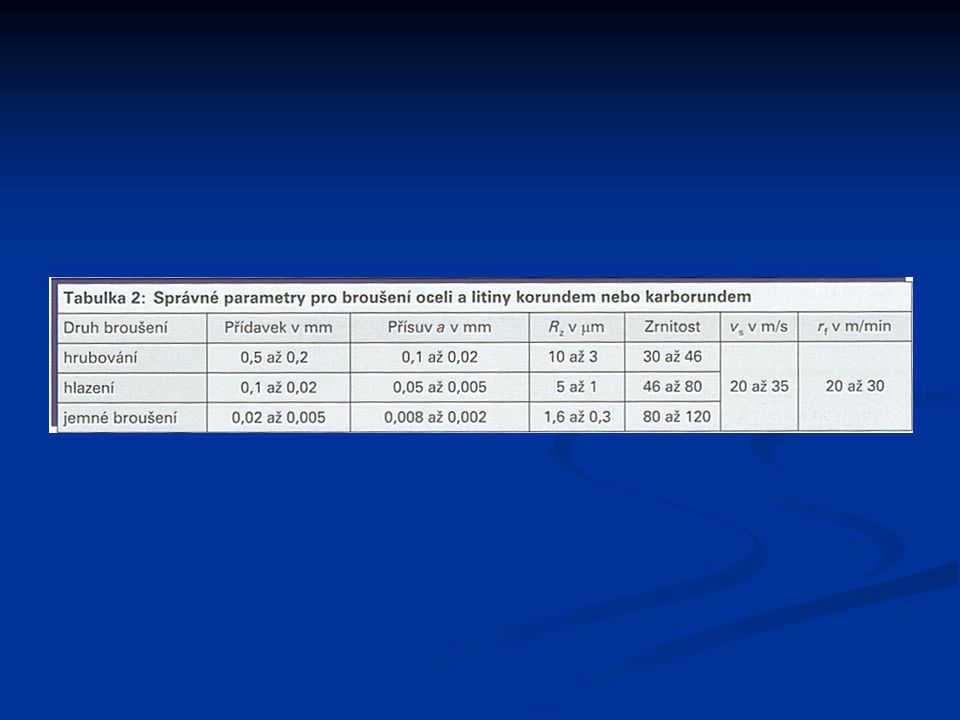
Postup při rovinném broušení I Přídavek na broušení 0,5mm R z = 4 μm Brusný kotouč 350x50x127x = C36J-C36J-10V-35 Upnout kotouč, vyvážit Orovnat diamantovým orovnávačem Brousící kapalina – emulze 2% - 5% brousícího oleje Magnetické upnutí

9
Postup rovinného broušení II Rovinné broušení – parametry Pracovní rychlost v s = 30 m/s Rychlost posuvu v f = 30 m/s Poměr rychlosti ( doporučená hodnoty ρ = 65 ) ( přípustné) Příčný posuv – 1 podélný běh: f = 0,8·50 mm = 40 mm Přísuv: a = 0,05 mm (odbrousíme 10 vrstev) Uvolnění obrobku, odmagnetizování Vizuální kontrola
 ( přípustné) Příčný posuv – 1 podélný běh: f = 0,8·50 mm = 40 mm Přísuv: a = 0,05 mm (odbrousíme 10 vrstev) Uvolnění obrobku, odmagnetizování Vizuální kontrola")
10
příklad Samostatně řešte

11
Použitá literatura Moderní strojírenství – J. Dillinger a kolektiv + obrazová dokumentace Moderní strojírenství – J. Dillinger a kolektiv + obrazová dokumentace

Podobné prezentace