Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
Odborný výcvik ve 3. tisíciletí Tato prezentace byla vytvořena v rámci projektu

2
Odborný výcvik ve 3. tisíciletí Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky MEII 1.3 - Moderní výroba DPS Obor:Mechanik elektronik Ročník:2. Vypracoval:Jiří Kolář

3
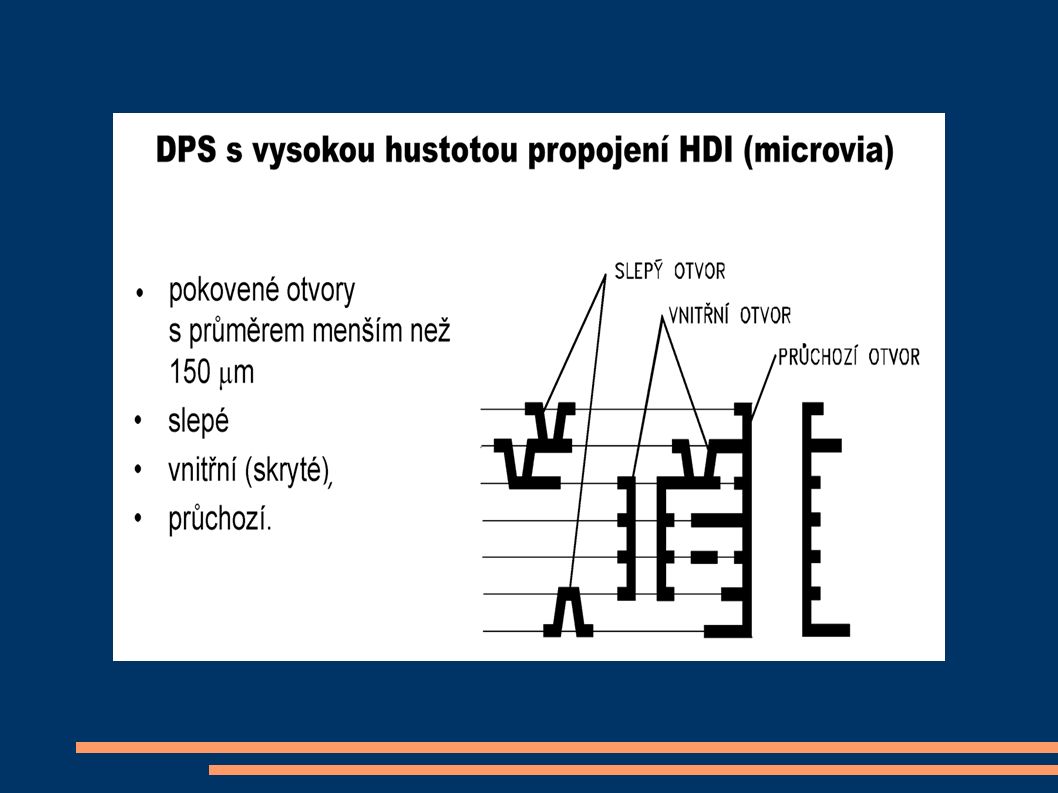
Moderní výroba DPS ● Výroba probíhá plně automaticky (automaty pro osazování, pájení a testování desek plošných spojů). ● Výrobu elektroniky nezajišťuje jediný výrobce (vývoj elektronického zařízení, návrh desek plošných spojů případně i jejich výrobu, další desky osazují a zkoušejí). ● Rozvoj HDI (DPS s vysokou hustotou propojení – microvia). ● Dnešní DPS skrývají ve svých vrstvách nejen pasivní, ale i aktivní prvky a integrované obvody speciálně upravené pro vkládání do DPS.
. ● Rozvoj HDI (DPS s vysokou hustotou propojení – microvia). ● Dnešní DPS skrývají ve svých vrstvách nejen pasivní, ale i aktivní prvky a integrované obvody speciálně upravené pro vkládání do DPS..")
5
Současný stav výroby DPS ● Pokles výroby DPS v Evropě. ● Velkosériová výroba jednoduchých DPS přesunuta do východních zemí. ● Vývoj nových a složitých multifunkčních DPS, které ještě východní konkurence neumí vyrobit. ● CiP (Chip in Polymer). ● DPS s integrovaným panelem z organických světelných diod OLED. ● Patentovaný způsob uložení měděných vodičů do DPS (až 800A).
. ● DPS s integrovaným panelem z organických světelných diod OLED. ● Patentovaný způsob uložení měděných vodičů do DPS (až 800A)..")
6
Osazování DPS ● DPS se označuje jednoznačným kódem pro zajištění zpětné sledovatelnosti a datovým souborem přiřazeným k DPS (materiály, součástky, celý výrobní proces). ● DPS vyráběné osazovacími automaty se součástkami SMD se osazují rychlostí až 120 000 SMD/h.

7
Pájení DPS Pájení se provádí: ● Přetavením v průběžných pecích. ● V parách tekutiny. ● Pájením vlnou tekuté bezolovnaté i olovnaté pájky. ● Speciálními roboty pro selektivní pájení minivlnou – mechanické prvky (např. konektory, spínače, relé, elektrolytické kondenzátory, apod).
..")
8
Kontroly a testování DPS Průběžně se provádí nedestruktivní zkoušky (optické) Po osazení SMD: ● optická kontrola úplnosti (osazení všech součástek a jejich správných hodnot) – AOI (prostorová 3D) ● zkoušky rentgenové (AXI - prostorová 3D) ● elektrické a funkční (boundary system JFAG) Kontroly se provádí za každým výrobním krokem. Posouzení kvality zapájení viditelných i neviditelných pájecích míst, vnitřní vady vícevrstvých spojů se provádí bondováním a rentgen.

9
Výroba DPS fotocestou S moderní výrobou DPS souvisí i výroba DPS fotocestou. ● Připraví se předloha motivu plošného spoje. Předloha DPS se navrhne na počítači, v některém z grafických programů pro návrh a kreslení plošných spojů např. v Eaglu. ● Předloha se vytiskne na laserové tiskárně s vysokým krytím toneru na pauzák nebo na obyčejný kancelářský papír ve správné orientaci. ● Podle rozměrů plošného spoje se ustřihne cuprextitová deska. Na šířku i výšku se přidá 2 až 10mm navíc. ● Cuprestitová deska se řádně očistí od měděnky, např. práškem na nádobí a odmastí acetonem nebo lihem. Takhle připravenou cuprextitovou desku co nejméně chytáme prsty.

10
Výroba DPS fotocestou ● Na cuprestitovou desku se nanese z patřičné vzdálenosti vrstva fotocitlivé emulze Positivu 20. Raději méně než více, přiměřeně. ● Positiv 20 je velmi citlivý na přímé světlo a zářivkové osvětlení (obsahují UV složku). ● Těsně před stříkáním zbavíme deske čerstvě napadaného prachu. Částečky prachu způsobí na hotové DPS mikrozkraty. ● Fotoemulze nanesená na cuprestitové desce se musí nechat vytvrdit. ● Po vytvrzení se na desku přiloží předloha plošného spoje vytištěný na obyčejný nebo pauzovací papír v laserové tiskárně v poměru 1:1 ve správné stranové orientaci. ● Je dobré pokládat vytištěnou předlohu potiskem na vrstvu emulze desky. ● Jako zdroje UV záření k osvitu desky se použije profesionálních UV osvitek, nebo amatérsky vyrobených osvitek. ● Délka osvitu desky je závislá od použitého zdroje UV záření (UV zářivka, rtuťová výbojka) a vzdálenosti desky od zdroje UV záření.
. ● Těsně před stříkáním zbavíme deske čerstvě napadaného prachu. Částečky prachu způsobí na hotové DPS mikrozkraty. ● Fotoemulze nanesená na cuprestitové desce se musí nechat vytvrdit. ● Po vytvrzení se na desku přiloží předloha plošného spoje vytištěný na obyčejný nebo pauzovací papír v laserové tiskárně v poměru 1:1 ve správné stranové orientaci. ● Je dobré pokládat vytištěnou předlohu potiskem na vrstvu emulze desky. ● Jako zdroje UV záření k osvitu desky se použije profesionálních UV osvitek, nebo amatérsky vyrobených osvitek. ● Délka osvitu desky je závislá od použitého zdroje UV záření (UV zářivka, rtuťová výbojka) a vzdálenosti desky od zdroje UV záření..")
11
Výroba DPS fotocestou ● Výroba oboustranné desky. ● Osvícená DPS se vyvolá v roztoku hydroxidu sodného (NaOH) v 1% koncentraci. ● Před vyvoláním je třeba desku od Transparentu omýt. ● Vytvrzené a osvícené cuprextitové desky se musí skladovat potmě a doba skladovatelnosti je docela velká. Lze je bez problému vyvolat, ale musí se zvýšit koncentrace vývojky. ● Retuš – oprava motivu. ● V některých místech mohou zbývat tenké neviditelné zbytky fotoemulze. ● Operace jako leptání, vrtání, osazeni a čištění jsou shodné s ruční výrobou DPS.
 v 1% koncentraci. ● Před vyvoláním je třeba desku od Transparentu omýt. ● Vytvrzené a osvícené cuprextitové desky se musí skladovat potmě a doba skladovatelnosti je docela velká. Lze je bez problému vyvolat, ale musí se zvýšit koncentrace vývojky. ● Retuš – oprava motivu. ● V některých místech mohou zbývat tenké neviditelné zbytky fotoemulze. ● Operace jako leptání, vrtání, osazeni a čištění jsou shodné s ruční výrobou DPS..")
12
Výroba DPS fotocestou ● Pozitiv má dobré krycí a leptacímu roztoku odolávající schopnost. Někdy při leptání v chloridu železitém je pro zamezení podleptání DPS v místech chráněných fotoemulzí, přidat do chloridu železitého trochu kyseliny chlorovodíkové. ● Fotoemulze se odstraní běžnými rozpouštědly (líh, aceton).
..")
13
Profesionální finální úpravy DPS ● Profesionální výroba používá pro čištění DPS ultrazvuku a speciálních čistících prostředků na bázi organických rozpouštědel a vody. ● Nepájivá maska – chrání plošné spoje, a tím i celou desku před mechanickým poškozením, klimatickými vlivy a oxidací mědi. Nepájivou maskou se minimalizuje tvorba můstků a zkratů pod nepájivou maskou, pájecích ploškách a mezi nimi, umožňuje snadnější optickou kontrolu zapájených i nezapájených DPS, chrání tenké vodiče před poškozením. ● Pájecí plošky se pro lepší pájitelnost součástek různě povrchově upravují. Buď se jen mechanicky zdrsní, žárově pocínují, chemicky nebo galvanicky pokoví povrch pájecích plošek.

14
Profesionální finální úpravy DPS HAL (Hot Air Levelling) - žárového nanesení pájky určité tloušťky na pájecí plošky. OSP ( Organic Surface Protectives ) - chemické nanášení organických inhibitorů oxidace mědi na pájecí plošky po tisku nepájivé masky. Sn, Ag, N – nanesení jednoho z těchto materiálů chemicky nebo galvanicky na pájecí plošky. Předností je rovinný povrch, nevýhodou je horší pájitelnost. Ni / Au - chemické nebo galvanické nanášení niklu a poté zlata na pájecí plošky po tisku nepájivé masky. Předností je rovinný povrch a možnost kontaktování, nevýhodou je výrazný odliv zlata z povrchu do spoje.
 - chemické nanášení organických inhibitorů oxidace mědi na pájecí plošky po tisku nepájivé masky. Sn, Ag, N – nanesení jednoho z těchto materiálů chemicky nebo galvanicky na pájecí plošky. Předností je rovinný povrch, nevýhodou je horší pájitelnost. Ni / Au - chemické nebo galvanické nanášení niklu a poté zlata na pájecí plošky po tisku nepájivé masky. Předností je rovinný povrch a možnost kontaktování, nevýhodou je výrazný odliv zlata z povrchu do spoje..")
15
Profesionální finální úpravy DPS ● Servisní potisk – umožňuje lepší orientaci při opravách DPS. Může být jen ze strany součástek nebo i ze strany spojů. Nanáší se na nepájivou masku sítotiskem nebo fotoprocesem při malých výrobních sériích. Obsahuje obrys osazovaných součástek a jejich polaritu, kód a pořadové číslo dle rozpisky součástek a testovací a napájecí body. ● Malé DPS o rozměru do 10cm x 10cm se pro lepší manipulaci s nimi při výrobě, testování a efektivitu práce spojují do velkých desek složených z jednotek až desítek malých DPS a tvoří tzv. Multipacky.

16
Multipack

17
Použitá literatura 1.HÁJEK, J.: Výstava SMT 2007. Automatizace, 50 (2007), č. 4, str. 312. 2.HÁJEK, J.: Trendy v integraci mikroelektronických systémů. Automatizace, 2004 (47), č. 10, str. 600–601. 3.STARÝ, J., ŠANDERA, J., KAHLE, P.: Plošné spoje a povrchová montáž. Skriptum VUT- FEKT, PC-DIR 1999. 4.SKOČIL, V., HAMÁČEK, A., STEINER, F., ŠTRUNC, J.: Nové materiály, nové technologie, nová elektronika. Západočeská univerzita, Plzeň.
, č. 10, str. 600– STARÝ, J., ŠANDERA, J., KAHLE, P.: Plošné spoje a povrchová montáž. Skriptum VUT- FEKT, PC-DIR SKOČIL, V., HAMÁČEK, A., STEINER, F., ŠTRUNC, J.: Nové materiály, nové technologie, nová elektronika. Západočeská univerzita, Plzeň..")
18
Děkuji Vám za pozornost Jiří Kolář Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky Střední průmyslová škola Uherský Brod, 2010

Podobné prezentace












>")






