Stáhnout prezentaci
Prezentace se nahrává, počkejte prosím

1
5. – 6. Textilní způsob zpracování odpadu Katedra netkaných textilií, Fakulta textilní, Technická Univerzita v Liberci, Jakub Hrůza,

2
Obecné informace: 1.Technologie netkaných textilií byla často původně určena pro zpracování odpadu, nebo surovin jinou technologií nezpracovatelných. 2.Technologie výroby netkaných textilií se dělí na skupiny: tvorba vlákenné vrstvy, zpevnění vlákenné vrstvy a finální úpravy. 3.V oblasti jednotlivých technologií výroby vlákenných vrstev odkazuji na technologickou část skript „Netkané textilie“ (autoři: O. Jirsák, K. Kalinová), zejména na části týkající se mechanické přípravy vlákenných vrstev (mykání, aerodynamické kladení, kombinace obého, naplavování), zpevnění vlákenných vrstev vpichováním, proplétáním, kalandrováním, lisováním a horkým vzduchem.
, zejména na části týkající se mechanické přípravy vlákenných vrstev (mykání, aerodynamické kladení, kombinace obého, naplavování), zpevnění vlákenných vrstev vpichováním, proplétáním, kalandrováním, lisováním a horkým vzduchem..")
3
Zpracování vlákenných odpadů přináší následující obtíže: 1.Velké množství prachu a nečistot vyžaduje větší míru odsávání mezi jednotlivými stroji i uvnitř jednotlivých strojů a následné čištění vzduchu. 2.Recyklované vlákenné suroviny mají horší vlastnosti (zejména pevnost) v důsledku poškození vláken při recyklaci a v případě sběrových textilií při původním užívání. Z toho důvodu je obvykle nutné odpadovou surovinu vhodně mísit se surovinou primární. Obvykle se udává, že podíl odpadové suroviny menší než 10 % nezhorší výrazně finální vlastnosti, což neplatí vždy. 3.Na povrchu recyklovaných vláken se mohou vyskytovat apretace, tedy různé olejové emulze, povrchově aktivní látky, barviva, finální úpravy atd…, které mohou výrazně snižovat koeficient tření vlákna i jeho adhezi k pojivu. Koeficient tření je klíčový pro pojení vrstev vpichováním a proplétáním, adheze pro termické pojení kalandrováním, lisováním, nebo horkým vzduchem. V obou případech dochází k menšímu propojení vlákenné vrstvy a tím k menší pevnosti textilie. Při termických procesech může navíc docházet k úniku dráždivých, případně toxických látek do vzduchu. 4.Poškození vláken a výskyt různých apretací na povrchu je značně proměnlivé. To vede ke kolísání kvality finálního výrobku, k nutnosti kvalitní kontroly a účinné a rychlé změny parametrů výroby.
 v důsledku poškození vláken při recyklaci a v případě sběrových textilií při původním užívání. Z toho důvodu je obvykle nutné odpadovou surovinu vhodně mísit se surovinou primární. Obvykle se udává, že podíl odpadové suroviny menší než 10 % nezhorší výrazně finální vlastnosti, což neplatí vždy. 3.Na povrchu recyklovaných vláken se mohou vyskytovat apretace, tedy různé olejové emulze, povrchově aktivní látky, barviva, finální úpravy atd…, které mohou výrazně snižovat koeficient tření vlákna i jeho adhezi k pojivu. Koeficient tření je klíčový pro pojení vrstev vpichováním a proplétáním, adheze pro termické pojení kalandrováním, lisováním, nebo horkým vzduchem. V obou případech dochází k menšímu propojení vlákenné vrstvy a tím k menší pevnosti textilie. Při termických procesech může navíc docházet k úniku dráždivých, případně toxických látek do vzduchu. 4.Poškození vláken a výskyt různých apretací na povrchu je značně proměnlivé. To vede ke kolísání kvality finálního výrobku, k nutnosti kvalitní kontroly a účinné a rychlé změny parametrů výroby..")
4
Technologie výroby netkaných textilií používané pro zpracování textilních odpadů (český text viz. skripta „Netkané textilie“). 1)Tvorba vlákenných vrstev 2)Zpevnění vlákenných vrstev
. 1)Tvorba vlákenných vrstev 2)Zpevnění vlákenných vrstev.")
5
It is possible divide to three groups: A)Manufacturing of staple fibers by wet method (wet.-laid) B)Manufacturing of staple fibers by dry methods (carding, air-laid, random laid) C)Manufacturing of endless fibers (spunbond, meltblown, electrospinning) 2) TECHNOLOGIES OF WEB FORMATION
Manufacturing of staple fibers by wet method (wet.-laid) B)Manufacturing of staple fibers by dry methods (carding, air-laid, random laid) C)Manufacturing of endless fibers (spunbond, meltblown, electrospinning) 2) TECHNOLOGIES OF WEB FORMATION")
6
A)Wet-laid Wet laid nonwovens are made by a modified papermaking process. That is, the fibers to be used are suspended in water, which is subsequently taken out. Fiber swelling and dispersion Suspension transport Web formation Water recycling Vacuum dewatering system Water drying or SPUNLACE bonding

7
Typical wet-laid features: Random orientation of fibers on the fabric surface Wider range of area density compared with dry laid technology Processing of short and smooth fibers (for example glass microfibers). It is possible to connect with SPUNLACE bonding – elimination of one drying stage. Special papers: synthetic fiber paper, filters, overlay paper, stencil paper, tea bag paper, paper for wrapping susage and cooked meats Industrial nonwovens for: waterproof sheeting for roofs, separators, filters, reinforcement material for plastics, backing material, shoe uppers, decoration, interlinings, insulation Typical wet-laid products:

8
Carding The aim of carding is to prepare uniform web from isolated fibers. Consequently are fibers mixed, cleaned and paralleled. For nonwovens are used roller card machines, which are more productive than flat cards. Productivity of roller cards increased during forty years from 30-50 kg/hod up to 1200 kg/hod and the carded web width increased from 1 up to 4,5 metres. Nevertheless it is important that productivity depends on the type and quality of fibers and on the quality of fiber preparation. Input to card machine: web of fiber flocks Output of card machine: light anisotropic web (about 20-30 g/m 2 ) of isolated fibers; this web is necessary to lap to obtain bigger density and more isotropic orientation of fibers. B) Carding, Air-laid, Random-laid
 of isolated fibers; this web is necessary to lap to obtain bigger density and more isotropic orientation of fibers. B) Carding, Air-laid, Random-laid.")
9
FANCY ROLLER Simple card machine Double doffer card with condensing rollers

10
Horizontal Cross Lapper Area weight of web depends on 1.Feeding velocity 2.Area weight of carded web 3. Width of layer 4. Postion of fibers 5. Average angle between fibers 6. Output direction

11
Horizontal cross lapper Camel Back

12
Perpendicular Layering Developed in Czech Republic in 1988-1992 in Technical University of Liberec, Textile Faculty, Department of Nonwovens. Position of fibers are perpendicularly oriented to fiber High resistance to compression and elastic recovery. Thermally insulating a filling, used in automotive, sleeping bags Blankets cushioned furniture and sleeping bags are produced from these. This technique has an advantage over longitudinal and cross layering because of the perpendicular and oriented fibers in the fabric. The bonded webs have high resistance to compression and show better recovery after repeated loading

13
Air-laid: Aerodynamic Web Forming The fiber material is at first opened by rotating cylinder named lickerin. Then single fibers are dispersed into the air stream and condensed on the perforated cylinder or belt.

14
Example of air laid machine Production up to 3 000 kg/hour

15
Random cards – combination of air laid and carding technology A major objective of this combination is isotropic textile fabric (random orientation of fibers) with good mass uniformity of light fabrics and with high production speed. The first part – card machine opens perfectly fibrous material so single fibers are as a output. The second part – air laid system uses the centrifugal force to strip the fibers off a roller and. put them down on an air controlled scrim belt.

16
Main variations of random cards I. Airlaid function of random card: 1) Random roller between main cylinder and doffer, which rotate in the opposite direction of the main cylinder. Main cylinder Random roller
 Random roller between main cylinder and doffer, which rotate in the opposite direction of the main cylinder. Main cylinder Random roller.")
17
2) Centrifugal force of mean cylinder strips the fibers off Main variations of random cards II. Random card Fehrer K12

18
Example of random card line Fehrer

19
Air laid and random cards: used fibers synthetic fibres, viscose, cotton and blends thereof; natural fibres such as flax, hemp, sisal etc.; reclaimed textile waste and shoddy, 1.7 - 2000dtex max. 120 mm staple length Air laid and random cards: end products interlinings, shoe linings, „high loft" products for the garment and furniture industries; base material for coating substrates and synthetic leather; waddings;geotextiles, filter materials; needle blankets; carpets and wall coverings; technical felts insulation felts; mattress felts, waddings for the upholstery and automotive industry; undercarpets

20
3)WEB BONDING A)Mechanical: -Needlepunching -Spunlace -Stitch bonding -Tufting B)Thermal: -Calendering -Hot-air bonding -Pressing operation -Sonic bonding C)Chemical: -Impregnating -Foam coating -Spraying -Printing
WEB BONDING A)Mechanical: -Needlepunching -Spunlace -Stitch bonding -Tufting B)Thermal: -Calendering -Hot-air bonding -Pressing operation -Sonic bonding C)Chemical: -Impregnating -Foam coating -Spraying -Printing")
21
MECHANICAL BONDING METHOD Needle Punching: Produced by moving needles up and down, this needling action interlocks the fibers. Fibrous web Needle Needle barb Fiber Lower holeplate

22
Parameters of needlepunching Working frequency range from 800- 2500m/min Large force upto 10netwon per needle stroke. Working width range from 2,4,6 even 16m The fiber webs are 100-300mm thick. The level of web densification is a funcation of number of punches per unit area of web. The number of needles in needle board. Frequency of needle board. Maximum distance between the upper and lower plates. Depth of needle plays vital role. Natural, synthetic fibers like glass fiber, ceramic, stainless steel, aramindes

23
WHY NEEDLE PUNCHING??............... Simple process Effective bonding No additives Re-cycling Flexible Now to increase efficiency and better binding the both sides of the web needle board punching is used now a days. End use: Geotextiles, automotive, filters, hometex, synthetic leather, other technical felts….

24
Parts of needlepunch machine:

25
Parameters of needlepunch machine Penetration depth It changes number of working barbes It inreases textile strenght (until some value) and decreases textile thickness. When the penetration depth is too high fibers are pulled through the textile Density of punches The number of punches per area is given by where N p is number of punches per square meter of fabric (m -2 ), a is total number of needles per 1 meter of working width (m -1 ), f is frequency of needle board (s -1 ), p is number of passages through needle loom (or number of needle looms) and v is velosity of web (m.s -1 ). Higher density of punches causes: Higher strength of textile, higher dimension changes of textile, higher damage of fibers when density is too high, lower thickness, lower permeability of textile
, a is total number of needles per 1 meter of working width (m -1 ), f is frequency of needle board (s -1 ), p is number of passages through needle loom (or number of needle looms) and v is velosity of web (m.s -1 ). Higher density of punches causes: Higher strength of textile, higher dimension changes of textile, higher damage of fibers when density is too high, lower thickness, lower permeability of textile.")
26
Parameters of needles: Proportions (length, diameter, density of barbs, size of barbs...) Shape of needle parts (shape of working blade, shape of barbs....) Type of needle (felting, structuring) Location on the needle board Types of needles: Felting needles To mechanically compact fibrous material Structuring needles To prepare surface structure with a velour or rib effect
 Shape of needle parts (shape of working blade, shape of barbs....) Type of needle (felting, structuring) Location on the needle board Types of needles: Felting needles To mechanically compact fibrous material Structuring needles To prepare surface structure with a velour or rib effect")
27
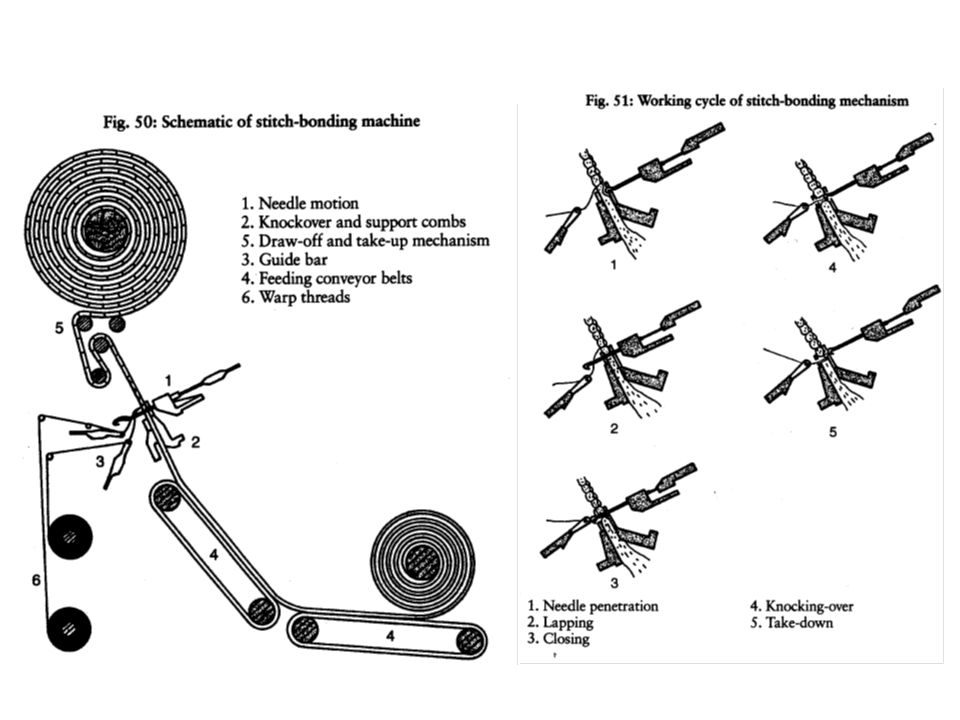
Stitch Bonding Stitch bonding method for mechanical bonding of fibrous web by knitting. This process is divided onto four systems: Malivlies – fibrous web is bonded by system of threads Maliwat – fibrous web is bonded without threads. (Instead of threads, the fibers are pulled out of the layer to create bonding bundles.) Malipol – bonding threads create loops on the surface Malimo – bonded is not fibrous web but parallel pack of fibers, which is perpendicular to bonding threades. The properties of stitch bonded fabrics depends on: Type of fibers, layering and area weight web. Type of threads, stitch length and distance of therads. Pattern bonding avaliable. The stitch bonding work with therad similar like needle
 Malipol – bonding threads create loops on the surface Malimo – bonded is not fibrous web but parallel pack of fibers, which is perpendicular to bonding threades. The properties of stitch bonded fabrics depends on: Type of fibers, layering and area weight web. Type of threads, stitch length and distance of therads. Pattern bonding avaliable. The stitch bonding work with therad similar like needle.")
29
Spunlace (Hydroentanglement) Tato technologie není využívána pro zpracování odpadů z důvodu nutnosti čistého prostředí a z důvodu odlišného sortimentu (velký objem výroby, malá variabilita vstupní suroviny).
 Tato technologie není využívána pro zpracování odpadů z důvodu nutnosti čistého prostředí a z důvodu odlišného sortimentu (velký objem výroby, malá variabilita vstupní suroviny).")
30
Principle of spunlace bonding Spunlace or hydroentanglement is web bonding technology, which uses fine, high pressure jets of water to cause the fibres to interlace. Water jet due to high kinetic energy reorientates fibers according to the shape of the support screen (sieve belt or perforated drum). As a bonded web is possible to use whole range of nonwovens: carded webs, spunbond and meltblown webs, wetlaid, airlaid and composites. Binding point is a set of fibers with various orientation, which are bonded by friction forces (similar as for needlepunch process). support screen
. As a bonded web is possible to use whole range of nonwovens: carded webs, spunbond and meltblown webs, wetlaid, airlaid and composites. Binding point is a set of fibers with various orientation, which are bonded by friction forces (similar as for needlepunch process). support screen.")
31
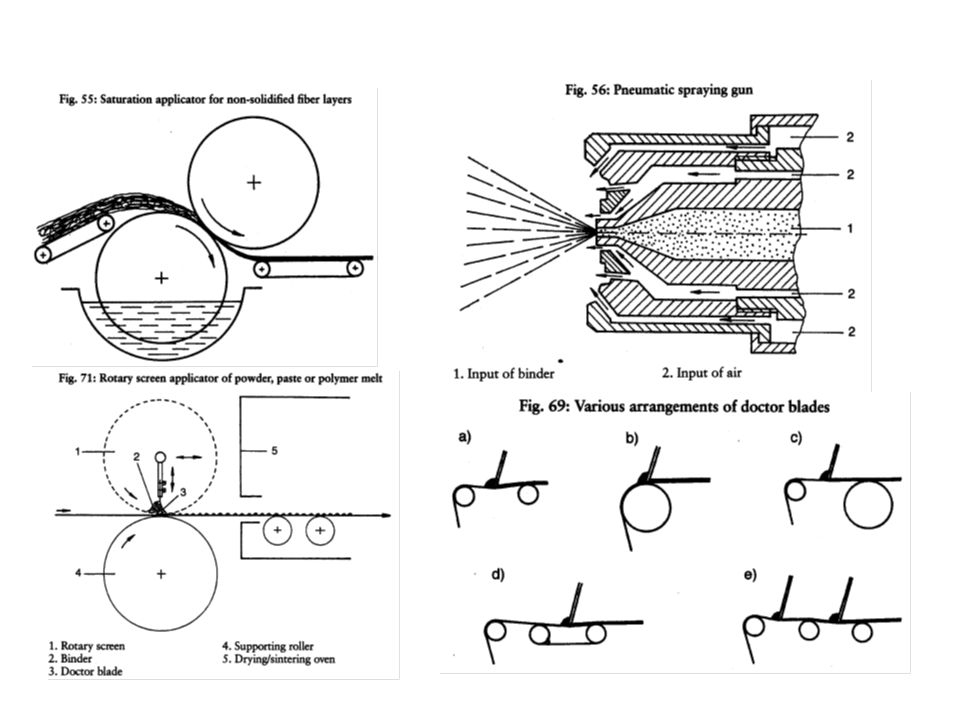
In chemical bonding, bonding adhesives are used in the form of polymer dispersions (latex) or polymer solutions. Chemically bonded webs are prooduced in the following, mostly integrated steps: a) Forming fiber layer (see Chapter 3.1.) b) Application of binder c) Coagulation of binder d) Drying e) Curing CHEMICAL BONDING Málo používané technologie z důvodu vysoké energetické náročnosti sušicího procesu, toxicity chemických pojiv a nutnosti čištění provozních vod. Ad b) types of applications: Impregnating Foam coating Printing Spraying
 Forming fiber layer (see Chapter 3.1.) b) Application of binder c) Coagulation of binder d) Drying e) Curing CHEMICAL BONDING Málo používané technologie z důvodu vysoké energetické náročnosti sušicího procesu, toxicity chemických pojiv a nutnosti čištění provozních vod. Ad b) types of applications: Impregnating Foam coating Printing Spraying.")
33
Thermal bonding The process consists of a) Forming fiber layer b) Application of binder by -depositing of powder, paste or polymer melt -ayering up fiber layer and binder netting or foil -orming fiber layer of a blend of basic and bonding fibers c) Melting binder by increasing temperature d) Forming binder e) Solidification of binder by cooling. Binder powders are produced usually by grinding polymer granules. The grinding must be carried out at a temperature below Tg of the binder. It is rather demanding in case of co- polymers showing low values of Tg. The powders' particle sizes range between 0.1-0.5 mm. Mono- and bi-component bonding fibers are produced by the melt spinnning process. Foils are produced by calendering or melt extrusion using special dies. Nettings are formed by spun bonding, melt-blowing, forming polymer melt by grooved rollers or by cutting foils.

34
Advantages of thermal bonding: The main advantages in comparison with chemical bonding are good hygienic properties of fabrics environmentally friendly process simple devices high productivity (high heating rate) low energy consumption Disadvantages: demanding blending low fiber-binder interface, possible low stability in washing and dryycleaning lower productivity of forming fiber layers, the bonding fibers must pass through the device
 low energy consumption Disadvantages: demanding blending low fiber-binder interface, possible low stability in washing and dryycleaning lower productivity of forming fiber layers, the bonding fibers must pass through the device")
35
In calender bonding, the fiber layer passes through a nip between two rollers. One of the rollers or both of them are heated. The fiber layer is compressed between the rollers and is heated by the rollers. The fiber layers are formed of either a) thermoplastic fibers of one type or b) non-fusible or highly fusible fibers and fusible bonding fibers either bi- component or mono-component. ' Calendering The rollers of the calenders are smooth, embossed or grooved
 thermoplastic fibers of one type or b) non-fusible or highly fusible fibers and fusible bonding fibers either bi- component or mono-component. Calendering The rollers of the calenders are smooth, embossed or grooved.")
36
Air permeable fiber layers are effectively heated in a through-air process. This process is useful in both bonding and laminating techniques. In bonding, a fiber layer made of a blend of base and bonding fibers is heated. Monoponent fusible fibers or bi-eomponent core/sheet fibers with fusible sheet are commonly used as bonding fibers. Throug-air bonding

38
Ultrasonic techniques are used to process thermoplastic materials. In the textile industry, ultrasonic energy is applied to replace sewing, to cut fabbrics and seal edges. Special devices have been developed to bind fiber webs. Ultrasound bonding

39
PŘÁDELNICKÝ ZPŮSOB ZPRACOVÁNÍ VLÁKENNÉHO ODPADU – málo používaný 1)Mykaná příze vigoňová, bavlněná Složení vigoňové příze: Linka pro mykanou přízi Mykací stroj Dělicí a zaoblovací zařízení Dopřádání
Mykaná příze vigoňová, bavlněná Složení vigoňové příze: Linka pro mykanou přízi Mykací stroj Dělicí a zaoblovací zařízení Dopřádání")
40
Vlastnosti a použití: Většina přízí se vyrábí v rozmezí 100-1000 tex, výjimečně v jemnostech do 40 tex. Charakteristický je měkký omak, matný povrch s našedlým odstínem, velmi nízká pevnost v tahu (asi do 7 cN/tex) a velká nestejnoměrnost. Použití pro méně náročné výrobky je velmi mnohostranné, příze jsou obzvlášť vhodné pro počesávané, hřejivé tkaniny a pleteniny. K nejpoužívanějším patří: pletené zboží, zimní spodní prádlo, pracovní oděvy, podšívky, závěsy, přehozy, přikrývky, prachovky, hadry na čištění, potahy válců na různých strojích … 2) Poločesaná příze Tato příze má větší pevnost a vyšší stejnoměrnost, problémy s krátkými vlákny. Mykací stroj PosukováníDopřádání
 a velká nestejnoměrnost. Použití pro méně náročné výrobky je velmi mnohostranné, příze jsou obzvlášť vhodné pro počesávané, hřejivé tkaniny a pleteniny. K nejpoužívanějším patří: pletené zboží, zimní spodní prádlo, pracovní oděvy, podšívky, závěsy, přehozy, přikrývky, prachovky, hadry na čištění, potahy válců na různých strojích … 2) Poločesaná příze Tato příze má větší pevnost a vyšší stejnoměrnost, problémy s krátkými vlákny. Mykací stroj PosukováníDopřádání.")
41
Dopřádací systémy: Vhodné jsou frikční systémy DREF 2 a DREF 3, kde je možné kombinovat nosnou část jádra s obalem z odpadových vláken. Princip: Pramen vláken od mykacího stroje je přiváděn podávacím ústrojím k vyčesávacímu bubnu. Jednotlivá vyčesaná vlákna nese proud vzduchu kolem usměrňovacího kotouče mezi spřádací bubny. Oba bubny se otáčí stejným směrem a perforací v jejich povrchu se odsává vzduch. Vlivem podtlaku a tření spřádacích bubnů se vlákna stáčí a napojují na otevřený konec příze, která se odvádí k navíjecímu ústrojí. Vyčesávací buben Pramen vláken Spřádací bubny Navíjení příze

42
Vlastnosti a použití: Na stroji se nechají spřádat všechna přírodní, umělá a recyklovaná textilní vlákna s délkou 10- 120 mm a s jemností mezi 1,7 a 17 dtex. Frikční příze mohou v tomto rozsahu nahradit značnou část vigoní a přízí z mykané vlny. Navíc se nechají vyrábět určité směsi materiálů a jádrové (opřádané) příze pouze touto technologií. Frikční příze jsou objemnější a méně pevné než příze z mykané vlny ze stejných materiálu a se stejným zákrutem. Stejnoměrnost je dostačující natolik, že se z hotové příze nemusí odstraňovat tenká a tlustá místa, takže odpadá soukání. Příze se používají z největší části na technické textilie. Příze z DREF 2 hlavně na filtry, izolace, hadry na čištění Příze z DREF 3 (jádrové a hybridní) na ochranné oděvy proti ohni a proti pořezání, kompozity Obal Jádro
 příze pouze touto technologií. Frikční příze jsou objemnější a méně pevné než příze z mykané vlny ze stejných materiálu a se stejným zákrutem. Stejnoměrnost je dostačující natolik, že se z hotové příze nemusí odstraňovat tenká a tlustá místa, takže odpadá soukání. Příze se používají z největší části na technické textilie. Příze z DREF 2 hlavně na filtry, izolace, hadry na čištění Příze z DREF 3 (jádrové a hybridní) na ochranné oděvy proti ohni a proti pořezání, kompozity Obal Jádro.")
Podobné prezentace