Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

2
Ukázka tecnologického postupu z výroby nože z damascénské oceli v rámci ověřovací fáze modulu M2

3
Výroba základního paketu - K výrobě základního paketu byl použit stejně silný materiál(oba materiály se stejně a lépe nahřívají…mají stejnou barvu!) o síle 2mm pásků,z ocelí ( a ) Materiál byl nadělen na 100mm délku.přerovnán a styčné plochy byly obroušeny na čistý kov. -Pozor! Rozdělte si materiál na dvě hromádky,tvrdé a měké oceli,které si označíme. -Proto,aby nedošlo k záměně a smíchání obroušených ocelí! -Z plíšků se sestaví základní paket o dvaceti vrstvách,tedy deset vrstev z měké oceli( )a deset z oceli tvrdé(19.312). -Střídavě se prokládá tvrdá a měkká ocel. -Nakonec se čela paketu svaří a přivaří se ocelová tyč sloužící k manipulaci s paketem v ohni.
a deset z oceli tvrdé(19.312). -Střídavě se prokládá tvrdá a měkká ocel. -Nakonec se čela paketu svaří a přivaří se ocelová tyč sloužící k manipulaci s paketem v ohni..")
10
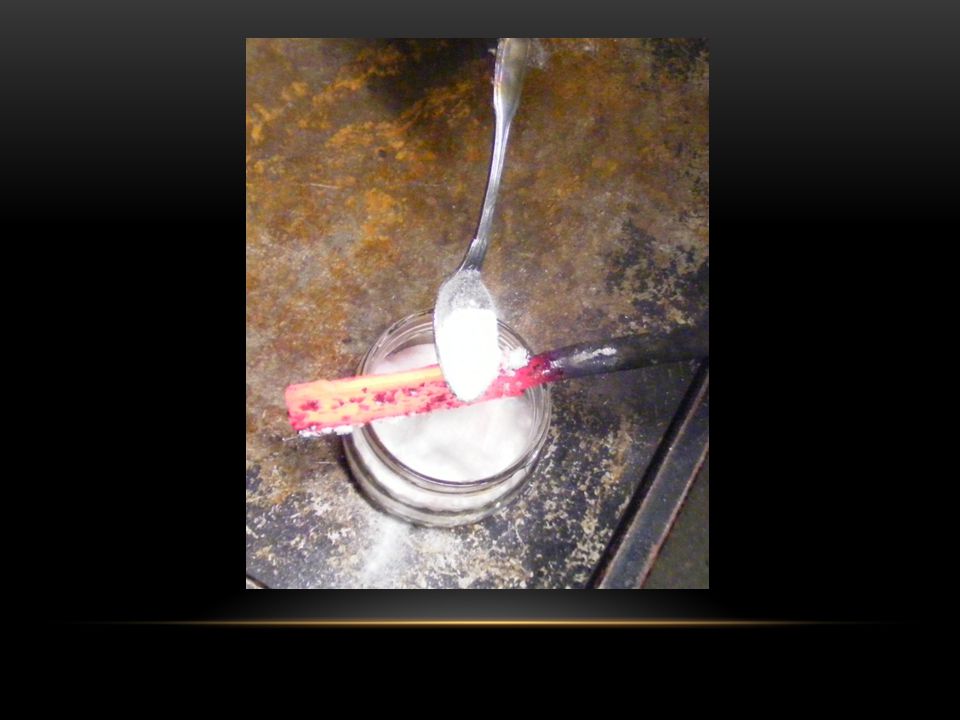
-Pokud máme připravený základní paket ,založíme si oheň v předem vyčistěné výhni. -Paket vložíme do výhně a pomalu ho nahřejeme,za ustavičného otáčení paketu docílíme pravidelného nahřátí paketu na světle červenou až oranžovou barvu. -Potom paket okartáčujeme ocelovým kartáčem a stahneme údery kladiva pásky k sobě. kartáčováním Z materiálu odstraníme vzniklé oxidy železa tzv.(okuje). -Aby nám při nahřívání materiál opět nezoxidoval,zasypeme paket dokola tzv:tavidlem (boraxem). -Tavidlo se nám na povrchu paketu roztavý a uzavře,tak celý paket ve sklovitém povlaku. -Ten zabrání oxidaci a vzniku okují. -Ty by jinak znemožnili dalšímu postupu při kovářském svařování a zabránily by vytvoření kvalitního spoje!
. -Aby nám při nahřívání materiál opět nezoxidoval,zasypeme paket dokola tzv:tavidlem (boraxem). -Tavidlo se nám na povrchu paketu roztavý a uzavře,tak celý paket ve sklovitém povlaku. -Ten zabrání oxidaci a vzniku okují. -Ty by jinak znemožnili dalšímu postupu při kovářském svařování a zabránily by vytvoření kvalitního spoje!.")
11
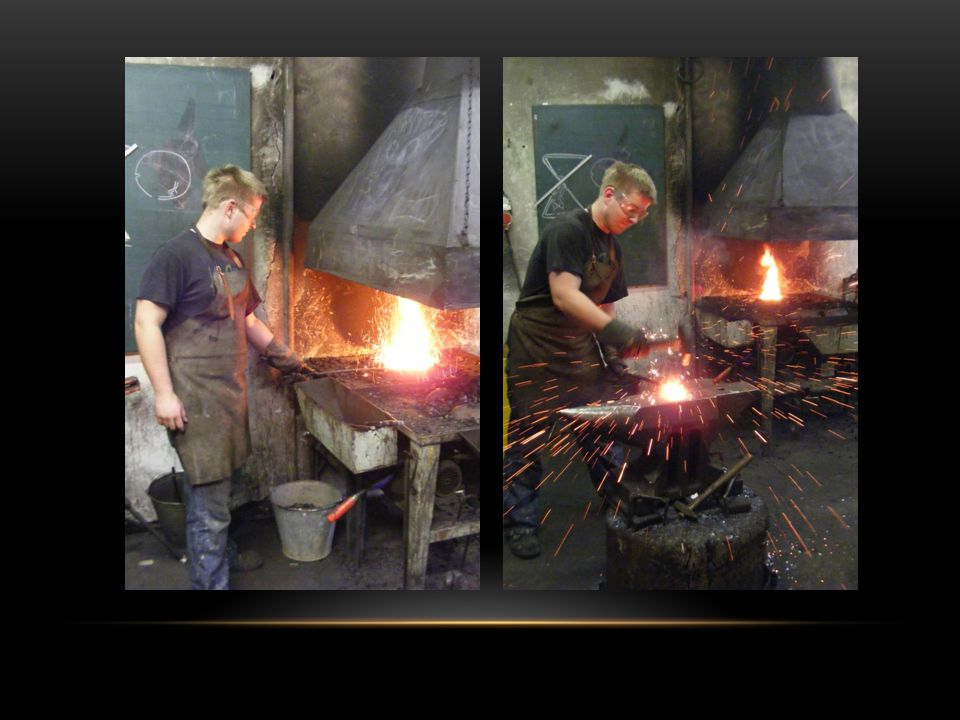
-Paket opět dáme nahřát ,tentokráte na svřovací teplotu ( C) -Teplotu poznáme nejlépe tak,že po bocích hořícího plamene začnou vylétávat jiskry.někdy jde vidět i bublájící tavidlo na povrchu materiálu. -Materiál se tak nachází již v tzv:svářecí teplotě. -Materiál rychle vytáhneme z výhně a na kovadlině,svaříme rychlými udery kladiva. -Tento postup se provede ještě opakovaně,celkem třikrát,abychom docílili kvalitního svasření celého paketu v jeden kompaktní celek.…(homogenní blok oceli). Blok,ktery má nyní 20 vrstev.
. Blok,ktery má nyní 20 vrstev..")
16
-Paket vytáhneme ,pod bucharem na délku asi 30x10 x350 mm
-Paket vytáhneme ,pod bucharem na délku asi 30x10 x350 mm. Rozdělíme na 3krát a nařežeme úhlovou bruskou. -Styčné plochy opět přebrousíme na čistý kov. - Poskládame opět na sebe,nahřejeme,zasypeme opět svaříme..(opakujeme správný postup kovářského svařování) a materiál důkladně svaříme. -Výchozích vrstev bylo 20, překládali jsme 3x. -Po svaření máme výsledných 60 vrstev. -Mezi jednotlivé překlady se musí vložit materiál,opačné jakosti(třídy oceli).Než se nachází na bocích svařeného a nařezaného paketu. -Na boky paketu se můžou přivařit i silnější pásky měkké oceli, aby se při nahřívání tenké pásky nekroutily a nedostávala se mezi pásky nečistota z výhně.
 a materiál důkladně svaříme. -Výchozích vrstev bylo 20, překládali jsme 3x. -Po svaření máme výsledných 60 vrstev. -Mezi jednotlivé překlady se musí vložit materiál,opačné jakosti(třídy oceli).Než se nachází na bocích svařeného a nařezaného paketu. -Na boky paketu se můžou přivařit i silnější pásky měkké oceli, aby se při nahřívání tenké pásky nekroutily a nedostávala se mezi pásky nečistota z výhně.")
23
-Vytáhneme plochý kus o stejné síle a délce mm.
-Zopakujeme ještě jednou celý předešlý postup překládáni a svaření v jeden blok. -Tedy rozdělíme na 3x,obrousíme plochy a svaříme. -Výsledný počet vrstev je tedy 180. -Následuje vytažení pod bucharem na plochý kus oceli. -Plocháč rozdělíme na 2x a svaříme,opět v jeden blok. -Výsledný počet je tedy 360 vrstev.

24
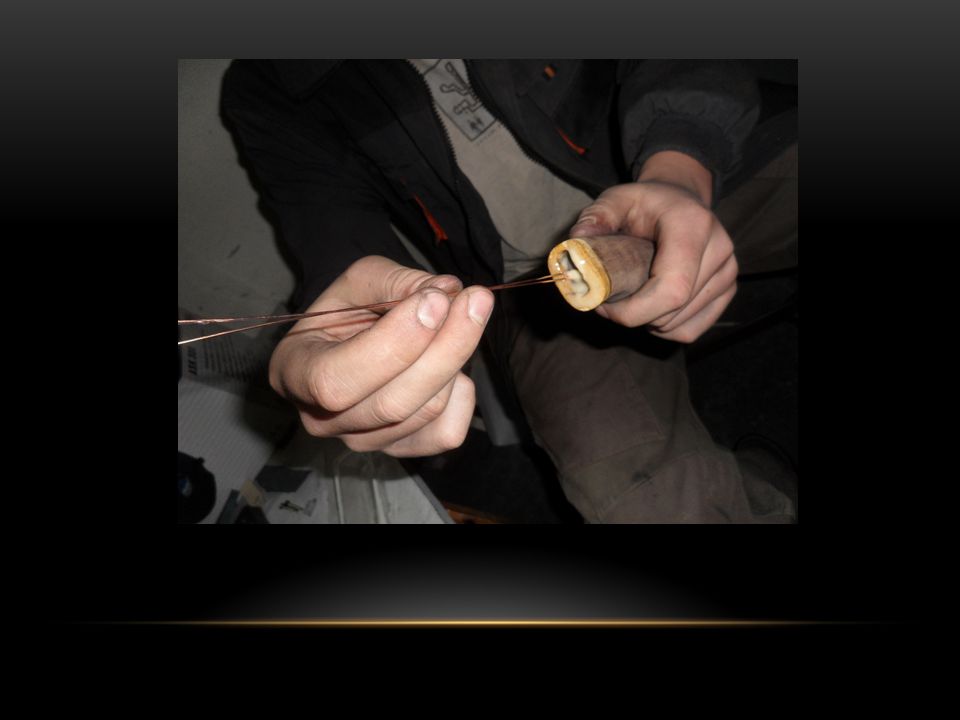
Obrázky druhé fáze překládání paketu.

25
-Následuje vytažení do plochého kusu o rozměrech 35x8x300 mm
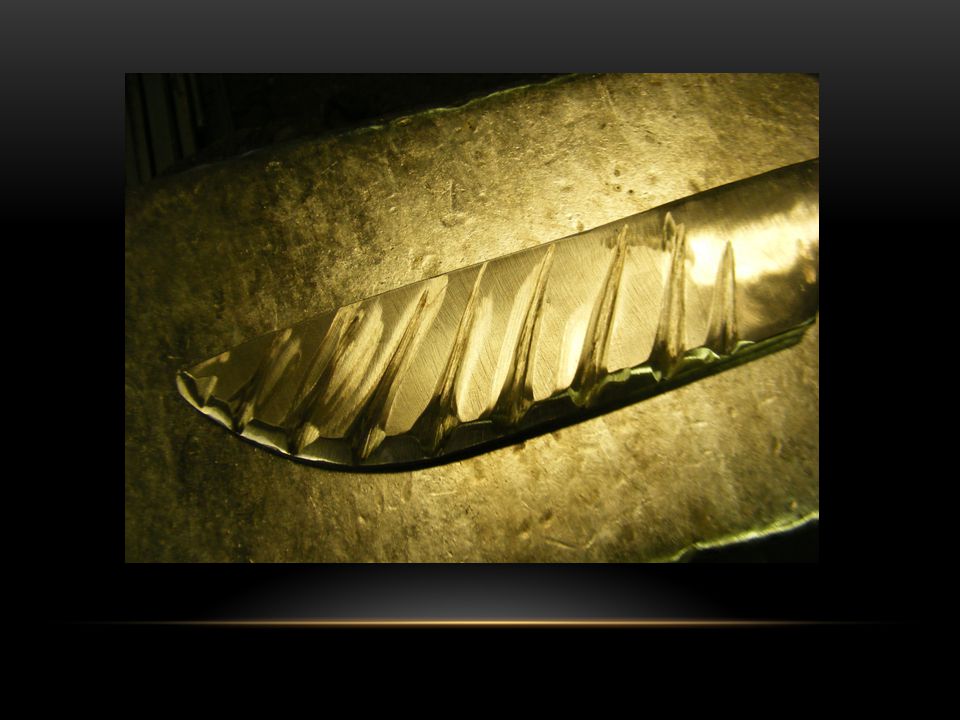
-Následuje vytažení do plochého kusu o rozměrech 35x8x300 mm. -Pásovina se upne do svěráku. -Úhlovou bruskou se vybrousí vzor,na bocích plocháče,z obou stran,v celé délce brusným kotoučem a překove se na sílu x x mm. -Následně se na jedné straně vykove řáp rukojeti a na druhé straně plochá špice,vycentrovaná na střed podélné osy plocháče. -Špička se přehne na stranu ke hřbetu čepele nože a celý nůž se přerovná hladícím sedlíkem,na sílu 5mm.

26
Obrázky z poslední fáze zpracování paketu a tvorbu vzorů tzv:(ubýrací metodou,odbrušováním materiálu)z paketu a překování paketu na polotovar čepele nože.
z paketu a překování paketu na polotovar čepele nože.")
28
-Následuje přebrousí polotovaru čepele do roviny a provede se zkušební lept chloridem železitým. -K přerušení leptacího procesu čepel důkladně omyjeme v mýdlové vodě a pořádně osušíme. -Konec trnu zbrousíme,vybrousíme konečný tvarvyře. -Vyřežeme závit,pro fixační matici,která bude zajišťovatčepel v rukojetí a celý nůž bude tak spojovat.

29
Obrázky polotovaru čepele

30
-Na polotovar čepele přeneseme přesný tvar čepele a přesně dobrousíme úhlovou bruskou.
-Na polotovaru vytvoříme výbrus čepele a na kořenu čepele vyrazíme raznicí signaci. -Břit čepele ponécháme v místech ostří asi 1.2mm silné,kvůli následnému tepelnému zpracování.

31
-Následuje tepelné zpracování čepele,jehož následný postup je takový
-Následuje tepelné zpracování čepele,jehož následný postup je takový Čepel při kalení střídavě nejdříve nahříváme hřbetem do ohně,břitem ven…potom,břitem do ohně a hřbetem ven. -Tento postup střídáme tak dlouho až docílíme správné teploty.přitom čepel protahujeme v celé délce tak,abychom docílili správné kalící teploty v celé délce čepele nože. -Čepel kalíme na kalící teplotu C (barva) -Čepel nože opět opatrně přebrousíme a zaleštíme lamelovým kotoučem,popřípadě vyleštíme brusným papírem o zrnitosti GRIT 250,500,800,1200. -Potom 2x 2hod popustíme v běžné troubě při teplotě C na (slámově zlatou barvu). -Provedeme ještě dopopuštění s pomocí tzv.(popouštěcích desek). -Tak,aby na hřbetě čepele byla barva modrá s přechodem do břitu na barvu zlatou(probarvenou). -Kontrola pevnosti a houževnatosti či (křehkosti a tvrdosti)čepele,odzkoušíme na kusu dvoumilimetrovém obyčejného plechu. -Tak,žeopakovaně provede zkušební sek do plechu postaveného na kant.
 -Čepel nože opět opatrně přebrousíme a zaleštíme lamelovým kotoučem,popřípadě vyleštíme brusným papírem o zrnitosti GRIT 250,500,800, Potom 2x 2hod popustíme v běžné troubě při teplotě 210 C na (slámově zlatou barvu). -Provedeme ještě dopopuštění s pomocí tzv.(popouštěcích desek). -Tak,aby na hřbetě čepele byla barva modrá s přechodem do břitu na barvu zlatou(probarvenou). -Kontrola pevnosti a houževnatosti či (křehkosti a tvrdosti)čepele,odzkoušíme na kusu dvoumilimetrovém obyčejného plechu. -Tak,žeopakovaně provede zkušební sek do plechu postaveného na kant.")
32
-Výbrus čepele se ručně dočistí
-Výbrus čepele se ručně dočistí. -Dodělá se lept, který se neutralizuje se mýdlovou vodou,čepel se následně důkladně osuší. -Začne se s přípravou materiául na rukojeť. -Dřevo -záštita(kování rukojeti)
")
33
Obrázky z dokončení čepele a tvorby Záštity(kováni)čepele
Obrázky z dokončení čepele a tvorby Záštity(kováni)čepele. Počátek výroby rukojeti.
čepele. Počátek výroby rukojeti.")
34
-Zvolí se vhodný výběr materiálu k výrobě rukojeti.
-Zhotový se záštita(kování),oddělující čepel a rukojeť,která se musí přesně opracovat,tak,aby vše přesně sedělo. -Vybraný materiál(dřevo) na rukojeť se nahrubo upravý ,podle tvaru budoucí rukojeti a navrtá se otvor pro vsunutí trnu rukojeti. -Otvvor se přesně dotvaruje a dopasuje,aby trn čepele zapadl, do rukojeti. -Následuje cvičné složení všech části rukojeti. -Všechny díly musí přesně sedět a být důkladně slícovány.
,oddělující čepel a rukojeť,která se musí přesně opracovat,tak,aby vše přesně sedělo. -Vybraný materiál(dřevo) na rukojeť se nahrubo upravý ,podle tvaru budoucí rukojeti a navrtá se otvor pro vsunutí trnu rukojeti. -Otvvor se přesně dotvaruje a dopasuje,aby trn čepele zapadl, do rukojeti. -Následuje cvičné složení všech části rukojeti. -Všechny díly musí přesně sedět a být důkladně slícovány.")
36
-vyrobená rukojeť se nahrubo obrousí
-vyrobená rukojeť se nahrubo obrousí. -Provede se kontrola všech rovin, aby čepel seděla v rukojeti rovně. -Odvrtá se otvor pro šroub a záslepku rukojeti. -Rukojeť nože se vybrousí a vyleští do konečné fáze. -Do dutiny rukojeti se nalije rozmíchaný epoxid UHU. -Nasadí se čepel a maticí se zafixuje v rukojeti nože. -Provede se celková kontrola,sesazení čepele,záštity,dřevěné rukojeti i kování. -Otře se suchým hadříkem přebytečné vytečené lepidlo a nechá se důkladně zaschnout…asi 24hod. -Provede se celkové začištění a kontrola sesazení všech částí. -nakonecse ošetří dřevěná rukojeť včelým voskem,lněným olejem,lakem na parkety,nebo jinou konzervací.

37
-Rukojeť nože se zabalý do suchého a čistého kusu látky a nabrousí se čepel nože.

38
Hotový nůž

Podobné prezentace































: Strojírenská technologie Tváření (ST28) Ing. Elena Nová STROJÍRENSTVÍ.>")

