Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Tato prezentace byla vytvořena
v rámci projektu Orbis pictus 21. století

2
OB21-OP-STROJ-STE-MAR-M-1-012
Kalení Ing. Josef Martinák

3
Kalení U nelegovaných ocelí kalící teplota asi 40°C nad G-S-K
Kalený předmět zahřát na kalící teplotu – výdrž – ochlazení v kalící lázni Voda – olej – ochlazování na vzduchu – rychlořezné oceli

4
Kalící prostředí Voda – účinné kalící prostředí – vzniká značné vnitřní pnutí – nelegované oceli Oleje – mírnější kalící prostředí – rychlost ochlazování asi 10x menší Roztavené solné lázně – plynulé ochlazování Vzduchem – samokalitelné oceli – rychlořezné – označení HS (HS W, Mo, V, Co) Kalením se vytvoří martenzitická struktura
 Kalením se vytvoří martenzitická struktura.")
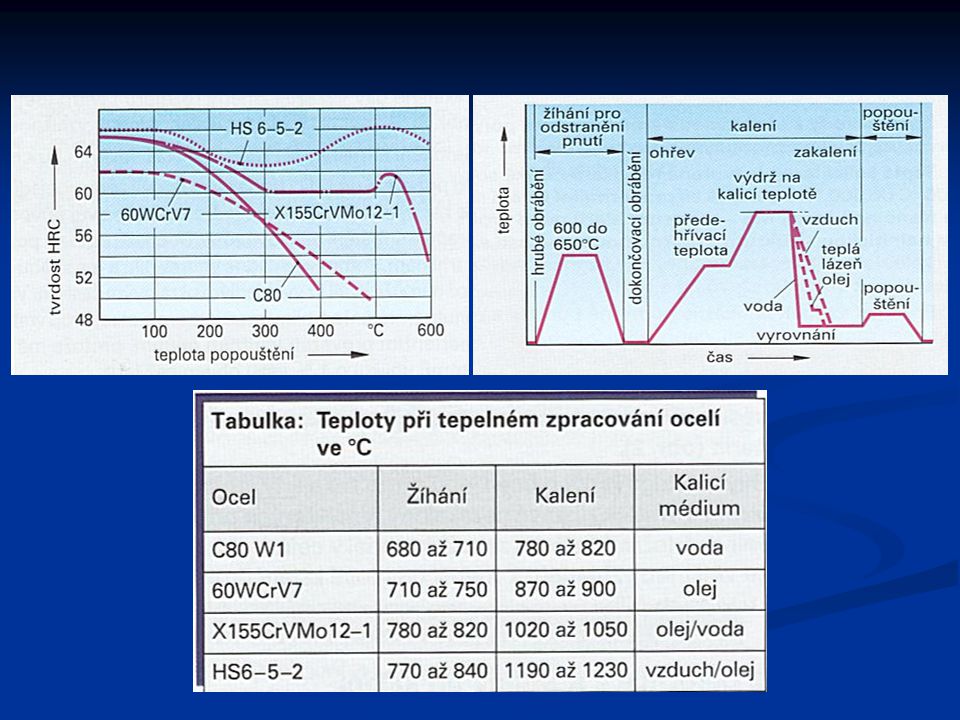
5
Časový průběh teploty při kalení
Zahřátí ocelového předmětu na kalící teplotu Na této teplotě setrvá – předmět se prohřeje v celém průřezu Následuje prudké ochlazení v chladící lázni – voda – olej Ocel ztvrdne a zkřehne Po zakalení se díl popustí – ohřátí na 200°C až 300°C – chladnutí na vzduchu

6
Změna struktury oceli při kalení
Rychlé ochlazování – přeměna probíhá rychle Atomy uhlíku nemají čas opustit místo v mřížce – zůstanou v mřížce α – železa Nová struktura se nazývá martenzit Martenzit – rychlé ochlazení austenitu Vhodné oceli ke kalení nad 0,2%C

7
Správné ponořování součástí při kalení
Díly tyčového tvaru se ponořují pomalu – ve směru osy Díly ponořujeme – objemnější části Slepé díry – směrem nahoru – únik bublin Ploché díly – úzkou hranou napřed

8
Vznik deformací a trhlin při kalení
Při rychlém zakalení – vznik trhlin 1 fáze – při ponoření – okrajové zóny se rychle ochladí – smrští se – horké jádro má původní rozměr – zabraňuje smrštění okrajové zóny – vznik trhlin 2 fáze – vnitřek dílu vychladne – má snahu se smrštit – vznikají vnitřní pnutí – smrštění a trhliny mezi jádrem a okrajovou vrstvou

9
Zakalení bez deformací a trhlin
Použití mírně účinné kalící teploty Přerušované kalení – nejprve kalení ve vodě – pak pomaleji v oleji Stupňovité kalení – díl je zakalen v teplé lázni – dále ochlazen na vzduchu Nelegované a nízkolegované oceli – kalí se ve vodě nebo v oleji Vysoce legované oceli – kalí se v oleji nebo na vzduchu

11
Postup při kalení Odstranění vnitřního pnutí – žíhání při teplotě 600°C až 650°C Provedou se dokončovací operace – obráběním – technologický postup Ohřátí výrobku na kalící teplotu – prodlevy – výdrž na kalící teplotě Podle druhu oceli následuje ochlazení v kalícím mediu Pak následuje popouštění – v závislosti na požadovanou tvrdost Výrobek lze obrábět broušením

12
Opakovaní a prohloubení znalostí
1. vysvětlete časový průběh teploty při kalení 2. praktická pravidla při kalení v lázni 3. jaká chladiva se používají ke kalení? 4. jakou kalící teplotu mají nelegované oceli? 5. vysvětlete časový diagram tepelného zpracování?

13
Použitá literatura Moderní strojírenství pro školu i praxi – J. Dillinger a kolektiv

Podobné prezentace

















 Ing. Josef Martinák.>")

